生物发酵罐冷带自动跟踪脉冲氩弧焊接系统的制作方法
1.本发明应用于机械加工背景,名称是生物发酵罐冷带自动跟踪脉冲氩弧焊接系统。
背景技术:
2.焊接技术,又称为连接工程,是一种重要的材料加工工艺,焊接的定义如下:被焊工件的材质(同种或异种),通过加热或者加压或二者并用,并且用或不用填充材料,使工件的材质达到原子间的结合而形成永久性连接的工艺工程称为焊接,而随着科学技术的不断发展,自动焊接小车也被制造出来,因其自动化能力以及工作效率高而被广泛的使用,然而现有的自动焊接小车对焊丝的使用及防护机构较为简单,焊丝多为盘状缠绕结构,焊丝长时间存放不当容易受潮生锈,影响焊接质量,并且在对生物发酵罐进行焊接时,其罐体较大,更换焊接位置较为麻烦,故有必要提供生物发酵罐冷带自动跟踪脉冲氩弧焊接系统,可以达到高质量焊接的作用。
技术实现要素:
3.本发明的目的在于提供生物发酵罐冷带自动跟踪脉冲氩弧焊接系统,以解决上述背景技术中提出的问题。
4.为了解决上述技术问题,本发明提供如下技术方案:生物发酵罐冷带自动跟踪脉冲氩弧焊接系统,包含焊接车,所述焊接车的上端固定安装有驱动电机,所述焊接车的前后均安装有移动组件,所述驱动电机与移动组件通过齿轮传动,所述焊接车的上端固定安装有固定杆,所述固定杆的左侧固定安装有控制器,所述驱动电机与控制器电连接,所述固定杆的左侧固定安装有缠绕电机,所述缠绕电机与控制器电连接,所述缠绕电机的输出端固定安装有缠绕轴,所述缠绕轴的外侧固定安装有缠绕盘,所述缠绕盘的外侧缠绕有焊丝,所述缠绕轴的端部安装有防尘组件,所述固定杆的右侧固定安装有固定板,所述固定板的上侧固定安装有清理组件。
5.与现有技术相比,本发明所达到的有益效果是:本发明,通过设置有氩弧焊接装置与氩弧焊接系统,能够到达对盘状焊丝进行防尘防潮的存储,在焊接时对焊丝的表面进行进一步清理,保证焊接时不会因为焊丝表面的杂质而影响焊接质量。
附图说明
6.下面结合附图,通过对本技术的具体实施方式详细描述,将使本技术的技术方案及其它有益效果显而易见。
7.在附图中:
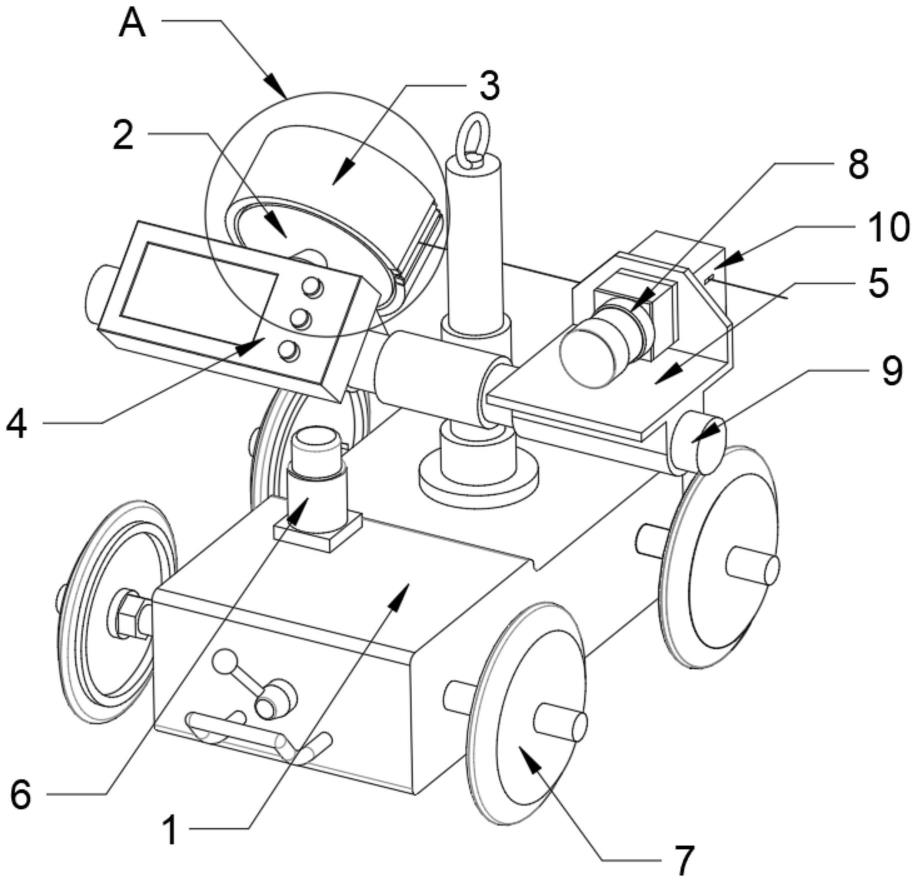
8.图1是本发明的整体结构示意图;
9.图2是图1中a区域侧视剖面放大示意图;
10.图3是图2中p方向剖面放大示意图;
11.图4是图1中清理盒剖面放大示意图;
12.图5是图4中b区域侧视剖面放大示意图;
13.图6是图4中c区域俯视剖面放大示意图;
14.图7是本发明的系统结构示意图;
15.图中:1、焊接车;2、缠绕盘;3、罩盖;4、控制器;5、固定板;6、驱动电机;7、移动组件;8、清理电机;9、固定杆;10、清理盒;11、缠绕电机;12、缠绕轴;13、夹紧槽;14、弹簧活塞;15、滚筒;16、传动轮;17、输送轮;18、被动轮;19、大带轮;20、输送轴;21、摄像头;22、挤压槽;23、挤压活塞;24、压力弹簧;25、压力传感器;26、气缸活塞;27、传动杆;28、啮合齿轮;29、小带轮;30、万向轴;31、连接轴;32、清理轴;33、清理轮;34、刷毛;35、控制槽;36、控制活塞。
具体实施方式
