水射流导引高功率激光的光束整形方法、系统及应用装置
1.本发明涉及水导激光加工技术领域,具体涉及一种水射流导引高功率激光的光束整形方法、系统及应用装置。
背景技术:
2.水导激光加工是通过微细水射流束引导激光束对材料进行加工的先进加工技术,原理在于利用耦合腔体生成微米级的水束光纤,激光与水束耦合,并在水和空气的界面发生全反射被约束在水束光纤中,水束光纤引导激光作用于工件表面实现加工。高能激光束可对材料烧蚀加工,水束可冲刷工件表面带走熔渣并冷却工件,水导激光加工具有加工速度快、精度高、热应力小的优点。
3.现有水导激光加工使用的激光脉冲宽度最短在纳秒级别,但随着市场加工精度、加工效率的要求越来越高,水导激光加工效率和质量有提升的需求。高功率激光如调q亚纳秒高功率密度激光、调q窄脉宽激光、mopa 窄脉宽激光及皮秒激光(波长1064nm、532nm、355nm及266nm,脉宽 300ps-20ns,功率密度达10
8-10
12
w/cm2),具有功率密度高、光脉冲宽度短、击穿阀值大的优点。功率密度高可提高加工速率;脉冲宽度短则每个脉冲与工件的作用时间短,对加工周围区域的热影响小,可提高加工精度;击穿阀值大则不易发生光学击穿,可减少非线性效应,提高加工品质。若能将高功率密度激光耦合进入水束光纤,以气化或等离子体为主的机理去除材料,能实现较好加工质量并保证较高的加工效率,有利于推动水导激光加工技术在高精密加工领域的应用。
4.现有水导激光加工系统通常包括准直扩束系统、聚焦透镜、耦合单元和喷嘴,激光束在传输过程中能量分布呈高斯分布,高斯分布的激光束在水束光纤横截面上均匀化程度低,易导致工件加工质量低、切缝不平行。激光束经聚焦透镜聚焦后只有一个焦点,单一焦点的激光束经耦合腔、喷嘴与水束耦合,能量集中密度高,易发生光学击穿产生非线性效应,造成激光能量的大量损耗。而高功率激光能量大,一旦发生光学击穿,将产生强烈的非线性效应,严重影响加工质量。因此,现有水导激光加工系统无法适用于高功率激光,高功率激光采用该光学聚焦系统也无法达到较好的加工效果。
5.基于上述不足,如能将高功率激光应用于水导激光加工系统,并能克服光束均匀化程度低、单焦点能量密度高等问题,可有效提高耦合调整效率、耦合光束能量均匀化及水导系统稳健性,同时提升水导激光技术加工质量、加工效率和加工精度,推进水导激光加工技术在高精度、高效率加工领域的推广与产业化应用。
技术实现要素:
6.本发明提出的水射流导引高功率激光的光束整形方法、系统及应用装置,可将高功率密度激光应用于水导激光加工技术,优化光束能量分布,提高光束径向和轴向的均匀化程度,有效保证加工质量、加工效率和加工精度。
7.为实现上述技术目的,达到上述技术效果,本发明通过以下技术方案解决上述问
题:
8.水射流导引高功率激光的光束整形系统,包括依次设置的激光器、扩束镜组、聚焦单元,所述扩束镜组与聚焦单元之间设置光束整形单元,所述光束整形单元将激光能量从高斯分布整形为能量均匀、焦深长的平顶光分布。
9.上述方案中,激光束经扩束镜组进入光束整形单元,光束整形单元和聚焦单元对激光束进行调整使激光能量从高斯分布整形为径向均匀性或轴向均匀性更好和焦深更长的平顶光分布。整形后的光束较高斯分布能量强度在径向和/或轴向分布更均匀,能更有效、稳健地耦合进水束光纤。
