光伏太阳能节能边框一模多孔挤压设备的制作方法
1.本发明属于光伏铝材加工技术领域,具体是指光伏太阳能节能边框一模多孔挤压设备。
背景技术:
2.挤压设备是轻合金(铝合金、铜合金和镁合金)管、棒、型材生产的主要设备。它的产生和发展不过是一个多世纪的时间,却发生了巨大的变化。从几兆牛手动的水压机,发展成为两百兆牛全自动的油压机。挤压机的种类也大大增加。挤压机的能力、数量反映了一个企业的生产技术水平。一个国家拥有挤压机的能力、数量、生产能力和装备水平,反映了一个国家的工业发展水平。而在追求效率的今天一模多孔已经成为轻合金挤压的不二之选。
3.传统的铝型材挤压方式为冷挤压,即把金属毛坯放在冷挤压模腔中,在室温下,通过压力机上固定的凸模向毛坯施加压力,使金属毛坯产生塑性变形而制得零件的加工方法。但是在挤压过程中对于凹模和凸模的材料强度要求极高,挤压筒和挤压杆的寿命普遍较低。
4.在光伏太阳能方面用到的光伏半导体材料作为将太阳能转化为直流电能的设备,将铝镁合金作为支撑光伏半导体材料的边框。在常规生产过程中对于挤压筒和挤压杆会造成不小的损坏,修理时又需要暂停整个产品线来维修,对工作效率的影响是极大的;在冷挤压过程中由于铝镁合金硬度极高、延展性较弱,对于模具的要求也是极高的。
技术实现要素:
5.为解决上述现有难题,本发明提供了一种可以分级处理铝镁合金坯料,自动加热铝镁合金坯料,分散并增加挤压动力来源的光伏太阳能节能边框一模多孔挤压设备,若挤压设备长时间使用会使多孔模具损耗加重并且对多孔模具材质要求严格,导致生产成本增加、生产效率降低的情况,采用分级预处理自热温挤压的方式,通过设置初级预处理自热装置、高级预处理自热装置、终级预处理自热装置和一模多孔成型装置,运用预处理原理和同质性原理,将一个模具的工作变成三个模具的工作并分级逐步完成,解决了模具生产加工工艺复杂、生产成本高的技术难题,实现了模具使用寿命增加、生产成本降低和生产效率提高的技术效果;利用铝镁合金坯料在温度升高时延展性增加的特性以及自服务原理和变害为利原理,通过设置新型相变蓄热微元和热管,收集设备内部各部件在运行工作时产生的内能和坯料在挤压筒内摩擦产生的内能对模具和坯料进行加热,使得整个挤压过程由传统的冷挤压变为温挤压,解决了模具易损坏、挤压筒使用寿命低和热量堆积造成设备内部过热损坏的技术难题,实现了增加模具使用寿命和提高生产效率的双重技术效果;利用通电导体在磁场中受力运动的特性和通电导线绕金属棒会使产生磁场的特性,采用磁控移动和电生磁相结合的方式,实现了挤压杆运动并对铝镁合金坯料挤压的技术效果,另增加了四个电机辅助铝镁合金坯料在挤压筒内运动并通过模具完成塑形,分散并增加了动力来源,实现了增加挤压杆的使用寿命和提高生产效率。
6.本发明采用的技术方案如下:光伏太阳能节能边框一模多孔挤压设备,包括电磁锰钢挤压装置、分级预处理自热温挤压装置和切割装置,所述分级预处理自热温挤压装置设于电磁锰钢挤压装置上,所述切割装置设于分级预处理自热温挤压装置上,所述分级预处理自热温挤压装置设于电磁锰钢挤压装置和切割装置之间。