16.下文的公开提供了许多不同的实施方式或例子用来实现本技术的不同结构。为了简化本技术的公开,下文中对特定例子的部件和设置进行描述。当然,它们仅仅为示例,并且目的不在于限制本技术。此外,本技术可以在不同例子中重复参考数字和/或参考字母,这种重复是为了简化和清楚的目的,其本身不指示所讨论各种实施方式和/或设置之间的关系。此外,本技术提供了的各种特定的工艺和材料的例子,但是本领域普通技术人员可以意识到其他工艺的应用和/或其他材料的使用。
17.请参阅图1-7,本发明提供技术方案:生物发酵罐冷带自动跟踪脉冲氩弧焊接系统,包含焊接车1,焊接车1的上端固定安装有驱动电机6,焊接车1的前后均安装有移动组件7,移动组件7由转动轴与轮子组成,驱动电机6通过齿轮传动带动移动组件7运转从而使得焊接车1能够前后移动,焊接车1上固定安装有固定杆9,固定杆9的左侧前端固定安装有控制器4,驱动电机6与控制器4电连接,固定杆9的左侧后端固定安装有缠绕电机11,缠绕电机11与控制器4电连接,缠绕电机的输出端固定安装有缠绕轴12,缠绕轴的外侧固定安装有缠绕盘2,焊丝缠绕在缠绕盘2上,缠绕轴12上固定安装有防尘组件,固定杆9的右侧固定安装有固定板5,固定板5上安装有清理组件;
18.防尘组件包含通过轴承连接在缠绕轴12上的罩盖3,罩盖3的一侧开设有槽口,罩盖3槽口两侧均设置有夹紧槽13,两组夹紧槽13的内侧均固定安装有弹簧活塞14,两组弹簧活塞14的端部均轴承连接有滚筒15;
19.清理组件包含固定安装在固定板5上的清理电机8,清理电机8与控制器4电连接,固定板5上固定安装有清理盒10,清理盒10的内部通过轴承连接有多组传动轮16,清理盒10的内部轴承连接有输送轴20,输送轴20与清理电机8的输出端固定连接,输送轴20上固定安装有大带轮19,输送轴20的前端固定安装有输送轮17,清理盒10的内侧轴承连接有被动轮18,输送轮17与被动轮18配合夹住焊丝,通过清理电机8带动输送轮17转动从而输送焊丝,清理盒10内后侧轴承连接有左右两组传动杆27,右侧传动杆27上固定安装有小带轮29,大带轮19与小带轮29通过皮带传动,两组传动杆27上均固定安装有啮合齿轮28,两组啮合齿轮28啮合连接,使得两组传动杆27向内侧转动,两组传动杆27的前端固定安装有万向轴30,两组万向轴30的前端均固定安装有连接轴31,两组连接轴31的前端均活动连接有清理轴32,清理轴32与连接轴31通过键连接使其能够同步转动,使得清理轴32轴向方向可移动并
能跟随连接轴31转动,两组清理轴32的前端均固定安装有清理轮33,两组清理轮33的外侧均固定安装有刷毛34,清理盒10的内侧固定安装有控制槽35,控制槽35的内侧两端均设置有弹簧,控制槽35的内部两侧均活动连接有控制活塞36,控制活塞36的活塞部处于控制槽35内并与弹簧连接,控制活塞36的另一端分别与两侧的清理轴32轴承连接,控制槽35的上端固定安装有气缸活塞26,清理盒10的右侧固定安装有上下两组摄像头21,可以全方位的拍摄进入清理盒10的焊丝表面,两组清理轮33的外侧均设置有槽口,该槽口与焊丝的表面相贴合,槽口内表面粗糙度较低;
