高速线材试轧控制系统和方法与流程
1.本发明涉及特轧厂技术领域,具体而言,涉及一种高速线材试轧控制系统和方法。
背景技术:
2.高速线材由于轧制速度和生产节奏快,轧制的稳定性是保证线材生产效率提升的重要因素。在轧制钢种切换时,中轧区域良好的料型控制和张力条件,可为后续的精轧机组提供合格的半成品轧件,这对产品的质量控制至关重要。
3.因此,在钢种切换时首先使用陪轧料进行试轧,对中轧区域的料型和张力进行校验。但使用一支陪轧料往往无法准确调整出中轧区合适的料型和张力,在以往经验较差的主操需要2~3支钢,可将中轧料型尺寸及张力调整好,而过多使用陪轧料在加热时会造成煤气等能源的浪费,切废时会产生过多的废料,提高了轧制成本。同时调整所用的陪轧料不能放入精轧机中,需利用飞剪进行切废处理,这无疑增加了生产的成本。
4.所以,现有的试轧方法过多使用陪轧料,会造成加热能源浪费、坯料损失和人力损失等,使得坯料的成材率降低和轧制成本提高。
技术实现要素:
5.本发明的目的包括提供了一种高速线材试轧控制系统和方法,其能够将陪轧料进行多次切分,达到使用一支陪轧料多次试轧的目的,大大降低调整中轧区料型尺寸和张力的成本。
6.本发明的实施例可以这样实现:
7.第一方面,本发明提供一种高速线材试轧控制系统,高速线材试轧控制系统包括依次设置的粗轧生产线、脱头辊道、热金属传感器、第一飞剪和中轧生产线;
8.粗轧生产线将陪轧料粗轧后输送给脱头辊道,脱头辊道将陪轧料输送给第一飞剪,热金属传感器用于对陪轧料的n等分处进行标记,其中,n≥2,第一飞剪用于先剪下第一个1/n长度的陪轧料、用于在中轧生产线进行试轧,再剪下第二个1/n长度的陪轧料进行试轧,如此循环,直到中轧生产线完成n次试轧。
9.在可选的实施方式中,n的取值为3。
10.在可选的实施方式中,脱头辊道上设置有保温罩,在上一个1/n长度的陪轧料进行试轧时,剩余的陪轧料退回至保温罩中。
11.在可选的实施方式中,脱头辊道用于正向转动将陪轧料输送给第一飞剪,直到第一飞剪剪下1/n长度的陪轧料之后,脱头辊道用于反向转动将剩余的陪轧料退回至保温罩中。
12.在可选的实施方式中,在中轧生产线完成一个对1/n长度的陪轧料之后,脱头辊道用于向第一飞剪输送剩余的陪轧料,直到第一飞剪剪下下一段1/n长度的陪轧料。
13.在可选的实施方式中,高速线材试轧控制系统还包括夹送辊,夹送辊设置在第一飞剪与中轧生产线,夹送辊用于接收第一飞剪剪下的1/n长度的陪轧料、并输送给中轧生产
线。
14.在可选的实施方式中,高速线材试轧控制系统还包括第二飞剪,第二飞剪设置在中轧生产线的后侧,第二飞剪用于对经过试轧的陪轧料进行碎断处理。
15.第二方面,本发明提供一种高速线材试轧控制方法,高速线材试轧控制方法包括:
16.s1:对陪轧料的n等分处进行标记,其中,n≥2;
17.s2:先剪下第一个1/n长度的陪轧料、用于在中轧生产线进行试轧,再剪下第二个1/n长度的陪轧料进行试轧,如此循环,直到中轧生产线完成n次试轧。
18.在可选的实施方式中,s2包括:
19.在上一个1/n长度的陪轧料进行试轧时,剩余的陪轧料退回至保温罩中。
20.在可选的实施方式中,s2还包括:
21.对完成试轧的1/n长度的陪轧料进行碎断处理。
22.本发明实施例提供的高速线材试轧控制系统和方法的有益效果包括:
23.该系统和方法通过将陪轧料多次分切,在中轧生产线进行多段试轧,不但使该区域料型尺寸和张力得到了充分的调整,还节约了煤气等能源的消耗,减少了不必要的浪费,为后续稳定批量轧制提供了保证。
附图说明
24.为了更清楚地说明本发明实施例的技术方案,下面将对实施例中所需要使用的附图作简单地介绍,应当理解,以下附图仅示出了本发明的某些实施例,因此不应被看作是对范围的限定,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他相关的附图。
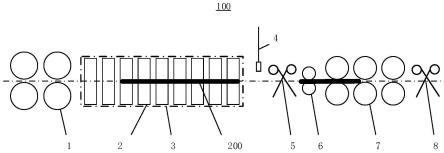
