柔性可调式机器人氩弧焊接气体保护罩的制作方法
1.本发明属于材料加工制造领域,涉及机器人氩弧焊接过程中的高温焊道防氧化保护装置,具体而言,涉及一种柔性可调式机器氩弧焊接保护罩。
背景技术:
2.随着新一代战机的设计理念正向大型化、高参数、高可靠、长寿命的方向快速发展,作为航空装备制造中常用的钛合金构件也向着整体化、大型化,结构复杂化的方向发展。焊接技术作为一种材料连接方法,在零件一体化、大型化制造过程中完成了最后的零件拼接成形,并起着决定性作用。目前,钛合金复杂曲率的小型构件采用在真空箱中的手工氩弧焊接技术进行,而针对一些大型复杂曲率的构件,受到真空箱的容积限制,只能在大气环境中完成焊接。由于钛合金的高温化学性质极为活泼,易于空气中的氮、氧、氢等发生化学反应造成焊道氧化,使焊道的力学性能极具下降。为了避免高温焊道的氧化,钛合金焊接过程中,均会在焊枪后跟随一个刚性的惰性气体保护罩,并充入惰性气体,从而实现对高温焊道的防氧化保护。然而,刚性的惰性气体保护罩,适用于长直焊缝,对于复杂曲率的焊道会存在干涉的风险。因此,大型复杂曲率构件的焊接,对高温焊道的保护是保证焊接质量的关键。当下,大型复杂曲率构件的焊接采用分段焊接方式,将曲率变化近似一致的拼接面,归为一条焊道,各条焊道完成焊接后,最后用局部手工氩弧焊接方法完成最后连接。但这种方法降低了焊道的一致性,且焊接效率较低。所以,开发一种适用于钛合金大型变曲率焊道的防氧化惰性气体保护罩对提高变曲率焊道的一致性保证焊道质量及提升焊接效率有着重要的工程意义。
技术实现要素:
3.针对上述提出复杂曲率钛合金构件的氩弧焊接一次性成型时刚性保护托罩对高温熔池保护适应性差,易造成焊道氧化,导致焊道力学性能降低的问题,提出一种柔性可调式机器人自动氩弧焊接气体保护罩。本发明依据变曲率焊道的曲率特点,设计惰性气体保护托罩的柔性调节机构以及惰性气体流动孔位置,采用自由度较高的焊接机器人作为焊接运动机构,并将托罩装在焊接机器人的焊枪后方,焊接过程中,以变曲率焊接为基准控制焊枪行进过程中的空间姿态,适时调节保护托罩与焊枪及焊接熔池的空间位置,实现对变曲率焊道高温区域的适时保护,达到全焊道一次焊接成形的目的。
4.本发明的技术方案:
5.柔性可调式机器人氩弧焊接气体保护罩,包括主体保护罩与柔性调节机构,所述的主体保护罩用于惰性气体的流入与流出,且流出的保护气可以均匀柔和的在焊道高温区域上方产生惰性气体氛围,而柔性调节机构的作用是依据焊道的曲率与焊枪的状态,在焊接过程中对主体保护罩的空间姿态适时调节,使焊道始终可以处于惰性气体氛围内;
6.所述的主体保护罩包括半封闭盒形件、入气管和出气管,其中半封闭盒形件的底部及一侧开敞的薄壁钣金结构,而入气管和出气管气管为相互垂直的两根管连接成一体,
入气管与盒形件通过在盒形件顶部钻制的连接孔连在一起,且需保证出气管的竖管应伸出盒形件顶部不小于30mm,用于后续与惰性气体瓶通过软管相连;
7.所述的半封闭盒形件底部的宽度应不小于实际焊道宽度的1.5倍,盒形件的长度应为80mm~150mm之间,高度应为30mm~50mm之间,为了保证盒形件刚度的同时还可以满足焊接时所需要的内部惰性气体氛围空间尺寸,钣金件的壁厚为0.5mm~1.5mm;
