高速冷轧上料系统的制作方法
1.本发明涉及冷轧加工技术领域,具体为高速冷轧上料系统。
背景技术:
2.冷轧加工就是利用机械的压力使用滚轧筒滚动改变金属材料厚度或者尺径的一种加工方式,钢丝冷轧是用冷轧的方法加工钢丝。
3.现有的冷轧加工在进行钢丝的上料处理时,钢丝卷套在料架上进行输送处理,但是目前上料装置对钢丝进行上料时,速度一般为每分钟200m,速度较慢,同时每个料卷之间需要收尾顺次焊接,而焊接需要花费时间才能保证焊接质量,但是上料装置不能够具有充足的焊接时间,导致焊接质量差。
技术实现要素:
4.本发明的目的在于提供高速冷轧上料系统,以解决上述背景技术提出的目前市场上上料装置对钢丝进行上料时,速度一般为每分钟200m,速度较慢,同时每个料卷之间需要收尾顺次焊接,而焊接需要花费时间才能保证焊接质量,但是上料装置不能够具有充足的焊接时间,导致焊接质量差的问题。
5.为实现上述目的,本发明提供如下技术方案:高速冷轧上料系统,包括上料装置主体和料卷,所述料卷上下两端分别设有料卷上接头和料卷下接头,所述上料装置主体下端设有导轨,且导轨上端均匀活动安装有活动连接架,并且导轨两侧均匀设有用于活动连接架活动支撑的支撑轮,所述活动连接架上端均设有料卷架,且料卷套设于料卷架上,所述导轨其中一侧设有安装架,且安装架上端一侧安装有焊接机构,并且安装架下端均匀连接有滚轮,所述上料装置主体上方一侧设有连接架,且连接架下端设有用于料卷限位防护的防护笼。
6.优选的,所述导轨的首尾对接,且防护笼处于导轨正上方。
7.优选的,所述安装架上端通过焊接固定有定位座,且定位座呈横置的u型结构。
8.优选的,所述定位座的侧面均匀开设有安装槽,且定位座的凹槽内对称卡合有焊接定位块。
9.优选的,所述焊接定位块其中一侧开设有凹槽,且焊接定位块的凹槽内还开设有弧形的对焊穿线孔。
10.优选的,所述焊接定位块的凹槽处通过铰接活动连接有活动夹持块。
11.优选的,所述活动夹持块为圆弧形结构,且活动夹持块与对焊穿线孔构成上下贯穿的圆孔结构。
12.优选的,所述焊接机构的焊接头处于焊接定位块之间,且焊接机构与定位座贯穿。
13.优选的,所述防护笼为上下贯穿结构,且防护笼下端为扩口结构。
14.优选的,所述防护笼下方两侧均安装有链式提升装置,且链式提升装置与料卷相配合。
15.与现有技术相比,本发明的有益效果是:该高速冷轧上料系统通过对料卷进行抬升处理,使料卷的放料具有高度差,从而提高上料速度,同时料卷之间有充足的时间焊接,保证焊接部位不断,易于循环上料处理。该高速冷轧上料系统通过导轨对用于料卷固定的料卷架进行移动处理,在导轨侧面设置用于料卷之间对接的焊接机构,能够方便有效的进行焊接处理。
附图说明
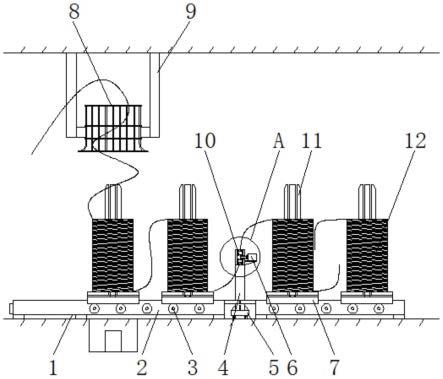
16.图1为本发明高速冷轧上料系统结构示意图;
17.图2为本发明高速冷轧上料系统图1中a处放大结构示意图;
18.图3为本发明高速冷轧上料系统的焊接定位块与定位座连接结构示意图;
19.图4为本发明高速冷轧上料系统的料卷相对防护笼以及料卷架位置结构示意图;
20.图5为本发明高速冷轧上料系统的导轨结构示意图。
21.图中:1、上料装置主体;2、导轨;3、支撑轮;4、安装架;5、滚轮;6、焊接机构;7、活动连接架;8、防护笼;9、连接架;10、焊接定位块;11、料卷架;12、料卷;13、料卷下接头;14、安装槽;15、料卷上接头;16、定位座;17、对焊穿线孔;18、活动夹持块;19、链式提升装置。
具体实施方式
22.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