25.图1为本发明第一实施例提供的高速线材试轧控制系统的结构示意图;
26.图2为本发明第二实施例提供的高速线材试轧控制方法的流程图。
27.图标:100-高速线材试轧控制系统;1-粗轧生产线;2-脱头辊道;3-保温罩;4-热金属传感器;5-第一飞剪;6-夹送辊;7-中轧生产线;8-第二飞剪;200-陪轧料。
具体实施方式
28.为使本发明实施例的目的、技术方案和优点更加清楚,下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例是本发明一部分实施例,而不是全部的实施例。通常在此处附图中描述和示出的本发明实施例的组件可以以各种不同的配置来布置和设计。
29.因此,以下对在附图中提供的本发明的实施例的详细描述并非旨在限制要求保护的本发明的范围,而是仅仅表示本发明的选定实施例。基于本发明中的实施例,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
30.应注意到:相似的标号和字母在下面的附图中表示类似项,因此,一旦某一项在一个附图中被定义,则在随后的附图中不需要对其进行进一步定义和解释。
31.在本发明的描述中,需要说明的是,若出现术语“上”、“下”、“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,或者是该发明产品使用时惯常摆放的方
位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。
32.此外,若出现术语“第一”、“第二”等仅用于区分描述,而不能理解为指示或暗示相对重要性。
33.需要说明的是,在不冲突的情况下,本发明的实施例中的特征可以相互结合。
34.第一实施例
35.请参考图1,本实施例提供了一种高速线材试轧控制系统100,高速线材试轧控制系统100包括依次设置的粗轧生产线1、脱头辊道2、热金属传感器4、第一飞剪5、夹送辊6、中轧生产线7和第二飞剪8。
36.陪轧料200经过粗轧生产线1粗轧后输送给脱头辊道2,脱头辊道2将陪轧料200输送给第一飞剪5,热金属传感器4用于对陪轧料200的n等分处进行标记,其中,n≥2,也就是说,热金属传感器4能够测量陪轧料200的长度,并量取陪轧料200上所需的长度。
37.第一飞剪5用于先剪下第一个1/n长度的陪轧料200、用于在中轧生产线7进行试轧,再剪下第二个1/n长度的陪轧料200进行试轧,如此循环,直到中轧生产线7完成n次试轧。这样,将陪轧料200多次分切,在中轧生产线7进行多段试轧,不但使该区域料型尺寸和张力得到了充分的调整,还节约了煤气等能源的消耗,减少了不必要的浪费,为后续稳定批量轧制提供了保证。
38.本实施例中,从中轧生产线7调整的效率和精准度综合考虑,n的取值为3。也就是说,第一飞剪5会将一根陪轧料200依次分剪成三根等长的小段,中轧生产线7依次对三根等长的小段进行试轧,使中轧生产线7的料型尺寸和张力得到了充分的调整,提高了调整的效率和精准度。
39.脱头辊道2上设置有保温罩3,在上一个1/n长度的陪轧料200进行试轧时,剩余的陪轧料200退回至保温罩3中。具体的,脱头辊道2先正向转动将陪轧料200输送给第一飞剪5,直到第一飞剪5剪下1/n长度的陪轧料200之后,脱头辊道2再反向转动将剩余的陪轧料200退回至保温罩3中。这样,对剩余的陪轧料200进行良好的保温效果,可以直接进行下一次剪切和试轧,避免对陪轧料200进行反复加热、浪费能源。
40.这样,在中轧生产线7完成一个对1/n长度的陪轧料200之后,脱头辊道2再正向转动向第一飞剪5输送剩余的陪轧料200,直到第一飞剪5剪下下一段1/n长度的陪轧料200,再将剩余的陪轧料200退回至保温罩3中,如果没有剩余的陪轧料200,则脱头辊道2则可以停止转动。
41.夹送辊6设置在第一飞剪5与中轧生产线7,第一飞剪5每剪下一段1/n长度的陪轧料200,均由夹送辊6接受、并输送给中轧生产线7,使进入中轧生产线7的陪轧料200位置精准。