10.整形后的光束能量在径向和/或轴向分布更均匀,可降低单点能量的峰值,能减少光学击穿发生,提高装置对高功率密度激光的容忍度。高功率密度激光的能量高、脉宽短,可有效提高加工速率,减少加工周围区域的热影响,提高加工精度。
11.进一步的,所述光束整形单元采用伽利略非球面透镜组、激光衍射分束器或πshaper/pishaper光束整形镜组。
12.进一步的,所述伽利略非球面透镜组包括前后排列的伽利略非球面平凹镜、伽利略非球面平凸镜。
13.进一步的,所述πshaper/pishaper光束整形镜组包括前后设置的两个光学组件,第一光学组件引入重新分配能量所需的球差,第二光学组件补偿像差。
14.进一步的,所述聚焦单元采用长焦深透镜、球面透镜、对数轴棱锥镜、多曲率面组合折射透镜、折衍射透镜或折射/衍射透镜组。其中长焦深透镜的前后表面曲率半径,是以对数轴锥镜的相位分布函数为目标函数,通过非线性曲线拟合法获得。
15.进一步的,所述扩束镜组与光束整形单元之间设置弯月透镜组,所述弯月透镜组包括前后排列的负光焦度弯月凸透镜、正光焦度弯月凹透镜。
16.进一步的,所述扩束镜组包括依次设置的扩束镜、准直镜。
17.进一步的,所述激光器采用调q亚纳秒高功率密度激光、调q窄脉宽激光、mopa窄脉宽激光、皮秒或飞秒激光发生器,其输出的功率密度达 10
8-10
12
w/cm2量级。
18.水射流导引高功率激光的光束整形方法,采用上述水射流导引高功率激光的光束整形系统,包括如下步骤:
19.1)激光经扩束镜组扩束准直,后进入光束整形单元将激光从发散的高斯激光束转换为准直的平顶激光束,激光能量从高斯分布整形为均匀的平顶分布;
20.2)准直的平顶激光束进入聚焦单元聚焦形成径向和/或轴向均匀化程度高、焦深长的多焦点光路;
21.3)多焦点光路输出与水束光纤耦合对工件表面进行烧蚀加工,水束冲刷工件表面带走熔渣并冷却工件。
22.应用水射流导引高功率激光的光束整形系统的加工装置,包括依次设置的激光器、扩束镜组、光束整形单元、聚焦单元、激光耦合装置;所述光束整形单元将激光能量从高斯分布整形为能量均匀化程度高、焦深长的平顶分布;所述激光耦合装置配置高压供液系统输入高压水流;
23.所述激光耦合装置的输出端设置工作台单元,工作台单元包括支撑平台,安装于支撑平台上用于放置工件的水槽;所述高压供液系统的进水端连接水槽,出水端连接至激
光耦合装置提供稳定的无级调压的高压水流。
24.本发明的优点与效果是:
25.1、本发明所述的水射流导引高功率激光的光束整形方法及系统,采用调q亚纳秒高功率密度激光、调q窄脉宽激光、mopa窄脉宽激光或皮秒激光等高功率密度激光发生器。高功率密度激光具有功率密度高、光脉冲宽度短、击穿阀值大的优点。将高功率密度激光应用于水导激光加工中,结合水导激光加工的优点,可有效提高加工效率和加工精度。
26.2、本发明所述的水射流导引高功率激光的光束整形方法及系统,设置光束整形单元与聚焦单元对光路进行调整,使激光能量从高斯分布整形为径向和/或轴向分布更均匀、焦深更长的平顶光束,与水束光纤耦合,能量分布于多个焦点可减少光学击穿。该方案优化和均匀激光在水束光纤的横截面上的能量分布,提高水导激光系统对高功率激光的容忍度,使高功率激光较好的应用于水导激光加工技术。
附图说明
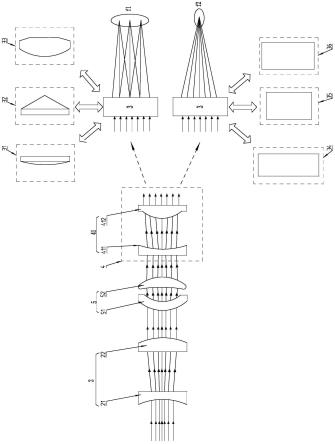
27.图1为本发明实施例1的光束整形系统示意图;