20.清理盒10的左侧焊丝出口处内部设置有两组挤压槽22,两组挤压槽22的内侧均活动连接有挤压活塞23,两组挤压活塞23的一端均固定安装有压力弹簧24,两组挤压槽22的一端均固定安装有压力传感器25,压力传感器25与压力弹簧24固定连接;
21.氩弧焊接系统包括位置调节模块和智能清理模块,位置调节模块包括压力感应模块和移动控制模块,智能清理模块包括视频拍摄模块、存储对比模块和清理切换模块,位置调节模块与智能清理模块各自通过信号连接;
22.压力感应模块与压力传感器25信号连接,移动控制模块与控制器4信号连接,视频拍摄模块与摄像头21信号连接,清理切换模块与控制器4信号连接;
23.位置调节模块的运行方式如下:
24.通过两侧的压力传感器25的压力值大小判断焊接车1的行走方向;
25.将压力传感器25的数值区间分为f
高
和f
低
两档,将驱动电机6的转速分为高速v
高
和低速v
低
两档,并分别与f
高
和f
低
顺次对应,当检测到压力传感器25的数值处于f
高
时,则通过控制器4控制驱动电机6的转速调到高速v
高
,当检测到压力传感器25的数值处于f
低
时,则通过控制器4控制驱动电机6的转速调到低速v
低
,当两侧挤压活塞23相接触时,此时压力弹簧24为完全展开状态,两侧压力传感器25均没有数值,此时驱动电机6处于静止状态,以此可根据焊接位置的变更而自动调节焊接车1的位置,提高焊接的便捷性,并且在单次更换焊接位置距离较大时,能够快速的使得焊接车1移动到焊接位置,避免焊丝被拉变形;
26.智能清理模块的运行方式如下:
27.通过上下两侧摄像头21实时拍摄进入到清理盒10内侧的焊丝表面颜色;
28.将拍摄的颜色与存储在系统中的焊丝正常状态的颜色进行对比,若与正常状态下颜色有所差异,则通过控制器4控制清理轮33对该部分焊丝进行打磨,去除表面表面的锈迹或其他杂物,保证焊接的质量。
29.实施例一:
30.焊丝缠绕存放在缠绕盘2上,利用罩盖3将缠绕盘2罩住,防止灰尘水汽落入到缠绕盘2上,通过与缠绕电机11带动缠绕轴12和缠绕盘2转动将焊丝从缠绕盘2上放出,焊丝通过罩盖3上的槽口被拉出,利用两侧的弹簧活塞14以及滚筒15夹住焊丝保证焊丝拉出的稳定性,滚筒15可随着焊丝的拉出而滚动,从而防止焊丝与边缘接触磨损,当焊接结束后,为了提高焊丝的存储防护能力,可将罩盖3外侧的焊丝通过控制器4控制缠绕电机11反转收回,当焊丝头部移动到滚筒15位置时通过手动控制控制器4停止,从而可以通过弹簧活塞14的弹力利用两侧滚筒15将焊丝头部夹住,方便下次抽出,当罩盖3失去焊丝拉出使用时的牵引力,而滚筒15处的重量较大,从而使得罩盖3受重力影响使得滚筒15处转动到向下位置,从而防止灰尘从滚筒15之间落到缠绕盘2上对焊丝造成污染;
31.实施例二:
