一种锆基非晶合金钎料及其制备方法和应用与流程
1.本发明属于钎焊材料的技术领域,尤其涉及一种锆基非晶合金钎料及其制备方法和应用。
背景技术:
2.碳化硅陶瓷具有耐高温、耐磨损、抗氧化和机械强度高等一系列优良性能,尤其是其优良的高温力学性能(高温强度、抗蠕变等),使其在能源、航空、航天、机械、化工等诸多重要领域发挥着重要作用。
3.众所周知,任何先进的材料只有被加工成构件以后,才真正具有使用价值,而焊接是形成构件必不可少的加工手段。陶瓷焊接中的主要困难包括化学因素和物理因素,前者表现为必须在普通钎料中添加活性元素,通过活性元素与陶瓷发生界面化学反应使液态钎料在陶瓷上浸润并实现连接;后者则表现为陶瓷与金属的热膨胀系数和弹性模量悬殊导致连接界面处产生很大的残余应力,对接头强度造成不利影响。
4.银铜钛等活性钎料虽然可实现碳化硅等陶瓷钎焊时的可靠连接,但考虑到碳化硅陶瓷结构件通常要求在复杂高温工况下使用,银铜钛焊接的碳化硅接头在高温条件下却难以满足性能要求。
技术实现要素:
5.基于上述技术问题,本发明提供了一种锆基非晶合金钎料及其制备方法和应用,该锆基非晶合金钎料既能实现钎焊碳化硅陶瓷的可靠连接,又能克服银铜钛等活性钎料钎焊的碳化硅接头高温焊接强度差的缺陷。
6.本发明提出的一种锆基非晶合金钎料,按重量百分比计,所述钎料组成包括:zr 45-60%、ag 25-30%、ni 10-15%以及余量为cu。
7.本发明中,以zr作为基础合金成分,添加ag、cu以及ni元素构成多元zr-ag-ni-cu合金钎料,所得钎料具有较高的非晶形成能力,并且该钎料主要组成相是锆基固溶体,其起到固溶强化作用,在室温及高温下均具有较高的强度和断裂应变能力,使所得钎料具有优异的高温性能,从而大幅提高了对应所得碳化硅接头的高温焊接强度性能。这其中,zr的大量加入,大大提高了合金钎料的非晶成型能力;cu和ag熔点低,润湿性好,在有效降低钎料熔点同时,大大改善了钎料的流动性和塑性;并且,cu和ag作为锆基钎料的合金成分,其含量需要控制在一定含量范围内,如此才能改善锆基钎料与碳化硅陶瓷的亲和力,提高钎料对碳化硅陶瓷合金的润湿性;同时,ni抗腐蚀性能优异,与zr在液态和固态下能相互溶解,是形成zr-ag-ni-cu非晶合金必不可少的元素;并且,ni作为锆基钎料的合金成分,其含量同样需要控制在一定含量范围内,随着钎料中ni含量的增加或降低,钎料的塑性和韧性降低,钎焊接头变脆。
8.优选地,所述钎料组成还包括:m 0.2-2%,m为si、ge或sb中的至少一种。
9.本发明中,通过加入si、ge或sb,可以进一步提高合金钎料的流动性和抗氧化性。
10.本发明提出一种上述锆基非晶合金钎料的制备方法,包括:按所述钎料组成对zr、ag、ni、cu和/或m单质进行配料,熔炼均匀后浇入水冷模具中,制成非晶合金棒材;再将所得非晶合金棒材进行雾化,制成细粉后即得到所述锆基非晶合金钎料。
11.优选地,所述zr、ag、ni、cu以及m单质的纯度皆为99.95%以上。
12.优选地,所述熔炼是在惰性气体保护下进行,所得非晶合金棒材的直径为30-80mm。
13.优选地,在将所得非晶合金棒材进行雾化制粉之前,还包括对所得非晶合金棒材进行热处理,具体包括:将所得非晶合金棒材升温至700-720℃,保温1-3h后置于冰水中冷却至室温。
14.本发明中,在将所得非晶合金棒材进行雾化制粉之前,通过对所得非晶合金棒材进行热处理,有助于保证所得合金钎料的非晶形态。
15.本发明还提出一种上述钎料在钎焊碳化硅陶瓷和钛合金中的应用。
16.优选地,所述应用包括:将所述钎料细粉制成焊膏后,涂覆在碳化硅陶瓷和钛合金的焊缝处,真空加热钎焊后,即完成对碳化硅陶瓷和钛合金的焊接。
17.优选地,所述涂覆厚度为10-50μm,所述涂覆工艺为丝网印刷涂覆工艺。
18.本发明中,采用丝网印刷的涂覆工艺,可以保证焊缝厚度。