42.第二飞剪8设置在中轧生产线7的后侧,经过中轧生产线7试轧完的陪轧料200均依次到达第二飞剪8,由第二飞剪8对经过试轧的陪轧料200进行碎断处理。
43.本实施例提供的高速线材试轧控制系统100的有益效果包括:
44.该系统通过将陪轧料200多次分切,在中轧生产线7进行多段试轧,不但使该区域料型尺寸和张力得到了充分的调整,还节约了煤气等能源的消耗,减少了不必要的浪费,为后续稳定批量轧制提供了保证。
45.第二实施例
46.请参考图1和图2,本实施例提供了一种高速线材试轧控制方法,该方法可以采用第一实施例提供的高速线材试轧控制系统100实现,当然也可以采用类似功能的设备实现。
47.高速线材试轧控制方法包括以下步骤:
48.s1:对陪轧料200的n等分处进行标记,其中,n≥2。
49.本实施例中,从中轧生产线7调整的效率和精准度综合考虑,n的取值为3。采用热金属传感器4对陪轧料200的n等分处进行标记。
50.s2:先剪下第一个1/n长度的陪轧料200、用于在中轧生产线7进行试轧,再剪下第二个1/n长度的陪轧料200进行试轧,如此循环,直到中轧生产线7完成n次试轧。
51.也就是说,采用第一飞剪5每次从陪轧料200上剪下1/n长度,本实施例中,第一飞剪5会将一根陪轧料200依次分剪成三根等长的小段,中轧生产线7依次对三根等长的小段进行试轧,使中轧生产线7的料型尺寸和张力得到了充分的调整,提高了调整的效率和精准度。
52.这样,将陪轧料200多次分切,在中轧生产线7进行多段试轧,不但使该区域料型尺寸和张力得到了充分的调整,还节约了煤气等能源的消耗,减少了不必要的浪费,为后续稳定批量轧制提供了保证。
53.具体的,可以采用脱头辊道2每次向第一飞剪5输送1/n长度的陪轧料200,第一飞剪5从整根陪轧料200上剪下1/n长度,并将1/n长度的陪轧料200经过夹送辊6输送至中轧生产线7,中轧生产线7完成对1/n长度的陪轧料200的试轧处理后,则输送至第二飞剪8,由第二飞剪8对完成试轧的1/n长度的陪轧料200进行碎断处理。
54.如此循环,中轧生产线7依次完成对n段的陪轧料200的试轧处理,不但使该区域料型尺寸和张力得到了充分的调整,还节约了煤气等能源的消耗,减少了不必要的浪费,为后续稳定批量轧制提供了保证。
55.其中,在上一个1/n长度的陪轧料200进行试轧时,对剩余的陪轧料200进行保温处理。具体的,脱头辊道2上设置有保温罩3,在上一个1/n长度的陪轧料200进行试轧时,剩余的陪轧料200通过脱头辊道2反向转动,将剩余的陪轧料200退回至保温罩3中。具体的,脱头辊道2先正向转动将陪轧料200输送给第一飞剪5,直到第一飞剪5剪下1/n长度的陪轧料200之后,脱头辊道2再反向转动将剩余的陪轧料200退回至保温罩3中。这样,对剩余的陪轧料200进行良好的保温效果,可以直接进行下一次剪切和试轧,避免对陪轧料200进行反复加热、浪费能源。
56.这样,在中轧生产线7完成一个对1/n长度的陪轧料200之后,脱头辊道2再正向转动向第一飞剪5输送剩余的陪轧料200,直到第一飞剪5剪下下一段1/n长度的陪轧料200,再将剩余的陪轧料200退回至保温罩3中,如果没有剩余的陪轧料200,则脱头辊道2则可以停止转动。
57.本实施例提供的高速线材试轧控制方法的有益效果包括:
58.该方法通过将陪轧料200多次分切,在中轧生产线7进行多段试轧,不但使该区域料型尺寸和张力得到了充分的调整,还节约了煤气等能源的消耗,减少了不必要的浪费,为后续稳定批量轧制提供了保证。
59.以上,仅为本发明的具体实施方式,但本发明的保护范围并不局限于此,任何熟悉
本技术领域的技术人员在本发明揭露的技术范围内,可轻易想到的变化或替换,都应涵盖在本发明的保护范围之内。因此,本发明的保护范围应以权利要求的保护范围为准。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1