32.通过清理电机8带动输送轴20与输送轮17逆时针转动,被动轮18与输送轮17配合夹紧焊丝,输送轮17转动使得带动焊丝向左移动,从而与缠绕电机11配合将焊丝从缠绕盘2上拉出,当焊丝刚进入到清理盒10时,通过摄像头21对焊丝表面进行拍摄对比,判断焊丝表面是否有锈迹或杂物附着在焊丝表面,当焊丝表面较为干净时,固定在输送轴20上的大带轮19通过皮带传动带动小带轮29转动,小带轮29带动右侧传动杆27转动,通过固定在传动杆27上的啮合齿轮28的啮合传动,使得两侧转动杆27向内侧转动,通过万向轴30、连接轴31与清理轴32的连接传动从而带动清理轮33向内侧转动,刷毛34跟随清理轮33转动,从而使得刷毛34在转动过程中对焊丝表面的灰尘进行清理,从而提高焊丝表面的洁净程度,提升焊接质量,正常状态下气缸活塞26处于伸出状态,控制槽35内存在油液,气缸活塞26伸出挤压油液对两侧控制活塞36产生油液压力,从而使得控制活塞36克服弹簧弹力从控制槽35中伸出,并控制清理轮33与焊丝保持一定距离,方便刷毛34对焊丝表面进行清理,当检测到焊丝表面存在锈迹或粘附有其他杂物时,则通过控制器4控制气缸活塞26缩回,两侧清理轴32失去油液压力受弹簧弹力向控制槽35中部移动,万向轴30转向,清理轴32为弥补万向轴30转向引起的距离变短而从连接轴31中伸出一部分距离,从而使得在控制活塞36停止移动后清理轮33外部的槽口正好能够包住焊丝,通过清理轮33的转动利用槽口的表面对焊丝进行快速打磨,以此去除焊丝表面的杂质,保证焊接质量,并通过自动切换避免持续打磨对焊丝大面积表面造成磨损,使得焊丝利用率降低;
33.实施例三:
34.当焊丝从清理盒10内伸出时,从两侧挤压活塞23的中部经过,若焊接位置与焊丝从清理盒10的出口位置在一条直线上时,焊接车1处于一个较为合适的位置,不会造成焊丝卡住的问题,当向左右方向移动调节焊接位置时,焊丝将会对该方向上的挤压活塞23造成压力,挤压活塞23受压将对压力弹簧24造成压力,并将压力通过压力弹簧24传递给压力传感器25,压力传感器25检测到压力后将信号通过系统转换传递给控制器4,从而通过控制器4控制驱动电机6带动移动组件7运转,使得焊接车1向压力方向移动,从而使得焊接车1能够跟随焊接位置的变化而自行移动到合适位置,压力越大,焊接车1移动的速度就越快,从而提升焊接的效率。
35.在本技术的描述中,需要说明的是,除非另有明确的规定和限定,术语“安装”、“相连”、“连接”应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或一体地连接;可以是机械连接,也可以是电连接或可以相互通讯;可以是直接相连,可以是两个元件内部的连通或两个元件的相互作用关系。对于本领域的普通技术人员而言,可以根据具体情况理解上述术语在本技术中的。
36.以上对本技术实施例所提供的生物发酵罐冷带自动跟踪脉冲氩弧焊接系统进行了详细介绍,本文中应用了具体个例对本技术的原理及实施方式进行了阐述,以上实施例的说明只是用于帮助理解本技术的技术方案及其核心思想;本领域的普通技术人员应当理解:其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分技术特征进行等同替换;而这些修改或者替换,并不使相应技术方案的本质脱离本技术各实施例的技术方案的范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1