19.优选地,所述真空加热钎焊具体包括:先在真空脱脂炉中以1-3℃/min的速率升温至490-510℃,保温15-25min后随炉冷却至室温,取出后再在真空钎焊炉中升温至740-770℃,保温10-30min后,以8-10℃/min的速率冷却至700-720℃,并随炉冷却至室温。
20.本发明中,通过上述真空加热钎焊的工艺参数控制,有助于保证碳化硅陶瓷的焊接强度。
21.相比现有技术,本发明具有如下有益效果:
22.(1)本发明中所述锆基非晶合金钎料,其钎焊温度在740-770℃之间,钎料熔化温度低,钎料熔化均匀。
23.(2)本发明中所述锆基非晶合金钎料,其可以加速高温连接过程中原子扩散和界面反应,钎料的润湿和铺展能力强,相对常规的银铜钛等活性钎料,其所拥有的非晶形成能力,可以更好的润湿碳化硅等基体材料,并且减小所得钎焊接头中残余应力,大大提高接头的高温条件下的结合强度。
24.(3)本发明所述锆基非晶合金钎料,其制备方法简单,实施方便快捷,钎料的制备可重复再现,便于推广应用。
附图说明
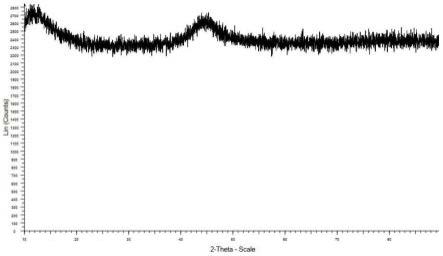
25.图1为本发明实施例1所述锆基非晶合金钎料的x射线衍射图谱。
26.图2为本发明实施例1所述锆基非晶合金钎料的扫描电镜图。
具体实施方式
27.下面,本发明通过具体实施例对所述技术方案进行详细说明,但是应该明确提出这些实施例用于举例说明,但是不解释为限制本发明的范围。
28.实施例1
29.本实施例提出一种锆基非晶合金钎料,按重量百分比计包括:zr 52%、ag 27%、ni 12%以及cu 9%。
30.上述锆基非晶合金钎料的制备方法,包括:
31.(1)按照上述重量百分比称取zr、ag、ni以及cu单质,其中zr、ag、ni以及cu单质的纯度皆为99.99%;
32.(2)将步骤(1)所得zr、ag、ni以及cu单质加入到悬浮熔炼炉中,抽真空后并充入高纯氩气,加热熔炼均匀后,将所得熔液浇入水冷模具中快速水冷,制成直径为50mm的非晶合金棒材,再将该非晶合金棒材加入热处理炉中,升温至720℃后并保温2h,再置于冰水中冷却至室温;
33.(3)将步骤(2)所得非晶合金棒材车削成一定的尺寸规格后,再装入无坩埚气雾化炉中,抽真空后采用氩气雾化制粉,分选后制成一定粒度的细粉,即得到所述锆基非晶合金钎料。
34.图1是上述锆基非晶合金钎料的x射线衍射图谱,参照图1可知,该钎料为非晶态组织的合金钎料;图2为是上述锆基非晶合金钎料的扫描电镜图,参照图2可知,该钎料球形度较好,表面光滑,球颗粒大小较集中。
35.将上述锆基非晶合金钎料91wt%和乙基纤维素3wt%、三乙醇胺3wt%、松油醇2.5wt%、聚酰胺蜡0.5wt%制成焊膏,利用所得焊膏进行钎焊的方法包括:
36.在钎焊前,将钛合金和碳化硅陶瓷作为待焊试样在丙酮溶液、乙醇溶液中依次进行超声波清洗各15min,取出后吹干;再将所述焊膏置于聚氨酯丝网上,所得聚氨酯丝网置于钛合金表面,并利用超声波将焊膏均匀涂覆在钛合金与碳化硅接缝处,该接缝厚度为30μm,由此得到待焊零件整体;将该待焊零件整体置于真空脱脂炉中,以2℃/min缓慢升温至500℃并保温20min,待冷却后取出,再置于真空钎焊炉中进行真空钎焊,待真空度达到10-2
pa后,升温到750℃,保温20min,随后以10℃/min冷却至720℃,并随炉冷却至室温,完成焊接。
37.可知,采用上述锆基非晶合金钎料真空钎焊碳化硅陶瓷和钛合金时,碳化硅陶瓷和钛合金焊接区域形成良好的冶金结合,钎缝填充充分,参照gb/t 11363-2008《钎焊接头强度试验方法》用拉伸试验机进行抗拉强度试验,测得350℃焊接接头抗拉强度为180mpa。
38.实施例2
39.本实施例提出一种锆基非晶合金钎料,按重量百分比计包括:zr 45%、ag 30%、ni 10%以及cu 15%。
40.上述锆基非晶合金钎料的制备方法,包括:
