一种四边形折线主纵梁制作方法与流程
1.本发明涉及钢梁制造技术领域,具体涉及到一种四边形折线主纵梁制作方法。
背景技术:
2.箱型梁的制造技术是桥梁结构行业的重要技术。其中主纵梁采用全焊接箱型断面,标准节段高3.078m,宽3.2m(腹板问垂直距离),总宽5.133m,长度14m,节段重量达到约90t,属于桥梁超大型杆件,主纵梁箱梁里设置吊杆张拉端,采用钢锚箱形式锚固。对结构制造精度提出了更高的要求,也就是结构折线线形及断面尺寸的制造精度问题,如果不事先对制造精度进行控制,主纵梁将无法精确定位拼装。
3.现有技术控制梁段线形一般为二次抛物线线形,无法精确控制在折点位置的高程;现有技术控制四边形梁段断面尺寸精度仅靠隔板外形几何尺寸定位,无法精确保证梁端接口处四边形断面。
技术实现要素:
4.针对这种折线线形主纵梁,研发出组装装置,包括“折线形胎架”与“腹板组装限位装置”,需要分体配合使用,本发明提出了一种四边形折线主纵梁制作方法。
5.本发明的技术方案如下:
6.一种四边形折线主纵梁的制作方法,其中,主纵梁的形状为四边形断面,主纵梁箱梁里设置吊杆张拉端并采用钢锚箱形式锚固,且主纵梁采用折线梁段,包括如下步骤:
7.s1:组装底板板块:在加工制造厂房内将底板单元置于平台上,平台上设置纵向折线形胎架,将底板单元的基准头与平台上的基准线精确对齐并将其固定,底面与胎架贴合确保纵向折线线形;
8.s2:组焊锚箱单元、组焊锚腹板单元:将承压板与支撑板组焊成π形,再进行机加工铣承压板外表面和镗孔,保证外表面平面度及锚孔精度;再跟锚固腹板进行组焊,严格控制锚箱与腹板的垂直度,再组焊锚箱剩余板件,组焊锚腹板和锚箱组焊件时严格控制锚箱角度;
9.s3:组焊锚腹板:以底板基准头为基准精准划线组装锚腹板,加设组装限位装置进行组焊并控制腹板角度,组装定位时精确控制锚箱锚点空间位置精度;
10.s4:组焊隔板:以底板基准头为基准精准划线组装隔板,组装定位时,要精确核对横隔板的位置以保证横隔板垂直度。
11.s5:组焊腹板单元:以底板基准头为基准精准划线组对腹板单元,并使其与横隔板严格密贴,加设组装限位装置进行组焊,严格控制腹板角度;
12.s6:组焊顶板、横梁接头板、锚管:组装顶板,施焊纵向对接焊缝,控制焊接变形,精确划线组焊横梁接头板、组焊锚管,最后精确划线切割梁段一端,控制梁段长度。
13.上述技术方案中,所述顶板以及所述底板都设两道纵向加劲肋,所述腹板设三道纵向加劲肋。
14.上述技术方案中,在对应横梁位置处以相同间隔设置一道隔板并且所述主纵梁与所述拱肋以同样间隔设置一道中腹板。
15.上述技术方案中,步骤s5中,施焊时先焊接腹板与底板焊缝,然后再焊接其与横隔板焊缝,要严格控制两边同时施焊并且焊接方向一致,以减少焊接热变形对梁段几何尺寸的影响。
16.与现有技术相比,本发明具有以下有益效果:
17.本发明采用四边形折线主纵梁制作方法利于提高结构线形、断面尺寸及锚箱区域的制造精度,保证了焊接质量以及锚箱角度控制,提高了主梁的整体质量。
18.此外,本发明的折线形胎架可根据折线位置的高程不同,通过更换竖板控制,腹板组装限位装置安置与梁体两侧,限位板斜度与梁体腹板斜度相同,组装时起到约束作用,在梁端设置,尤其能控制好梁端的四边形断面尺寸,更有利于梁段间的拼接。
附图说明
19.为了更清楚地说明本发明实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其它附图。
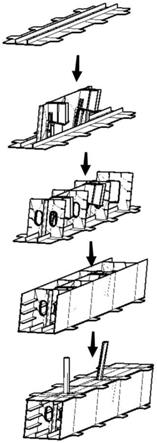
20.图1为本技术具体实施例的主纵梁组装工艺示意图;
21.图2为本技术具体实施例的主纵梁线形组装示意图;
22.图3为本技术具体实施例的腹板组装限位装置示意图;
23.图4为本技术具体实施例的折线形胎架示意图。
具体实施方式