7.进一步地,所述电磁锰钢挤压装置包括挤压装置外框、电磁铁a、电磁铁b、通电滑轨a、通电滑轨b、金属轮组、导体棒和高锰钢挤压杆,所述电磁铁a设于挤压装置外框的内部上方,所述电磁铁b设于挤压装置外框的内部下方,所述电磁铁a和电磁铁b用于提供稳定的匀强磁场,通过改变电流大小可改变磁场的强度,所述通电滑轨a设于电磁铁b的左边,所述通电滑轨b设于电磁铁b的右边,所述金属轮组设于通电滑轨a和通电滑体b上,所述导体棒设于金属轮组之间,所述高锰钢挤压杆设于导体棒中间,所述通电滑轨a、金属轮组、导体棒和通电滑轨b组成了闭合回路,当导体棒内有电流通过时,在磁场中受力带动高锰钢挤压杆运动,随着电流和磁场的增大挤压力度也随之增大,所述电磁铁a包括波明德合金铁芯a和铜导线线圈a,所述铜导线线圈a设于波明德合金铁芯a的外圈,所述波明德合金铁芯a设于挤压装置外框的内部上方,所述电磁铁b包括波明德合金铁芯b和铜导线线圈b,所述铜导线线圈b设于波明德合金铁芯b的外圈,所述波明德合金铁芯b设于挤压装置外框的内部下方。
8.进一步地,所述分级预处理自热温挤压装置包括初级预处理自热装置、高级预处理自热装置、终级预处理自热装置和一模多孔成型装置,所述初级预处理自热装置设于电磁锰钢挤压装置和高级预处理自热装置之间,所述高级预处理自热装置设于初级预处理自热装置和终级预处理自热装置之间,所述终级预处理自热装置设于高级预处理自热装置和一模多孔成型装置之间,所述一模多孔成型装置设于终级预处理自热装置和切割装置之间,所述初级预处理自热装置包括初级自热限位装置和初级模具装置,所述初级自热限位装置设于电磁锰钢挤压装置和初级模具装置之间,所述初级模具装置设于初级自热限位装置和高级预处理自热装置之间,所述高级预处理自热装置包括高级自热限位装置和高级模具装置,所述高级自热限位装置设于初级模具装置和高级模具装置之间,所述高级模具装置设于高级自热限位装置和终级预处理自热装置之间,所述终级预处理自热装置包括终级自热限位装置和终级模具装置,所述终级自热限位装置设于高级模具装置和终级模具装置之间,所述终级模具装置设于终级自热限位装置和一模多孔成型装置之间,所述初级模具装置用于初步减小铝镁合金坯料的直径,所述高级模具装置用于再次减小铝镁合金的直径,所述终级模具装置用于使铝镁合金变为最终形状。
9.进一步地,所述初级自热限位装置包括初级外框a、初级限位筒、初级新型相变蓄热微元、初级热管、初级电机、初级丝杆a、初级齿轮a、初级齿轮b、初级皮带、初级齿轮c、初级进给轮a、初级齿轮d、初级丝杆b、初级齿轮e和初级进给轮b,所述初级限位筒设于初级外框a内部并贯通,所述初级新型相变蓄热微元设于初级限位筒和初级电机的圆周侧壁上,所述初级热管设于初级新型相变蓄热微元的外侧,所述初级电机设于初级外框a内侧壁上,所述初级电机设于初级限位筒的上方,所述初级丝杆a设于初级电机的输出轴上,所述初级齿轮a设于初级外框a内部并与初级丝杆a互相啮合,所述初级齿轮b设于初级外框a内部,所述初级齿轮b设于初级限位筒下方,所述初级皮带设于初级齿轮a和初级齿轮b的外侧并互相啮合,所述初级齿轮c设于初级外框a内部并与初级丝杆a互相啮合,所述初级进给轮a设于初级齿轮c上,所述初级齿轮d设于初级外框a内部并与初级丝杆b互相啮合,所述初级丝杆b
设于初级限位筒的下方,所述初级齿轮e设于初级齿轮b边上并互相啮合且与初级丝杆b互相啮合,所述初级进给轮b设于初级齿轮d上,所述初级限位筒的上方下方设有初级孔洞,所述初级进给轮a和初级进给轮b各有一部分穿过初级孔洞,用于为铝镁合金坯料提供辅助动力分担电磁锰钢挤压装置的负载,所述初级模具装置包括初级外框b和初级模具,所述初级外框b设于初级自热限位装置的左边,所述初级模具设于初级外框b的内部并贯通,所述初级模具可根据实际使用情况更换,损坏后无需暂停整条生产线而单独更换初级模具即可。
