一种用于座椅装配的反作用力臂系统的制作方法
本发明涉及零件加工,具体为一种用于座椅装配的反作用力臂系统。
背景技术:
1、座椅是汽车零部件中关键零部件之一,属于大型零部件,汽车装配线上对座椅的装配也是极为重要的装配过程,过去座椅装配大多依靠人工搬运,从线边零部件区到装配整车上的过程基本上都是依靠工人手工完成。
2、在实际生产中,单凭人力搬运装配,体力消耗较大,无法消除在座椅装配过程中产生的反作用力,以及增加员工劳动强度对操作者造成伤害的情况,且通过现有反作用力臂无法满足座椅装配中所需的前后、左右、上下六个方向的位移,且终端需要360度旋转,只能完成较为简单的位移。结构单一、探杆过长、晃动量大,稳定性差,无法匹配多种枪体。
技术实现思路
1、针对现有技术的不足,本发明提供了一种用于座椅装配的反作用力臂系统,解决了现有座椅装配技术单凭人力搬运装配,体力消耗较大以及现有反作用力臂无法满足座椅装配中所需的前后、左右、上下六个方向的位移的问题。
2、为实现以上目的,本发明通过以下技术方案予以实现:一种用于座椅装配的反作用力臂,包括平面位移驱动机构、纵向位移驱动机构与固定夹紧驱动机构,所述平面位移驱动机构底面输出部固定连接纵向位移驱动机构,所述纵向位移驱动机构的输出部固定连接固定夹紧驱动机构;
3、所述纵向位移驱动机构包括电机二、固定架一、夹紧块、极限位置传感器一、稳定导杆、提拉液压组件、联动轴杆、固定架二与拉线式位移传感器,所述电机二固定连接在中心固定台底部,所述电机二底部输出端固定连接固定架一,所述固定架一前侧部转动连接两组纵向排列的稳定导杆,所述固定架一前侧壁上部转动连接两组左右排列的提拉液压组件,上部所述稳定导杆前侧部固定连接联动轴杆,两组所述提拉液压组件的前侧输出端均转动连接联动轴杆,所述稳定导杆前侧端均转动连接固定架二,所述固定架二右侧固定连接拉线式位移传感器,所述拉线式位移传感器的输入端固定连接固定架一。
4、优选的,所述平面位移驱动机构包括中心固定台、前后位移框、左右位移框、螺母副块、驱动箱、电机一、驱动螺杆、主固定框与液压驱动组件,所述中心固定台固定连接在前后位移框内侧壁,所述前后位移框左右侧壁前后滑动连接在左右位移框内侧部,所述中心固定台顶部固定连接螺母副块,所述左右位移框顶部固定连接驱动箱,所述驱动箱内侧壁转动连接驱动螺杆,所述螺母副块内部螺纹连接驱动螺杆。
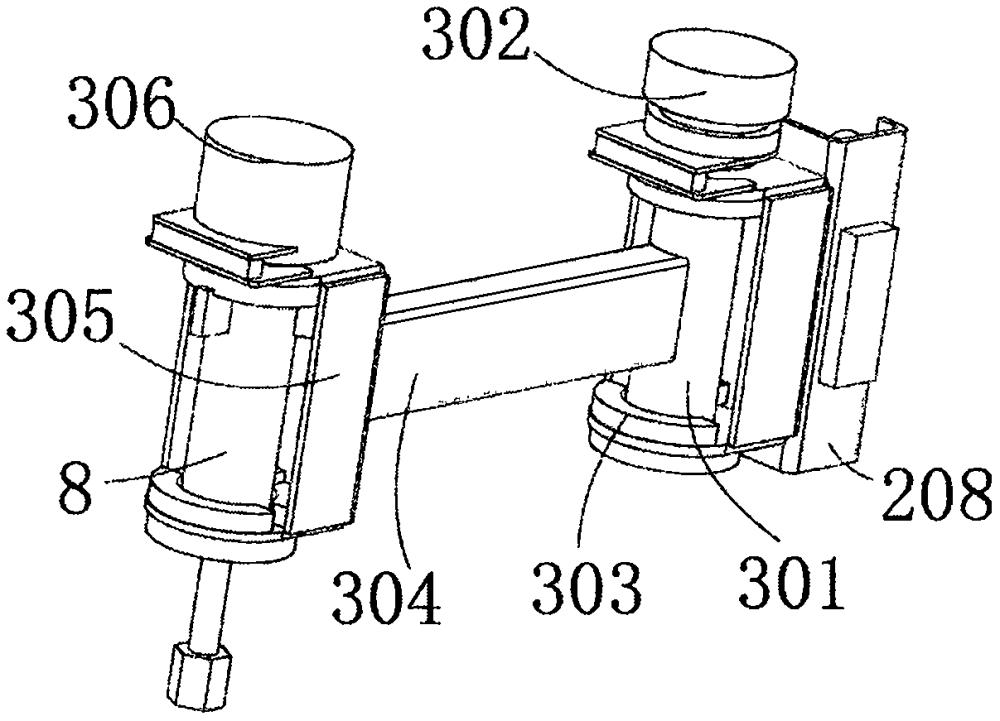
5、优选的,所述固定夹紧驱动机构包括转动轴杆、电机三、极限位置传感器二、延伸臂、固定架三与三爪卡盘,所述转动轴杆转动连接在固定架二内部,所述电机三固定连接在固定架二顶部,所述电机三的底部输出端固定连接转动轴杆,所述固定架二内侧壁底部前侧固定连接极限位置传感器二,所述转动轴杆前侧壁固定连接延伸臂,所述延伸臂前侧端固定连接固定架三,所述固定架三顶部固定连接三爪卡盘,所述固定架三内部设置拧紧枪端,所述三爪卡盘的底部输出端固定连接拧紧枪端。
6、优选的,所述驱动箱后侧壁固定连接电机一,所述电机一的前侧输出端固定连接左右位移框。
7、优选的,所述左右位移框前后侧壁左右滑动连接在主固定框内侧部,所述主固定框顶部右侧固定连接两组前后排列的液压驱动组件,所述液压驱动组件的左侧输出端均固定连接左右位移框。
8、优选的,所述固定架一顶部后侧固定连接夹紧块,所述固定架一顶部前侧固定连接极限位置传感器一。
9、优选的,一种用于座椅装配的反作用力臂系统,包括plc控制端、扫描枪、反作用力臂端与显示端,所述plc控制端的输出端通过以太网信号连接扫描枪,所述扫描枪的输出端通过以太网信号连接反作用力臂端,所述反作用力臂端通过以太网信号连接显示端。
10、优选的,所述反作用力臂端包括电机一、液压驱动组件、电机二、电机二、提拉液压组件与电机三,所述plc控制端分别电性连接电机一、液压驱动组件、电机二、电机二、提拉液压组件与电机三,所述电机一电性连接液压驱动组件,所述液压驱动组件电性连接电机二,所述电机二电性连接提拉液压组件,所述提拉液压组件电性连接电机三。