28.图2为本发明实施例2的光束整形系统示意图;
29.图3为本发明实施例3的光束整形系统示意图;
30.图4(a)为焦点光路f1的点阵图;
31.图4(b)为焦点光路f2的点阵图;
32.图5为应用水射流导引高功率激光的光束整形系统的加工装置原理示意图。
33.图号标识:1、激光器,2、扩束镜组,21、扩束镜,22、准直镜,3、聚焦单元,31、长焦深透镜,32、球面透镜,33、对数轴棱锥镜,34、多曲率面组合折射透镜,35、折衍射透镜,36、折射/衍射透镜组;
34.4、光束整形单元,41、伽利略非球面透镜组,411、伽利略非球面平凸镜,412、伽利略非球面平凹镜,42、激光衍射分束器,43、π shaper/pishaper光束整形镜组;5、弯月透镜组,51、负光焦度弯月凹透镜,52、正光焦度弯月凸透镜,
35.6、激光耦合装置,61、喷嘴;7、高压供液系统,71、水箱,72、高压吸水泵,73、单向阀,74、蓄能器,75、溢流阀,76、高精密过滤器; 8、工作台单元,81、支撑平台,82、水槽。
具体实施方式
36.下面结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述。此处所描述的具体实施例仅用以解释本发明,并不用于限定本发明。
37.实施例1
38.水射流导引高功率激光的光束整形系统,如附图1所示,包括依次设置的激光器1、扩束镜组2、弯月透镜组5(可根据需要选装)、光束整形单元4、聚焦单元3。
39.激光器1选用调q亚纳秒高功率密度激光、调q窄脉宽激光、mopa 窄脉宽激光或皮秒激光等功率密度达10
8-10
12
w/cm2量级的高功率密度激光发生器。扩束镜组2包括依次设置的扩束镜21、准直镜22,扩束镜21 扩大光束束腰半径减小发散角,准直镜把扩束后的发散光变成平行等直径的平面波前光,经扩束镜组2的激光以平行光进入弯月透镜组7。
40.弯月透镜组5包括前后排列的负光焦度弯月凹透镜51、正光焦度弯月凸透镜52,弯
月透镜组5用以调焦使激光光束精准对焦进入光束整形单元4。
41.光束整形单元4选用伽利略非球面透镜组41,包括依次设置的伽利略非球面平凸镜411、伽利略非球面平凹镜412。伽利略非球面平凸镜411 将准直后的光束分割匀化,伽利略非球面平凹镜412调整相位使光平行输出至聚焦单元3。
42.聚焦单元3可选用长焦深透镜31、球面透镜32、对数轴棱锥镜33、多曲率面组合折射透镜34、折衍射透镜35、折射/衍射透镜组36中的一种。选用长焦深透镜31时,指定透镜中心厚度t=12.5mm、透镜前曲率半径s1=351.7mm、透镜后曲率半径s2=-645.5mm、焦距f=450mm。聚焦单元 3可将伽利略非球面透镜组51输出的均匀光束聚焦为径向和/或轴向分布更均匀、焦深更长的光束,以焦点点阵形式进入激光耦合装置4与水束光纤进行耦合。
43.当聚焦单元3采用长焦深透镜31、球面透镜32或对数轴棱锥镜33 时,出射光束的焦点点阵f1如图4(a)所示。当聚焦单元3采用多曲率面组合折射透镜34、折衍射透镜35或折射/衍射透镜组36时,出射光束的焦点点阵f2如图4(b)所示。
44.经光束整形单元4后聚焦的多焦点光路能量均匀,与水束光纤耦合和传输过程中不会因能量密度过高引发光学击穿。
45.实施例2