10.进一步地,所述高级自热限位装置包括高级外框a、高级限位筒、高级新型相变蓄热微元、高级热管、高级电机、高级丝杆a、高级齿轮a、高级齿轮b、高级皮带、高级齿轮c、高级进给轮a、高级齿轮d、高级丝杆b、高级齿轮e和高级进给轮b,所述高级限位筒设于高级外框a内部并贯通,所述高级新型相变蓄热微元设于高级限位筒和高级电机的圆周侧壁上,所述高级热管设于高级新型相变蓄热微元的外侧,所述高级电机设于高级外框a内侧壁上,所述高级电机设于高级限位筒的上方,所述高级丝杆a设于高级电机的输出轴上,所述高级齿轮a设于高级外框a内部并与高级丝杆a互相啮合,所述高级齿轮b设于高级外框a内部,所述高级齿轮b设于高级限位筒下方,所述高级皮带设于高级齿轮a和高级齿轮b的外侧并互相啮合,所述高级齿轮c设于高级外框a内部并与高级丝杆a互相啮合,所述高级进给轮a设于高级齿轮c上,所述高级齿轮d设于高级外框a内部并与高级丝杆b互相啮合,所述高级丝杆b设于高级限位筒的下方,所述高级齿轮e设于高级齿轮b边上并互相啮合且与高级丝杆b互相啮合,所述高级进给轮b设于高级齿轮d上,所述高级限位筒的上方下方设有高级孔洞,所述高级进给轮a和高级进给轮b各有一部分穿过高级孔洞,用于为铝镁合金提供辅助动力分担电磁锰钢挤压装置的负载,所述高级模具装置包括高级外框b和高级模具,所述高级外框b设于高级自热限位装置的左边,所述高级模具设于高级外框b的内部并贯通,所述高级模具可根据实际使用情况更换,损坏后无需暂停整条生产线而单独更换高级模具即可。
11.进一步地,所述终级自热限位装置包括终级外框a、终级限位筒、终级新型相变蓄热微元、终级热管、终级电机、终级齿轮a、终级齿轮b、终级皮带a、终级进给轮a、终级丝杆、终级齿轮c、终级齿轮d、终级皮带b和终级进给轮b,所述终级限位筒设于终级外框a内部并贯通,所述终级新型相变蓄热微元设于终级限位筒的圆周侧壁上,所述终级热管设于终级新型相变蓄热微元的外侧,所述终级电机设于终级外框a内侧壁上,所述终级电机设于终级限位筒上方,所述终级齿轮a设于终级电机的输出轴上,所述终级齿轮b设于终级限位筒上方,所述终级皮带a设于终级齿轮a和终级齿轮b的外侧并互相啮合,所述终级进给轮a设于终级齿轮b上,所述终级丝杆设于终级外框a内部并与终级齿轮a互相啮合,所述终级齿轮c设于终级限位筒下方并与终级丝杆互相啮合,所述终级齿轮d设于终级限位筒下方,所述终级皮带b设于终级齿轮c和终级齿轮d外侧并互相啮合,所述终级进给轮b设于终级齿轮d上,所述终级限位筒的上方下方设有终级孔洞,所述终级进给轮a和终级进给轮b各有一部分穿过终级孔洞,用于为铝镁合金提供辅助动力分担电磁锰钢挤压装置的负载,所述终级模具装置包括终级外框b和终级模具,所述终级外框b设于终级自热限位装置的左边,所述终级模具设于终级外框b的内部并贯通,所述终级模具可根据实际使用情况更换,损坏后无需暂停整条生产线而单独更换终级模具即可,所述终级模具为多孔模具。
12.进一步地,所述一模多孔成型装置包括成型外框、成型限位筒、成型电机、成型齿轮a、成型齿轮b、成型皮带a、成型进给轮a、成型丝杆、成型齿轮c、成型齿轮d、成型皮带b和
成型进给轮b,所述成型限位筒设于成型外框a内部并贯通,所述成型电机设于成型外框内侧壁上,所述成型电机设于成型外框内侧壁上,所述成型电机设于成型限位筒上方,所述成型齿轮a设于成型电机的输出轴上,所述成型齿轮b设于成型限位筒上方,所述成型皮带a设于成型齿轮a和成型齿轮b的外侧并互相啮合,所述成型进给轮a设于成型齿轮b上,所述成型丝杆设于成型外框内部并与成型齿轮a互相啮合,所述成型齿轮c设于成型限位筒下方并与成型丝杆互相啮合,所述成型齿轮d设于成型限位筒下方,所述成型皮带b设于成型齿轮c和成型齿轮d外侧并互相啮合,所述成型进给轮b设于成型齿轮d上,所述成型限位筒的上方下方设有成型孔洞,所述成型进给轮a和成型进给轮b各有一部分穿过成型孔洞,用于为铝镁合金提供辅助动力分担电磁锰钢挤压装置的负载。
