断续深孔中内扩径结构精密阀腔孔制造方法与流程
本发明属于石油装备制造,涉及一种断续深孔中内扩径结构精密阀腔孔制造方法。
背景技术:
1、海洋石油装备具有自动化程度高、阀门结构度集成高,耐腐蚀要求高,对液态、气态介质密封性能要求高的特点。因此在海洋石油装备中内扩径结构精密阀腔孔被广泛应用,内扩径结构精密阀腔孔以下简称阀腔孔。
2、为了满足耐腐蚀要求,结构内堆焊了耐腐蚀的难加工材料(*镍基合金材料)。这种结构在加工制造过程中集断续深孔、难加工材料和盲视条件下进行阀腔孔加工难点于一体,在加工制造过程中,要保证加工阀腔孔的精度,不仅要克服断续深孔的孔径对加工刀具强度的影响,还要克服盲视条件下断续深孔对阀腔孔的加工精度的影响,制造难度非常大。
技术实现思路
1、本发明提供了一种断续深孔中内扩径结构精密阀腔孔制造方法,解决了现有技术在断续深孔中内扩径结构精密阀腔孔加工过程中,既存在断续深孔的孔径对加工刀具强度的影响,还存在盲视条件下断续深孔对阀腔孔加工精度影响的问题。
2、本发明采用的技术方案是,一种断续深孔中内扩径结构精密阀腔孔制造方法,按照以下步骤实施:
3、第一阶段:对阀腔孔进行粗加工,
4、步骤1、对断续深孔进行扩孔,扩孔后并且在热处理之后达到d1,
5、具体过程是:采用导条镗刀,在断续深孔的a端面的孔口加工导引孔;然后使用镗刀片进行扩孔,加工长度大于等于l3,l3满足l1处阀腔孔加工刀具轴向运动行程;
6、重复本步骤操作,并在每次使用镗刀片加工前,准确测量导引孔的孔径尺寸,对应调节镗刀片的加工尺寸,同步更换刀头上的支撑导条和支撑套上的支撑块,直到加工余量满足断续深孔的孔径至d1;
7、步骤2、完成断续深孔的孔径d1的精加工,以满足步骤4中使用运动镗刀一的工艺要求,
8、具体过程是:采用导条镗刀,在断续深孔的孔口加工导引孔的孔径为d1,测量导引孔的孔径尺寸,对应调节镗刀片的加工尺寸,对应更换支撑套上的支撑块,精镗断续深孔,使断续深孔的孔径达到d1,加工长度大于等于l3;
9、步骤3、采用外径尺寸为d1的第一个量棒,对步骤2加工的断续深孔进行测量,
10、具体过程是:将第一个量棒塞入断续深孔内,以转动自如,前后推拉无卡阻为宜,则测量结果符合要求,进入步骤4;否则,回到步骤2对断续深孔继续镗孔加工;
11、步骤4、采用运动镗刀一进行阀腔孔的粗加工,
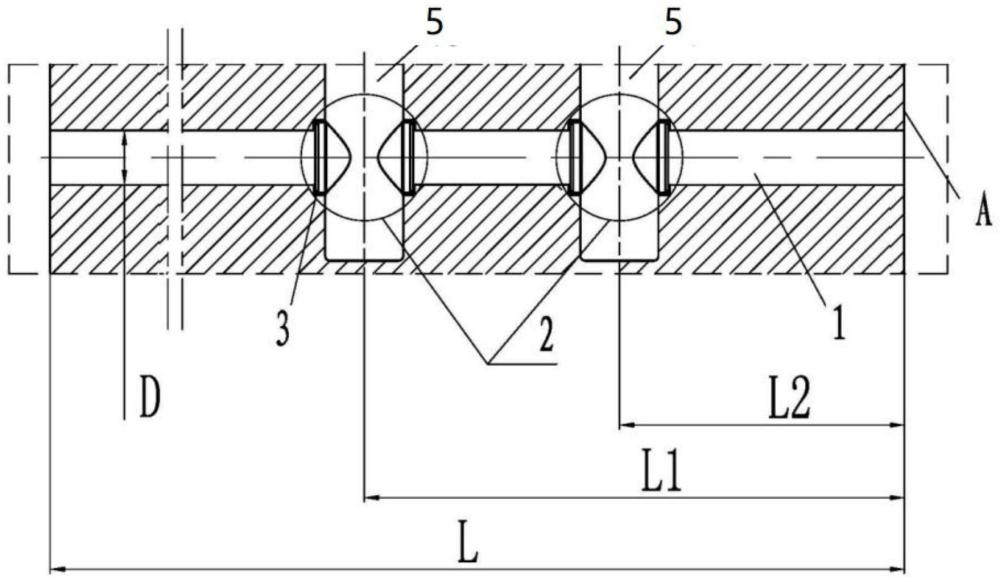
12、运动镗刀一利用前后段的两组支承导条分别支承在阀腔孔前后直径为d1的断续深孔中,对于两个阀腔孔,先加工距离a端面距离为l1的一个阀腔孔,后加工距离a端面距离为l2的另一个阀腔孔,具体过程是:
13、分别精确测量两个阀腔孔的中心与a端面的相应距离l1和l2,然后用运动镗刀一的尖刀片的刀尖在a端面进行对刀,以a端面为基准,尖刀片的刀尖进入断续深孔中深度与l1或l2相等,以此作为加工阀腔孔的起始点;
14、再驱动机床主轴,运动镗刀杆带动运动镗刀头一转动,使尖刀片的刀尖位于相贯孔处,调节尖刀片的径向尺寸,轴向前后运动,完成阀腔孔的一次扩径加工;
15、重复本步骤操作,完成阀腔孔的粗加工;
16、第二阶段:对堆焊处理后的阀腔孔进行半精加工,
17、步骤5、对断续深孔扩孔,孔径尺寸从d1扩到d2为止,
18、具体过程是:采用镗刀片对断续深孔进行扩孔,加工方法与第一阶段步骤1相同,直到断续深孔的加工余量满足精镗孔径至d2;
19、步骤6、完成断续深孔孔径d2的精加工,以满足步骤8中使用运动镗刀二的工艺要求,
20、具体过程是:采用导条镗刀,在断续深孔的孔口精加工导引孔,直至导引孔的孔径为d2,测量导引孔的孔径尺寸,对应调节镗刀片的加工尺寸,同步更换支撑套上的支撑块,精镗断续深孔,使断续深孔的孔径达到d2,加工长度大于等于l3;