23.请参阅图1-5,本发明提供技术方案:高速冷轧上料系统,包括上料装置主体1和料卷12,料卷12上下两端分别设有料卷上接头15和料卷下接头13,上料装置主体1下端设有导轨2,导轨2的首尾对接,且防护笼8处于导轨2正上方,此结构导轨2为现有的导轨结构,导轨2首尾相接,使得活动连接架7能够在导轨2上循环移动,防护笼8处于导轨2正上方,使得料卷12在提升后能够到达防护笼8内,且导轨2上端均匀活动安装有活动连接架7,并且导轨2两侧均匀设有用于活动连接架7活动支撑的支撑轮3,活动连接架7上端均设有料卷架11,且料卷12套设于料卷架11上,导轨2其中一侧设有安装架4,安装架4上端通过焊接固定有定位座16,且定位座16呈横置的u型结构,此结构定位座16可以通过u型结构对焊接定位块10进行卡合限位处理,同时定位座16的开口一端能够方便钢丝的移出处理,定位座16的侧面均匀开设有安装槽14,且定位座16的凹槽内对称卡合有焊接定位块10,此结构安装槽14可以使焊接定位块10稳固的固定在定位座16上,且安装架4上端一侧安装有焊接机构6,焊接定位块10其中一侧开设有凹槽,且焊接定位块10的凹槽内还开设有弧形的对焊穿线孔17,此结构焊接定位块10可以通过对焊穿线孔17对料卷下接头13以及料卷上接头15进行定位处理,焊接定位块10的凹槽处通过铰接活动连接有活动夹持块18,此结构使得活动夹持块18可相对焊接定位块10进行活动处理,并且安装架4下端均匀连接有滚轮5,上料装置主体1上方一侧设有连接架9,连接架9可以通过焊接或者螺栓的方式固定在加工厂的顶棚,用以防护笼8的定位,活动夹持块18为圆弧形结构,且活动夹持块18与对焊穿线孔17构成上下贯穿的圆孔结构,此结构使得焊接定位块10在与对焊穿线孔17构成圆孔结构时能够分别对料卷
上接头15以及料卷下接头13进行插设定位处理,实现焊接对位处理,而活动夹持块18转动打开后,可以将焊接好的钢丝取下,焊接机构6在上料等待区域使两个料卷12顺次连接,可以有效提高对接的效率,以防钢丝在上料过程中拉断,焊接机构6的焊接头处于焊接定位块10之间,且焊接机构6与定位座16贯穿,此结构焊接机构6为现有的焊接装置,可以对钢丝进行焊接对接处理,且连接架9下端设有用于料卷12限位防护的防护笼8,防护笼8为上下贯穿结构,且防护笼8下端为扩口结构,此结构防护笼8可以对提升的料卷12进行限位防护处理,以防料卷12松散,防护笼8下方两侧均安装有链式提升装置19,且链式提升装置19与料卷12相配合,此结构链式提升装置19为现有的升降机结构,使得料卷12能够在链式提升装置19的作用下向上提升,提高料卷12的高度,可以实现上料的高度差,让上料速度更快,料卷12通过链式提升装置19可抬升至少7m。
24.工作原理:在使用该高速冷轧上料系统时,首先通过机械的方式将料卷12套到料卷架11上,然后料卷架11在活动连接架7与导轨2的配合下进行移动,支撑轮3对活动连接架7起到移动辅助支撑处理的作用,然后工作人员使安装架4通过滚轮5进行移动,并将相邻两个料卷12的料卷下接头13以及料卷上接头15分别插设到焊接定位块10的对焊穿线孔17内,活动夹持块18对钢丝进行夹持,当钢丝得到定位后,焊接机构6对钢丝进行焊接,钢丝焊接完毕后,打开活动夹持块18,使连接处移出焊接定位块10处,焊接定位块10通过安装槽14稳固于定位座16内,当料卷架11移动到防护笼8下方时,链式提升装置19卡入料卷12下方,并对料卷12进行提升处理,料卷12的高度提升后上料速度得以提高,防护笼8对提升的料卷12起到防护限位的作用,连接架9使防护笼8稳固安装,实现上料装置主体1的高速上料处理,从而完成一系列工作。
25.尽管参照前述实施例对本发明进行了详细的说明,对于本领域的技术人员来说,其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分技术特征进行等同替换,凡在本发明的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1