13.进一步地,所述切割装置包括工作台、切割轮盘、防尘保护罩和电机,所述防尘保护罩设于工作台上方,所述切割轮盘转动设于防尘保护罩内部,所述电机设于防尘保护罩外侧,所述切割轮盘上设有孔洞,所述切割轮盘通过孔洞与防尘保护罩转动相连,所述防尘保护罩包括把手和转轴,所述把手设于防尘保护罩左侧,所述转轴设于防尘保护罩右侧,所述防尘保护罩通过转轴与工作台相连接,所述电机带动切割轮盘旋转并切割合适长度的成型的铝镁合金。
14.优选地,所述初级新型相变蓄热微元、高级新型相变蓄热微元和终级新型相变蓄热微元的载体为废玻璃低能耗烧结而成的多孔轻质玻珠,所述初级新型相变蓄热微元、高级新型相变蓄热微元和终级新型相变蓄热微元的制备方法为将熔点为35摄氏度的无机水合盐、十二水合磷酸氢二钠配合添加剂石墨烯,加水混合,加热溶解后共同填充入多孔轻质玻珠中,待其自然失水冷却结晶后分离出颗粒,并在表面涂抹环氧树脂进行封闭即可。
15.优选地,所述初级热管、高级热管和终级热管的的制备方法,选取适用的内壁充满海绵铜的普通铜管并向管内灌水,加热使水沸腾再封锁铜管两端,当温度下降就形成了含有纯水的真空环境,因原本充满的水蒸气遇冷凝结导致管内气压非常低,凝结成的小水滴附着管内的海绵铜中即可。
16.采用上述结构本发明取得的有益效果如下:
17.(1)传统的挤压方式对模具的工艺要求极高,而且极易造成损耗,采用分级预处理自热温挤压的方法,通过设置初级预处理自热装置、高级预处理自热装置、终级预处理自热装置和一模多孔成型装置,运用预处理原理和同质性原理,解决了模具生产加工工艺复杂、生产成本高的技术难题,实现了模具使用寿命的增加、生产成本的降低和生产效率的提高。
18.(2)利用铝镁合金坯料在温度升高时延展性增加的特性以及自服务原理和变害为利原理,通过设置新型相变蓄热微元和热管,收集设备内部各部件在运行工作时产生的热能和坯料在挤压筒内摩擦产生的热能对模具和坯料进行加热,使得整个挤压过程由传统的冷挤压变为温挤压,解决了模具易损坏、挤压筒使用寿命低的技术难题,实现了模具使用寿命增加和生产效率的提高。
19.(3)利用通电导体在磁场中会受力运动的特性和通电导线绕金属棒会使产生磁场的特性,采用磁控移动和电生磁相结合的方式,实现了挤压杆运动并对铝镁合金坯料挤压的技术效果,另增加了四个电机辅助铝镁合金坯料在挤压筒内运动并通过模具,分散并增加了动力来源,实现了挤压杆的使用寿命增加和生产效率的提高。
20.(4)一模多孔成型装置和多孔模具实现了在单次挤压的情况下工作生产效率最大
化。
21.(5)利用电磁铁所产生的磁场强度可由电流强度调控的原理和通电导体在磁场中所受安培力大小可由通电导体中的电流和磁场的强度调控的原理,实现了挤压力度直观可调,最大限度的保护挤压杆和挤压筒的强度和使用寿命。。
附图说明
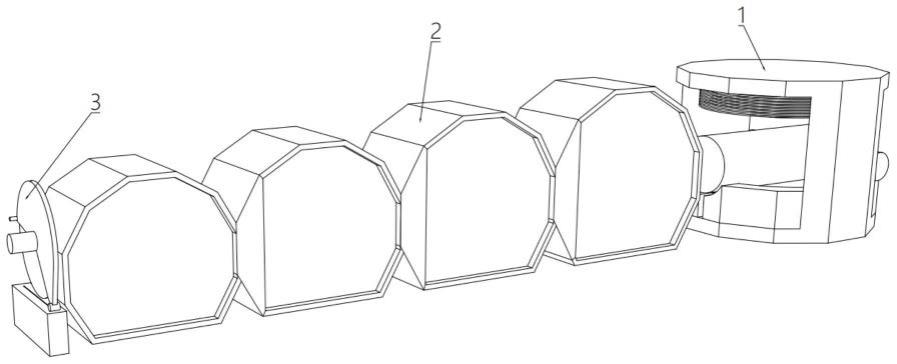
22.图1为本发明光伏太阳能节能边框一模多孔挤压设备的结构示意图;
23.图2为本发明光伏太阳能节能边框一模多孔挤压设备的结构示意图;
24.图3为本发明光伏太阳能节能边框一模多孔挤压设备的切割装置的结构示意图;