11、工作原理:首先plc控制端控制座椅托盘流到装配位置,扫描枪扫描条码,plc控制端接收到条码信息后,确认螺钉装配位置,员工使用该反作用力臂装置按正确位置依次进行打紧,平面位移驱动机构的启用带动纵向位移驱动机构与固定夹紧驱动机构移动至座椅上方,电机一驱动其输出端固定的驱动螺杆在驱动箱内部旋转,与驱动箱螺纹对接的螺母副块也随即在驱动箱内部前后滑动,驱动箱继而带动其底端固定的中心固定台以及中心固定台固定的前后位移框沿着左右位移框侧壁前后滑动,使的中心固定台底部固定的纵向位移驱动机构与固定夹紧驱动机构实现前后直线位移,再通过启动固定在主固定框上的液压驱动组件,使液压驱动组件能推或者拉动左右位移框,左右位移框能够沿着主固定框的内侧壁左右直线位移,随即带动前后位移框以及中心固定台左右位移,使纵向位移驱动机构与固定夹紧驱动机构能够被控制到达精确的装配位置,plc控制端也随即开启纵向位移驱动机构与固定夹紧驱动机构,电机二的启动带动其输出端加装的固定架一旋转,而电机二顶部加装的极限位置传感器一限制固定架一的旋转幅度,而夹紧块则在固定架一旋转到位时,锁定电机二的输出轴,再通过启动两组提拉液压组件,使两组提拉液压组件拉动其输出端转动加装的联动轴杆以及联动轴杆固定的一组稳定导杆沿着固定架一为原点旋转,另一组稳定导杆也随着第一组稳定导杆联动,使固定架二能够实现上升,也可通过启动提拉液压组件使固定架二随之下降,电机三也跟随着提拉液压组件同时启动,并带动其输出端固定的转动轴杆在固定架二内部旋转,延伸臂也与转动轴杆进行联动旋转,同时极限位置传感器二控制转动轴杆的旋转角度,避免延伸臂出现旋转角度过大的情况,延伸臂另一侧端固定的固定架三也随之旋转,同时带动通过三爪卡盘固定在固定架三内部的拧紧枪端进行位置的精准调整,纵向位移驱动机构持续驱动拧紧枪端下降,利用拧紧枪端对座椅进行螺钉的装配工作,拉线式位移传感器实时将拧紧枪端的下降位移数据传输给plc控制端,并由显示端进行运行数据的展示,同时可通过三爪卡盘适用不同直径拧紧枪端,该工位所有拧紧结果合格后发送到显示端判定线体放行至下工位,力臂拧紧数据保存在服务器,方便追溯。
12、本发明提供了一种用于座椅装配的反作用力臂系统。具备以下有益效果:
13、1、本发明通过通过启动两组提拉液压组件,使两组提拉液压组件拉动其输出端转动加装的联动轴杆以及联动轴杆固定的一组稳定导杆沿着固定架一为原点旋转,另一组稳定导杆也随着第一组稳定导杆联动,使固定架二能够实现上升,也可通过启动提拉液压组件使固定架二随之下降,纵向位移驱动机构持续驱动拧紧枪端下降,利用拧紧枪端对座椅进行螺钉的装配工作,拉线式位移传感器实时将拧紧枪端的下降位移数据传输给plc控制端,并由显示端进行运行数据的展示,同时可通过三爪卡盘适用不同直径拧紧枪端,减轻员工劳动强度,避免对操作者造成伤害;同时该装置可对螺钉位置进行监控防错。
14、2、本发明通过平面位移驱动机构的启用带动纵向位移驱动机构与固定夹紧驱动机构移动至座椅上方,电机一驱动其输出端固定的驱动螺杆在驱动箱内部旋转,与驱动箱螺纹对接的螺母副块也随即在驱动箱内部前后滑动,驱动箱继而带动其底端固定的中心固定台以及中心固定台固定的前后位移框沿着左右位移框侧壁前后滑动,使的中心固定台底部固定的纵向位移驱动机构与固定夹紧驱动机构实现前后直线位移,再通过启动固定在主固定框上的液压驱动组件,使液压驱动组件能推或者拉动左右位移框,左右位移框能够沿着主固定框的内侧壁左右直线位移,随即带动前后位移框以及中心固定台左右位移,使纵向位移驱动机构与固定夹紧驱动机构能够被控制到达精确的装配位置,实现多轴的同时操控性,为反作用力臂提供精确位移驱动条件。
- 还没有人留言评论。精彩留言会获得点赞!