24.为使本发明实施例的目的、技术方案和优点更加清楚,下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例是本发明一部分实施例,而不是全部的实施例。
25.如图1所示,本技术提出了一种四边形折线主纵梁的制作方法,其中,主纵梁的形状为四边形断面,主纵梁箱梁里设置吊杆张拉端并采用钢锚箱形式锚固,且主纵梁采用折线梁段,包括如下步骤:
26.s1:组装底板板块:在加工制造厂房内将底板单元置于平台上,平台上设置纵向折线形胎架,将底板单元的基准头与平台上的基准线精确对齐并将其固定,底面与胎架贴合确保纵向折线线形;
27.s2:组焊锚箱单元、组焊锚腹板单元:将承压板与支撑板组焊成π形,再进行机加工铣承压板外表面和镗孔,保证外表面平面度及锚孔精度;再跟锚固腹板进行组焊,严格控制锚箱与腹板的垂直度,再组焊锚箱剩余板件,组焊锚腹板和锚箱组焊件时严格控制锚箱角度;
28.s3:组焊锚腹板:以底板基准头为基准精准划线组装锚腹板,加设组装限位装置进行组焊并控制腹板角度,组装定位时精确控制锚箱锚点空间位置精度;
29.s4:组焊隔板:以底板基准头为基准精准划线组装隔板,组装定位时,要精确核对
横隔板的位置以保证横隔板垂直度。
30.s5:组焊腹板单元:以底板基准头为基准精准划线组对腹板单元,并使其与横隔板严格密贴,加设组装限位装置进行组焊,严格控制腹板角度;
31.s6:组焊顶板、横梁接头板、锚管:组装顶板,施焊纵向对接焊缝,控制焊接变形,精确划线组焊横梁接头板、组焊锚管,最后精确划线切割梁段一端,控制梁段长度。
32.其中,步骤s3和步骤s4合并在附图1中同一工艺中。
33.图2为本技术具体实施例的主纵梁线形组装示意图;如图2所示,主视图为主纵梁立面图,纵向为折线线形,底部2mm、5mm为线形矢高;侧视图为主纵梁断面图,底部在平台上布置3处折线形胎架,两侧布置腹板组装限位装置,梁宽为5133mm,梁高为3124mm,腹板横向倾角选择9
°
。
34.图3为本技术具体实施例的腹板组装限位装置示意图;如图3所示,腹板组装限位装置布置在主纵梁腹板两侧,用于腹板角度限位,根据梁段长度可以调整数量,如6个、8个,分别在中间和梁端接口处设置,设置在梁端接口处有利于控制四边形断面尺寸精度。
35.图4为本技术具体实施例的折线形胎架示意图,折线胎架通过竖板高度控制主纵梁矢高,竖板数量取决于主纵梁折点数量。
36.在本技术的具体实施例中,本技术的主纵梁采用全焊接箱型断面,标准节段高3.078m,宽3.2m(腹板问垂直距离),总宽5.133m,长度14m,节段重量达到约90t,属于桥梁超大型杆件,顶板、底板和腹板厚度均为40mm,顶板以及底板都设两道纵向加劲肋,所述腹板设三道纵向加劲肋。
37.在本技术的具体实施例中,在对应横梁位置处以相同间隔设置一道隔板并且所述主纵梁与所述拱肋以同样间隔设置一道中腹板。其中,本技术优选的距离为3.5m。
38.在本技术的具体实施例中,步骤s5中,施焊时先焊接腹板与底板焊缝,然后再焊接其与横隔板焊缝,要严格控制两边同时施焊并且焊接方向一致,以减少焊接热变形对梁段几何尺寸的影响。
39.本发明采用四边形折线主纵梁制作方法利于提高结构线形、断面尺寸及锚箱区域的制造精度,保证了焊接质量以及锚箱角度控制,提高了主梁的整体质量。
40.本发明的折线形胎架可根据折线位置的高程不同,通过更换竖板控制,腹板组装限位装置安置与梁体两侧,限位板斜度与梁体腹板斜度相同,组装时起到约束作用,在梁端设置,尤其能控制好梁端的四边形断面尺寸,更有利于梁段间的拼接。
41.附图中描述位置关系的用于仅用于示例性说明,不能理解为对本专利的限制;以上对本发明的具体实施例进行了描述。需要理解的是,本发明并不局限于上述特定实施方式,本领域技术人员可以在权利要求的范围内做出各种变化或修改,这并不影响本发明的实质内容。在不冲突的情况下,本技术的实施例和实施例中的特征可以任意相互组合。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1