25.图4为本发明光伏太阳能节能边框一模多孔挤压设备的切割装置的爆炸图;
26.图5为本发明光伏太阳能节能边框一模多孔挤压设备的分级预处理自热温挤压装置的爆炸图;
27.图6为本发明光伏太阳能节能边框一模多孔挤压设备的分级预处理自热温挤压装置的初级自热限位装置的结构示意图;
28.图7为本发明光伏太阳能节能边框一模多孔挤压设备的分级预处理自热温挤压装置的初级模具装置的结构示意图;
29.图8为本发明光伏太阳能节能边框一模多孔挤压设备的分级预处理自热温挤压装置的高级自热限位装置的结构示意图;
30.图9为本发明光伏太阳能节能边框一模多孔挤压设备的分级预处理自热温挤压装置的高级模具装置的结构示意图;
31.图10为本发明光伏太阳能节能边框一模多孔挤压设备的分级预处理自热温挤压装置的终级自热限位装置的结构示意图;
32.图11为本发明光伏太阳能节能边框一模多孔挤压设备的分级预处理自热温挤压装置的终级模具装置的结构示意图;
33.图12为本发明光伏太阳能节能边框一模多孔挤压设备的分级预处理自热温挤压装置的一模多孔成型装置的结构示意图;
34.图13为本发明光伏太阳能节能边框一模多孔挤压设备的分级预处理自热温挤压装置的初级自热限位装置的爆炸图;
35.图14为本发明光伏太阳能节能边框一模多孔挤压设备的分级预处理自热温挤压装置的高级自热限位装置的爆炸图;
36.图15为本发明光伏太阳能节能边框一模多孔挤压设备的分级预处理自热温挤压装置的终级自热限位装置的爆炸图;
37.图16为本发明光伏太阳能节能边框一模多孔挤压设备的分级预处理自热温挤压装置的一模多孔成型装置的爆炸图;
38.图17为本发明光伏太阳能节能边框一模多孔挤压设备的电磁锰钢挤压装置的爆炸图。
39.其中,1、电磁锰钢挤压装置,2、分级预处理自热温挤压装置,3、切割装置,4、挤压装置外框,5、电磁铁a,501、波明德合金铁芯a,502、铜导线线圈a,6、电磁铁b,601、波明德合金铁芯b,602、铜导线线圈b,7、通电滑轨a,8、通电滑轨b,9、金属轮组,10、导体棒,11、高锰
钢挤压杆,12、初级预处理自热装置,13、高级预处理自热装置,14、终级预处理自热装置,15、一模多孔成型装置,16、工作台,17、切割轮盘,18、防尘保护罩,19、电机,20、初级自热限位装置,21、初级模具装置,22、高级自热限位装置,23、高级模具装置,24、终级自热限位装置,25、终级模具装置,26、初级外框a,27、初级限位筒,2701、初级孔洞,28、初级新型相变蓄热微元,29、初级热管,30、初级电机,31、初级丝杆a,32、初级齿轮a,33、初级齿轮b,34、初级皮带,35、初级齿轮c,36、初级进给轮a,37、初级齿轮d,38、初级丝杆b,39、初级齿轮e,40、初级进给轮b,41、初级外框b,42、初级模具,43、高级外框a,44、高级限位筒,4401、高级孔洞,45、高级新型相变蓄热微元,46、高级热管,47、高级电机,48、高级丝杆a,49、高级齿轮a,50、高级齿轮b,51、高级皮带,52、高级齿轮c,53、高级进给轮a,54、高级齿轮d,55、高级丝杆b,56、高级齿轮e,57、高级进给轮b,58、高级外框b,59、高级模具,60、终级外框a,61、终级限位筒,6101、终级孔洞,62、终级新型相变蓄热微元,63、终级热管,64、终级电机,65、终级齿轮a,66、终级齿轮b,67、终级皮带a,68、终级进给轮a,69、终级丝杆,70、终级齿轮c,71、终级齿轮d,72、终级皮带b,73、终级进给轮b,74、终级外框b,75、终级模具,76、成型外框,77、成型限位筒,7701、成型孔洞,78、成型电机,79、成型齿轮a,80、成型齿轮b,81、成型皮带a,82、成型进给轮a,83、成型丝杆,84、成型齿轮c,85、成型齿轮d,86、成型皮带b,87、成型进给轮b。