8.所述的入气管和出气管为两根相互垂直的管,其中竖管为进气端内壁直径为外壁直径为横管为出气端内壁尺寸为横管为出气端内壁尺寸为外壁尺寸为其中横管侧壁钻制直径为间距为3mm的用于出气的呈直线排列的小圆孔,且在制有小圆孔管壁侧沿管长方向的中心处钻制一个的圆孔,用于与竖管进行固定连接,在横管两端头先行封堵密闭后在一端中心部钻制一个的端部出气孔;
9.所述的柔性调节机构包括调节合叶、调节路径控制片、焊枪卡箍、焊枪前端闭气罩;
10.所述的调节合叶置于主体保护罩前端上部,通过旋转轴与已经连接到主体保护罩顶端的固定环配合,调节合叶的另一端与焊枪卡箍相连,原始状态为保持焊卡箍所固定焊枪垂直时,主体保护罩可保持水平状态;
11.所述的焊枪卡箍外形呈环状,且在合叶连接处的卡箍镜像侧制有锁紧弯边,弯边上开有通孔,用于螺栓锁紧,卡箍一侧制有带螺纹的调节杆,用于与调节路径控制片配合,调节控制保护罩空间状态;
12.所述的调节路径控制片的外形轮廓为扇形,且在大端头部制有弧形通孔,用于焊枪卡箍上的调节杆的穿入,并在调节过程中,使调节杆可以弧形通孔为路径进行焊接空间位置的调节,且调节杆穿过弧形通孔侧装有螺母,用于固定完成调节的焊枪卡箍与主体保护罩的空间相对位置;
13.所述的焊枪前端闭气罩外形为u型钣金结构,以焊枪为基准分别与主体保护罩镜像分布在焊枪前后两端;
14.最后,为了避免焊接过程中高温区域焊道的高温对保护罩产生影响,使保护罩烧蚀损坏,降低对焊道的保护效果,保护罩制作时选用的材料熔点应不小于1500℃。
15.柔性可调式机器人自动氩弧焊接保护罩,使用过程中依据待焊零件的曲率适时调节空间位置状态,保证高焊道始终处于惰性气体保护气氛中,防止焊道被氧化。当焊道为水平时,主体保护罩顶部垂直于焊枪轴线,此时,焊枪保护气碰到熔池后向四周散开,对高温熔池进行保护,同时熔池向端高温熔池适时的进入到主体保护罩中,共同作用防止熔池与高温焊道氧化,当焊道为倾斜向下时,主体保护罩顶部与焊枪轴线呈锐角,此时,焊枪流出的保护气会沿板材表面向下流动,使得熔池及主体保护罩内的惰性气体气氛浓度降低,因此,在焊枪前端加装焊枪前端闭气罩,阻止惰性气体沿板材表面向下流动,保持熔池及高温焊道处的惰性气体气氛,最后,焊道为倾斜向上时,主体保护罩顶部与焊枪轴线夹角为钝角,此时,焊枪流动的保护气会沿板材表面向后方高温焊道处流动,使得熔池处的惰性气体气氛浓度降低,因此,需要靠主体保护罩横管前端的出气孔流出的惰性气体对熔池处的惰性气体气氛进行补充,维持熔池上方的惰性气体气氛状态,防止熔池氧化。
16.本发明的有益效果:
17.本发明针对变曲率焊道的焊接的保护,提出一种柔性可调式机器人自动氩弧焊接保护罩,在焊接过程中,该保护罩的空间位罩适时可调,在全焊道焊接过程中始终可以保持焊道与主体保护罩的空间位置,防止高温焊道的氧化,同时,配合焊枪前端闭气罩与主体保护罩横管前端出气孔,解决了倾斜焊道焊接时局部区域惰性气体浓度不足的问题,实现了变曲率焊道的一次性焊接成形,提高了焊道的一致性与焊道的质量。
附图说明
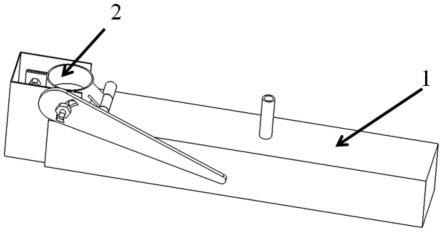
18.图1柔性可调式机器人氩弧焊接保护罩示意图;
19.图2主体保护罩示意图;