21、步骤7、采用外径尺寸为d2的第二个量棒,对步骤6加工的断续深孔进行测量,
22、具体过程是:将量棒塞入断续深孔内,以转动自如,前后推拉无卡阻为宜,则测量结果符合要求,进入步骤8;否则,回到步骤6对断续深孔继续镗孔加工;
23、步骤8、采用运动镗刀二对阀腔孔进行半精加工,
24、运动镗刀二安装有前刀片和后刀片,精确测量前刀片和后刀片的刀尖距离x,在加工时,运动镗刀二上前后段的两组支承导条分别支承在阀腔孔前后直径为d2的断续深孔中,前端的前刀片加工阀腔孔的前半部分,后刀片加工阀腔孔的后半部分,加工阀腔孔时,先加工距离a端面距离为l1的一个阀腔孔,后加工距离a端面距离为l2的另一个阀腔孔,具体过程为:
25、精确测量两个阀腔孔的中心与a端面的相应距离l1和l2,然后用前刀片的刀尖在a端面进行对刀,以a端面为基准,前刀片的刀尖进入断续深孔中深度应与l1或l2相等,以此作为加工阀腔孔的起始点;此时,前刀片的刀尖在阀腔孔的中心位置,为了加工时前刀片和后刀片的刀尖在轴向的行程相同,将运动镗刀杆继续向前伸入断续深孔的行程为刀尖距离x的一半,使前刀片和后刀片的中间位置与起始点重合;或者,以前刀片的刀尖在阀腔孔的中心位置,轴向向前加工阀腔孔的前端部分,再轴向向后加工阀腔孔的后端部分,后端轴向行程应比轴向向前的行程少刀尖距离x;
26、再驱动机床主轴,运动镗刀杆带动运动镗刀头二转动,使前刀片的刀尖位于相贯孔处,调节前刀片径向尺寸,进行轴向前后运动,完成阀腔孔的一次扩径加工;
27、重复本步骤操作,通过反复的轴向运动及径向尺寸调整,完成阀腔孔的半精加工;
28、第三阶段:对阀腔孔进行精加工,
29、步骤9、完成断续深孔孔径至d的精加工,以满足步骤11中使用运动镗刀三的工艺要求,
30、具体过程是:采用导条镗刀,在断续深孔孔口精加工导引孔的孔径为d,测量导引孔的孔径尺寸,对应调节镗刀片的加工尺寸,同步更换支撑套上的支撑块,精镗断续深孔,使断续深孔的孔径达到d,加工长度大于等于l3;
31、步骤10、采用外径尺寸为d的第三个量棒,对步骤9加工的断续深孔进行测量,
32、具体过程是:将量棒塞入断续深孔内,以转动自如,前后推拉无卡阻为宜,则测量结果符合要求,进入步骤11;否则,回到步骤9对断续深孔继续镗孔加工;
33、步骤11、采用运动镗刀三进行阀腔孔的精加工,
34、具体过程是:运动镗刀三前后段的两组支承导条分别支承在阀腔孔前后直径为d的断续深孔中;运动镗刀三上的双刀夹安装有前刀片和后刀片,在加工时,采用前端的前刀片加工阀腔孔的前半部分,后刀片加工阀腔孔的后半部分,精确测量前刀片和后刀片刀尖的距离y;加工阀腔孔时,先加工距离a端面距离为l1的一个阀腔孔,然后加工距离a端面距离为l2的另一个阀腔孔,具体过程为:
35、分别精确测量两个阀腔孔的中心与a端面的相应距离l1和l2,然后用运动镗刀三前刀片的刀尖在a端面进行对刀,以a端面为基准,前刀片刀尖进入断续深孔中深度应与l1或l2相等,以此作为加工阀腔孔的起始点;
36、再驱动机床主轴,运动镗刀杆带动运动镗刀头三转动,使前刀片的刀尖位于相贯孔处,调节前刀片和后刀片的径向尺寸,轴向前后运动,完成阀腔孔的一次扩径加工;
37、重复本步骤操作,通过反复的轴向运动及径向尺寸调整,完成阀腔孔的精加工。
38、本发明的有益效果是,以断续深孔为加工刀具提供支撑,增加断续深孔中加工刀具的强度,同时采用对断续深孔进行精镗的方法,对断续深孔不连续的情况采用增加支撑套的方法,保证断续深孔加工精度,有效的解决了断续深孔的加工精度要求,为采用运动镗刀加工阀腔孔创造了条件,满足了断续深孔中内扩径结构精密阀腔孔制造的需要。
- 还没有人留言评论。精彩留言会获得点赞!