具体实施方式
40.结合附图,对本发明做进一步详细说明。
41.如图1所示,光伏太阳能节能边框一模多孔挤压设备,包括电磁锰钢挤压装置1、分级预处理自热温挤压装置2和切割装置3,分级预处理自热温挤压装置2设于电磁锰钢挤压装置1的左边,切割装置3设于分级预处理自热温挤压装置2的左边。
42.如图3、图4所示,切割装置3包括工作台16、切割轮盘17、防尘保护罩18和电机19,防尘保护罩18设于工作台16上方,切割轮盘17设于防尘保护罩内部18,电机19设于防尘保护罩18外侧,切割轮盘17上设有孔洞1701,切割轮盘17通过孔洞1701与防尘保护罩18固定,防尘保护罩18包括把手1801和转轴1802,把手1801设于防尘保护罩18左侧,转轴1802设于防尘保护罩18右侧,防尘保护罩18通过转轴1802与工作台16相连接。
43.如图2、图5所示,分级预处理自热温挤压装置2包括初级预处理自热装置12、高级预处理自热装置13、终级预处理自热装置14和一模多孔成型装置15,初级预处理自热装置12设于电磁锰钢挤压装置1和高级预处理自热装置13之间,高级预处理自热装置13设于初级预处理自热装置12和终级预处理自热装置14之间,终级预处理自热装置14设于高级预处理自热装置13和一模多孔成型装置之间15,一模多孔成型装置15设于终级预处理自热装置14和切割装置3之间,初级预处理自热装置12包括初级自热限位装置20和初级模具装置21,初级自热限位装置20设于电磁锰钢挤压装置1和初级模具装置21之间,初级模具装置21设于初级自热限位装置20和高级预处理自热装置13之间,高级预处理自热装置13包括高级自热限位装置22和高级模具装置23,高级自热限位装置22设于初级模具装置21和高级模具装置23之间,高级模具装置23设于高级自热限位装置22和终级预处理自热装置14之间,终级预处理自热装置14包括终级自热限位装置24和终级模具装置25,终级自热限位装置24设于高级模具装置23和终极模具装置25之间,终级模具装置25设于终级自热限位装置24和一模多孔成型装置15之间。
44.如图6、图7、图13所示,初级自热限位装置20包括初级外框a26、初级限位筒27、初级新型相变蓄热微元28、初级热管29、初级电机30、初级丝杆a31、初级齿轮a32、初级齿轮b33、初级皮带34、初级齿轮c35、初级进给轮a36、初级齿轮d37、初级丝杆b38、初级齿轮e39和初级进给轮b40,初级限位筒27设于初级外框a26内部并贯通,初级新型相变蓄热微元28设于初级限位筒27和初级电机30的圆周侧壁上,初级热管29设于初级新型相变蓄热微元28的外侧,初级电机30设于初级外框a26内侧壁上,初级电机30设于初级限位筒27的上方,初级丝杆a31设于初级电机30的输出轴上,初级齿轮a32设于初级外框a26内部并与初级丝杆a31互相啮合,初级齿轮b33设于初级外框a26内部,初级齿轮b33设于初级限位筒27下方,初级皮带34设于初级齿轮a32和初级齿轮b33的外侧并互相啮合,初级齿轮c35设于初级外框a26内部并与初级丝杆a31互相啮合,初级进给轮a36设于初级齿轮c35上,初级齿轮d37设于初级外框a26内部