20.图3柔性调节机构示意图。
21.图中:1为主体保护罩;2为柔性调节机构;3为半封闭盒形件;4为入气管;5为出气管;6为调节路径控制片;7为调节合叶;8为焊枪卡箍;9为焊枪前端闭气罩。
具体实施方式
22.下面结合附图对本发明做进一步的详细说明,以令本领域技术人员参照说明书文字能够据以实施。
23.实施例1:
24.柔性可调式机器人氩弧焊接保护罩,主要由主体保护罩1与柔性调节机构2两部分组成,保护罩制作时选用的材料熔点应不小于1500℃;
25.主体保护罩1由半封闭盒形件3以及入气管4与进出气管5三部分组成,其中半封闭盒形件3的底部及一侧开敞的薄壁钣金结构,而进出气管5为相互垂直的两根管连接成一体,进入气管4与盒形件通过在盒形件顶部钻制的连接孔连在一起,且需保证进出气管5的竖管应伸出盒形件顶部不小于30mm;
26.半封闭盒形件3底部的宽度应不小于实际焊道宽度的25mm,半封闭盒形件3的长度应为120mm之间,高度应为35mm之间,为了保证半封闭盒形件3刚度的同时还可以满足焊接时所需要的内部惰性气体氛围空间尺寸,钣金件的壁厚为1mm;
27.进出气管5为两根相互垂直的管,其中竖管为进气端内壁直径为外壁直径为横管为出气端内壁尺寸为外壁尺寸为其中横管侧壁钻制直径为间距为3mm的用于出气的呈直线排列的小圆孔,且在制有小圆孔管壁侧沿管长方向的中心处钻制一个的圆孔,用于与竖管进行固定连接,在横管两端头先行封堵密闭后在一端中心部钻制一个堵密闭后在一端中心部钻制一个的端部出气孔;
28.柔性调节机构2主有由调节路径控制片6、调节合叶7、焊枪卡箍8、焊枪前端闭气罩9以及其他辅助连接部件组成;
29.调节合叶7置于主体保护罩1前端上部,通过旋转轴与已经连接到主体保护罩1顶端的固定环配合,调节合叶7的另一端与焊枪卡箍8相连,原始状态为保持焊卡箍所固定焊枪垂直时,主体保护罩1可保持水平状态;
30.焊枪卡箍8外形呈环状,且在合叶连接处的卡箍镜像侧制有锁紧弯边,弯边上开有
通孔,用于螺栓锁紧,卡箍一侧制有带螺纹的调节杆,用于与调节路径控制片6配合,调节控制保护罩空间状态;
31.调节路径控制片6的外形轮廓为扇形,且在大端头部制有弧形通孔,用于焊枪卡箍8上的调节杆的穿入,调节杆穿过弧形通孔侧装有螺母;
32.焊枪前端闭气9罩外形为u型钣金结构,以焊枪为基准分别与主体保护罩1镜像分布在焊枪前后两端;
33.柔性可调式机器人氩弧焊接保护罩,使用方法为当焊道为水平时,保持主体保护罩1顶部垂直于焊枪轴线,当焊道为倾斜向下时,保持主体保护罩1顶部与焊枪轴线呈锐角,并将焊枪前端闭气9罩装在焊枪前端,当焊道为倾斜向上时,主体保护罩1顶部与焊枪轴线夹角为钝角。
34.实施例2:
35.柔性可调式机器人氩弧焊接气体保护罩,包括主体保护罩1与柔性调节机构2,所述的主体保护罩1用于惰性气体的流入与流出,且流出的保护气可以均匀柔和的在焊道高温区域上方产生惰性气体氛围,而柔性调节机构2的作用是依据焊道的曲率与焊枪的状态,在焊接过程中对主体保护罩1的空间姿态适时调节,使焊道始终可以处于惰性气体氛围内;