46.如附图2所述,本实施例与实施例1的区别在于:光束整形单元4 选用激光衍射分束器42,聚焦单元3选用长焦深透镜31、球面透镜32、对数轴棱锥镜33、多曲率面组合折射透镜34、折衍射透镜35或折射/衍射透镜组36。激光衍射分束器52同样可将单束激光调整分为多束,多束激光输出聚焦单元3聚焦为多焦点光路,以焦点点阵形式输出与水束光纤进行耦合。
47.实施例3
48.如附图3所示,本实施例与实施例1的区别在于:光束整形单元4 选用πshaper/pishaper光束整形镜组43,聚焦单元3选用长焦深透镜31、球面透镜32或对数轴棱锥镜33、多曲率面组合折射透镜34、折衍射透镜35或折射/衍射透镜组36。πshaper/pishaper光束整形镜组43将单束激光调整分为多束,多束激光输出至对聚焦单元3聚焦为多焦点光路,以焦点点阵形式输出与水束光纤进行耦合。
49.本发明实施例还提供了水射流导引高功率激光的光束整形方法,采用上述实施例中任一项所述水射流导引高功率激光的光束整形系统,其具体步骤为:
50.1)激光经扩束镜组2扩束准直,后进入光束整形单元5将激光从发散的高斯激光束转换为准直的平顶激光束,激光能量从高斯分布整形为均匀的平顶分布;
51.2)准直的平顶激光束进入聚焦单元3聚焦形成径向和/或轴向均匀化程度高、焦深长的多焦点光路;
52.3)多焦点光路输出与水束光纤耦合对工件表面进行烧蚀加工,水束冲刷工件表面带走熔渣并冷却工件。
53.本发明实施例还提供了应用水射流导引高功率激光的光束整形系统的加工装置,包括上述实施例中任一项所述的光束整形系统,如附图5 所示。聚焦单元3将激光输出至激光耦合装置6,激光耦合装置6配置高压供液系统7输入高压水流。激光耦合装置6的输出端设置工作台单元8 固定工件9。
54.工作台单元8包括支撑平台81和水槽82,支撑平台81安装于激光耦合装置6输出端
对应工作位,水槽82安装于支撑平台81回收废水。工件9安装于水槽82中接受加工。稳定高压供液系统7的进水端连接水槽 82,出水端连接至激光耦合装置6的耦合腔提供稳定的无级调压高压水流。
55.高压供液系统7包括由水箱71、高压吸水泵72、单向阀73、蓄能器 74依次连接构成的主供液回路,主供液回路的出水管路连接至激光耦合装置6输出稳定的高压水流,进水管路连接水槽82回流冷却水;高压吸水泵73的出水口与水箱71之间设置溢流阀75构成调压回路,以使主供液回路保持稳定并防止过载。出水管路和进水管路均设有高精密过滤器 66对流体进行过滤。
56.应用该加工装置,具体包括以下步骤:
57.1):将工件9装夹于激光耦合装置6输出端对应的工作位;
58.2):启动高压供液系统7向激光耦合装置6输送高压水,激光耦合装置6将高压水转化为稳定水束输出;
59.3):水束稳定后,打开激光器1输出高功率密度激光;
60.4):激光束经扩束镜组2准直、弯月透镜组5对焦后,以平行光进入光束整形单元4;
61.5):激光束经过光束整形单元4整形,激光能量从高斯分布整形为能量均匀分布的平顶光束,整形后的光束进入聚焦单元3;
62.6):激光束经聚焦单元3聚焦形成径向和/或轴向分布均匀、焦深长的光束,光束进入激光耦合装置6耦合进入水束光纤;
63.7):均匀化的光束由水束光纤引导传输至工件9表面进行烧蚀加工。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1