并与初级丝杆b38互相啮合,初级丝杆b38设于初级限位筒27的下方,初级齿轮e39设于初级齿轮b33边上并互相啮合且与初级丝杆b38互相啮合,初级进给轮b40设于初级齿轮d37上,初级限位筒27的上方下方设有初级孔洞2701,初级进给轮a36和初级进给轮b40各有一部分穿过初级孔洞2701,初级模具21装置包括初级外框b41和初级模具42,初级外框b41设于初级自热限位装置20和高级自热限位装置22,初级模具42设于初级外框b41的内部并贯通。
45.如图8、图9、图14所示,高级自热限位装置22包括高级外框a43、高级限位筒44、高级新型相变蓄热微元45、高级热管46、高级电机47、高级丝杆a48、高级齿轮a49、高级齿轮b50、高级皮带51、高级齿轮c52、高级进给轮a53、高级齿轮d54、高级丝杆b55、高级齿轮e56和高级进给轮b57,高级限位筒44设于高级外框a43内部并贯通,高级新型相变蓄热微元45设于高级限位筒44和高级电机47的圆周侧壁上,高级热管46设于高级新型相变蓄热微元45的外侧,高级电机47设于高级外框a43内侧壁上,高级电机47设于高级限位筒44的上方,高级丝杆a48设于高级电机47的输出轴上,高级齿轮a49设于高级外框a43内部并与高级丝杆a48互相啮合,高级齿轮b50设于高级外框a43内部,高级齿轮b50设于高级限位筒44下方,高级皮带51设于高级齿轮a49和高级齿轮b50的外侧并互相啮合,高级齿轮c52设于高级外框a43内部并与高级丝杆a48互相啮合,高级进给轮a53设于高级齿轮c52上,高级齿轮d54设于高级外框a43内部并与高级丝杆b55互相啮合,高级丝杆b55设于高级限位筒44的下方,高级齿轮e56设于高级齿轮b50边上并互相啮合且与高级丝杆b55互相啮合,高级进给轮b57设于高级齿轮d54上,高级限位筒44的上方下方设有高级孔洞4401,高级进给轮a53和高级进给轮b57各有一部分穿过高级孔洞4401,高级模具装置23包括高级外框b58和高级模具59,高级外框b58设于高级自热限位装置22和终级自热限位装置24之间,高级模具23设于高级外框b58的内部并贯通。
46.如图10、图11、图15所示,终级自热限位装置24包括终级外框a60、终级限位筒61、终级新型相变蓄热微元62、终级热管63、终级电机64、终级齿轮a65、终级齿轮b66、终级皮带a67、终级进给轮a68、终级丝杆69、终级齿轮c70、终级齿轮d71、终级皮带b72和终级进给轮b73,终级限位筒61设于终级外框a60内部并贯通,终级新型相变蓄热微元62设于终级限位筒61的圆周侧壁上,终级热管63设于终级新型相变蓄热微元62的外侧,终级电机64设于终级外框a60内侧壁上,终级电机64设于终级限位筒61上方,终级齿轮a65设于终级电机64的输出轴上,终级齿轮b66设于终级限位筒61上方,终级皮带a67设于终级齿轮a65和终级齿轮
b66的外侧并互相啮合,终级进给轮a68设于终级齿轮b66上,终级丝杆69设于终级外框a60内部并与终级齿轮a65互相啮合,终级齿轮c70设于终级限位筒61下方并与终级丝杆69互相啮合,终级齿轮d71设于终级限位筒61下方,终级皮带b72设于终级齿轮c70和终级齿轮d71外侧并互相啮合,终级进给轮b73设于终级齿轮d71上,终级限位筒61的上方下方设有终级孔洞6101,终级进给轮a68和终级进给轮b73各有一部分穿过终级孔洞6101,终级模具装置25包括终级外框b74和终级模具75,终级外框b74设于终级自热限位装置24和一模多孔成型装置15之间,终级模具75设于终级外框b74的内部并贯通。