41.(1)按照上述重量百分比称取zr、ag、ni以及cu单质,其中zr、ag、ni以及cu单质的纯度皆为99.99%;
42.(2)将步骤(1)所得zr、ag、ni以及cu单质加入到悬浮熔炼炉中,抽真空后并充入高纯氩气,加热熔炼均匀后,将所得熔液浇入水冷模具中快速水冷,制成直径为50mm的非晶合金棒材,再将该非晶合金棒材加入热处理炉中,升温至700℃后并保温3h,再置于冰水中冷却至室温;
43.(3)将步骤(2)所得非晶合金棒材车削成一定的尺寸规格后,再装入无坩埚气雾化炉中,抽真空后采用氩气雾化制粉,分选后制成一定粒度的细粉,即得到所述锆基非晶合金
钎料。
44.将上述锆基非晶合金钎料91wt%和乙基纤维素3wt%、三乙醇胺3wt%、松油醇2.5wt%、聚酰胺蜡0.5wt%制成焊膏,利用所得焊膏进行钎焊的方法包括:
45.在钎焊前,将钛合金和碳化硅陶瓷作为待焊试样在丙酮溶液、乙醇溶液中依次进行超声波清洗各15min,取出后吹干;再将所述焊膏置于聚氨酯丝网上,所得聚氨酯丝网置于钛合金表面,并利用超声波将焊膏均匀涂覆在钛合金与碳化硅接缝处,该接缝厚度为30μm,由此得到待焊零件整体;将该待焊零件整体置于真空脱脂炉中,以2℃/min缓慢升温至500℃并保温20min,待冷却后取出,再置于真空钎焊炉中进行真空钎焊,待真空度达到10-2
pa后,升温到750℃,保温20min,随后以10℃/min冷却至720℃,并随炉冷却至室温,完成焊接。
46.可知,采用上述锆基非晶合金钎料真空钎焊碳化硅陶瓷和钛合金时,碳化硅陶瓷和钛合金焊接区域形成良好的冶金结合,钎缝填充充分,参照gb/t 11363-2008《钎焊接头强度试验方法》用拉伸试验机进行抗拉强度试验,测得350℃焊接接头抗拉强度为158mpa。
47.实施例3
48.本实施例提出一种锆基非晶合金钎料,按重量百分比计包括:zr 60%、ag 25%、ni 10%以及cu 5%。
49.上述锆基非晶合金钎料的制备方法,包括:
50.(1)按照上述重量百分比称取zr、ag、ni以及cu单质,其中zr、ag、ni以及cu单质的纯度皆为99.99%;
51.(2)将步骤(1)所得zr、ag、ni以及cu单质加入到悬浮熔炼炉中,抽真空后并充入高纯氩气,加热熔炼均匀后,将所得熔液浇入水冷模具中快速水冷,制成直径为50mm的非晶合金棒材,再将该非晶合金棒材加入热处理炉中,升温至720℃后并保温1h,再置于冰水中冷却至室温;
52.(3)将步骤(2)所得非晶合金棒材车削成一定的尺寸规格后,再装入无坩埚气雾化炉中,抽真空后采用氩气雾化制粉,分选后制成一定粒度的细粉,即得到所述锆基非晶合金钎料。
53.将上述锆基非晶合金钎料91wt%和乙基纤维素3wt%、三乙醇胺3wt%、松油醇2.5wt%、聚酰胺蜡0.5wt%制成焊膏,利用所得焊膏进行钎焊的方法包括:
54.在钎焊前,将钛合金和碳化硅陶瓷作为待焊试样在丙酮溶液、乙醇溶液中依次进行超声波清洗各15min,取出后吹干;再将所述焊膏置于聚氨酯丝网上,所得聚氨酯丝网置于钛合金表面,并利用超声波将焊膏均匀涂覆在钛合金与碳化硅接缝处,该接缝厚度为30μm,由此得到待焊零件整体;将该待焊零件整体置于真空脱脂炉中,以2℃/min缓慢升温至500℃并保温20min,待冷却后取出,再置于真空钎焊炉中进行真空钎焊,待真空度达到10-2
pa后,升温到750℃,保温20min,随后以10℃/min冷却至720℃,并随炉冷却至室温,完成焊接。
55.可知,采用上述锆基非晶合金钎料真空钎焊碳化硅陶瓷和钛合金时,碳化硅陶瓷和钛合金焊接区域形成良好的冶金结合,钎缝填充充分,参照gb/t 11363-2008《钎焊接头强度试验方法》用拉伸试验机进行抗拉强度试验,测得350℃焊接接头抗拉强度为164mpa。
56.实施例4