36.所述的主体保护罩1包括半封闭盒形件3、入气管4和出气管5,其中半封闭盒形件3的底部及一侧开敞的薄壁钣金结构,而入气管4和出气管5气管为相互垂直的两根管连接成一体,入气管4与盒形件通过在盒形件顶部钻制的连接孔连在一起,且需保证出气管5的竖管应伸出盒形件顶部不小于30mm,用于后续与惰性气体瓶通过软管相连;
37.所述的半封闭盒形件3底部的宽度应不小于实际焊道宽度的1.5倍,盒形件的长度应为80mm~150mm之间,高度应为30mm~50mm之间,为了保证盒形件刚度的同时还可以满足焊接时所需要的内部惰性气体氛围空间尺寸,钣金件的壁厚为0.5mm~1.5mm;
38.所述的入气管4和出气管5为两根相互垂直的管,其中竖管为进气端内壁直径为外壁直径为横管为出气端内壁尺寸为外壁尺寸为其中横管侧壁钻制直径为其中横管侧壁钻制直径为间距为3mm的用于出气的呈直线排列的小圆孔,且在制有小圆孔管壁侧沿管长方向的中心处钻制一个的圆孔,用于与竖管进行固定连接,在横管两端头先行封堵密闭后在一端中心部钻制一个的端部出气孔;
39.所述的柔性调节机构2包括调节合叶7、调节路径控制片6、焊枪卡箍8、焊枪前端闭气9罩;
40.所述的调节合叶7置于主体保护罩1前端上部,通过旋转轴与已经连接到主体保护罩1顶端的固定环配合,调节合叶7的另一端与焊枪卡箍8相连,原始状态为保持焊卡箍所固定焊枪垂直时,主体保护罩1可保持水平状态;
41.所述的焊枪卡箍8外形呈环状,且在合叶连接处的卡箍镜像侧制有锁紧弯边,弯边上开有通孔,用于螺栓锁紧,卡箍一侧制有带螺纹的调节杆,用于与调节路径控制片6配合,调节控制保护罩空间状态;
42.所述的调节路径控制片6的外形轮廓为扇形,且在大端头部制有弧形通孔,用于焊枪卡箍8上的调节杆的穿入,并在调节过程中,使调节杆可以弧形通孔为路径进行焊接空间
位置的调节,且调节杆穿过弧形通孔侧装有螺母,用于固定完成调节的焊枪卡箍8与主体保护罩1的空间相对位置;
43.所述的焊枪前端闭气9罩外形为u型钣金结构,以焊枪为基准分别与主体保护罩1镜像分布在焊枪前后两端;
44.最后,为了避免焊接过程中高温区域焊道的高温对保护罩产生影响,使保护罩烧蚀损坏,降低对焊道的保护效果,保护罩制作时选用的材料熔点应不小于1500℃。
45.柔性可调式机器人自动氩弧焊接保护罩,使用过程中依据待焊零件的曲率适时调节空间位置状态,保证高焊道始终处于惰性气体保护气氛中,防止焊道被氧化。当焊道为水平时,主体保护罩1顶部垂直于焊枪轴线,此时,焊枪保护气碰到熔池后向四周散开,对高温熔池进行保护,同时熔池向端高温熔池适时的进入到主体保护罩1中,共同作用防止熔池与高温焊道氧化,当焊道为倾斜向下时,主体保护罩1顶部与焊枪轴线呈锐角,此时,焊枪流出的保护气会沿板材表面向下流动,使得熔池及主体保护罩1内的惰性气体气氛浓度降低,因此,在焊枪前端加装焊枪前端闭气9罩,阻止惰性气体沿板材表面向下流动,保持熔池及高温焊道处的惰性气体气氛,最后,焊道为倾斜向上时,主体保护罩1顶部与焊枪轴线夹角为钝角,此时,焊枪流动的保护气会沿板材表面向后方高温焊道处流动,使得熔池处的惰性气体气氛浓度降低,因此,需要靠主体保护罩1横管前端的出气孔流出的惰性气体对熔池处的惰性气体气氛进行补充,维持熔池上方的惰性气体气氛状态,防止熔池氧化。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1