57.本实施例提出一种锆基非晶合金钎料,按重量百分比计包括:zr 52%、ag 27%、ni 12%、si 0.6%、sb 0.4%以及cu 8%。
58.上述锆基非晶合金钎料的制备方法,包括:
59.(1)按照上述重量百分比称取zr、ag、ni、si、sb以及cu单质,其中zr、ag、ni、si、sb以及cu单质的纯度皆为99.99%;
60.(2)将步骤(1)所得zr、ag、ni、si、sb以及cu单质加入到悬浮熔炼炉中,抽真空后并充入高纯氩气,加热熔炼均匀后,将所得熔液浇入水冷模具中快速水冷,制成直径为50mm的非晶合金棒材,再将该非晶合金棒材加入热处理炉中,升温至720℃后并保温2h,再置于冰水中冷却至室温;
61.(3)将步骤(2)所得非晶合金棒材车削成一定的尺寸规格后,再装入无坩埚气雾化炉中,抽真空后采用氩气雾化制粉,分选后制成一定粒度的细粉,即得到所述锆基非晶合金钎料。
62.将上述锆基非晶合金钎料91wt%和乙基纤维素3wt%、三乙醇胺3wt%、松油醇2.5wt%、聚酰胺蜡0.5wt%制成焊膏,利用所得焊膏进行钎焊的方法包括:
63.在钎焊前,将钛合金和碳化硅陶瓷作为待焊试样在丙酮溶液、乙醇溶液中依次进行超声波清洗各15min,取出后吹干;再将所述焊膏置于聚氨酯丝网上,所得聚氨酯丝网置于钛合金表面,并利用超声波将焊膏均匀涂覆在钛合金与碳化硅接缝处,该接缝厚度为30μm,由此得到待焊零件整体;将该待焊零件整体置于真空脱脂炉中,以2℃/min缓慢升温至500℃并保温20min,待冷却后取出,再置于真空钎焊炉中进行真空钎焊,待真空度达到10-2
pa后,升温到750℃,保温20min,随后以10℃/min冷却至720℃,并随炉冷却至室温,完成焊接。
64.可知,采用上述锆基非晶合金钎料真空钎焊碳化硅陶瓷和钛合金时,碳化硅陶瓷和钛合金焊接区域形成良好的冶金结合,钎缝填充充分,参照gb/t 11363-2008《钎焊接头强度试验方法》用拉伸试验机进行抗拉强度试验,测得350℃焊接接头抗拉强度为187mpa。
65.对比例1
66.本对比例采用银铜钛活性钎料(ag 68.8%、cu 26.7%、ti 4.5%),并且采用和实施例1相同焊膏组成以及钎焊和试验方法测试钎料对碳化硅陶瓷和钛合金的钎焊效果和抗拉强度。
67.可知,虽然采用上述银铜钛活性钎料真空钎焊碳化硅陶瓷和钛合金时,焊接区域虽然形成良好的冶金结合,但是350℃焊接接头抗拉强度仅为35mpa。
68.对比例2
69.本对比例采用锆基钎料,但是其重量百分比计包括:zr40%、ag 28%、ni 12%以及cu 20%,采用和实施例1相同的钎料制备方法以及相同焊膏组成和钎焊和试验方法测试钎料对碳化硅陶瓷和钛合金的钎焊效果和抗拉强度。
70.可知,采用上述锆基钎料真空钎焊碳化硅陶瓷和钛合金时,焊接区域虽然形成良好的冶金结合,但是350℃焊接接头抗拉强度仅为106mpa。
71.对比例3
72.本对比例采用锆基钎料,但是其重量百分比计包括:zr 55%、ag 22%、ni 18%以及cu 5%,采用和实施例1相同的钎料制备方法以及相同焊膏组成和钎焊和试验方法测试
钎料对碳化硅陶瓷和钛合金的钎焊效果和抗拉强度。
73.可知,采用上述锆基钎料真空钎焊碳化硅陶瓷和钛合金时,焊接区域虽然形成良好的冶金结合,但是350℃焊接接头抗拉强度仅为129mpa。
74.从以上实施例和对比例可以得出,采用本发明所述锆基非晶合金钎料真空钎焊碳化硅陶瓷和钛合金时,其接头高温性能远高于银铜钛活性钎料、以及配方组成不同于本发明的锆基钎料。
75.以上所述,仅为本发明较佳的具体实施方式,但本发明的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本发明揭露的技术范围内,根据本发明的技术方案及其发明构思加以等同替换或改变,都应涵盖在本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1