47.如图12、图16所示,一模多孔成型装置15包括成型外框76、成型限位筒77、成型电机78、成型齿轮a79、成型齿轮b80、成型皮带a81、成型进给轮a82、成型丝杆83、成型齿轮c84、成型齿轮d85、成型皮带b86和成型进给轮b87,成型限位筒77设于成型外框a76内部并贯通,成型电机78设于成型外框76内侧壁上,成型电机78设于成型外框76内侧壁上,成型电机78设于成型限位筒77上方,成型齿轮a79设于成型电机78的输出轴上,成型齿轮b80设于成型限位筒77上方,成型皮带a81设于成型齿轮a79和成型齿轮b80的外侧并互相啮合,成型进给轮a82设于成型齿轮b80上,成型丝杆83设于成型外框76内部并与成型齿轮a79互相啮合,成型齿轮c84设于成型限位筒77下方并与成型丝杆83互相啮合,成型齿轮d85设于成型限位筒77下方,成型皮带b86设于成型齿轮c84和成型齿轮d85外侧并互相啮合,成型进给轮b87设于成型齿轮d85上,成型限位筒77的上方下方设有成型孔洞7701,成型进给轮a82和成型进给轮b87各有一部分穿过成型孔洞7701。
48.如图17所示,电磁锰钢挤压装置1包括挤压装置外框4、电磁铁a5、电磁铁b6、通电滑轨a7、通电滑轨b8、金属轮组9、导体棒10和高锰钢挤压杆11,电磁铁a5设于挤压装置外框4的内部上方,电磁铁b6设于挤压装置外框4的内部下方,通电滑轨a7设于电磁铁b6的左边,通电滑轨b8设于电磁铁b6的右边,金属轮组9设于通电滑轨a7和通电滑体b8上,导体棒10设于金属轮组9之间,高锰钢挤压杆11设于导体棒10中间,电磁铁a5包括波明德合金铁芯a501和铜导线线圈a502,铜导线线圈a502设于波明德合金铁芯a501的外圈,波明德合金铁芯a501设于挤压装置外框4的内部上方,电磁铁b6包括波明德合金铁芯b601和铜导线线圈b602,铜导线线圈b602设于波明德合金铁芯b601的外圈,波明德合金铁芯b601设于挤压装置外框4的内部下方。
49.具体使用时,将铝镁合金坯料放置在高锰钢挤压杆11前方,给电磁铁a5和电磁铁b6分别通电,使其产生匀强磁场,另给通电滑轨a7、金属轮组9、导体棒10和通电滑轨b8通电使它们形成闭合回路,导体棒10内有电流流过时会在磁场中受到安培力使导体棒10沿通电滑轨a7和通电滑轨b8运动,带动高锰钢挤压杆11运动,高锰钢挤压杆11带动铝镁合金坯料向分级预处理自热温挤压装置2运动,根据所需挤压力的大小调整流经铜导线线圈a502和铜导线线圈b602的电流来改变磁场强度从而使导体棒10所受安培力改变从而改变高锰钢挤压杆11的挤压力,也可改变流经通电滑轨a7、金属轮组9、导体棒10和通电滑轨b8的电流来改变导体棒10内电流大小从而使导体棒10所受安培力改变从而改变高锰钢挤压杆11的挤压力;当铝镁合金坯料进入初级预处理自热装置12的初级限位筒27中时与初级限位筒27摩擦产生热能被初级新型相变蓄热微元28吸收,并通过初级热管29传递给初级模具装置21使初级模具42被加热,在初级电机30运行中产生的热能也会被初级新型相变蓄热微元28所吸收,并通过初级热管29传递给初级模具装置21使初级模具42被加热,初级电机30带动初
级丝杆a31,初级丝杆a31带动初级齿轮a32,初级齿轮a32通过初级皮带34带动初级齿轮b33,初级丝杆a32同时带动初级齿轮c35,初级齿轮c35带动初级进给轮a36,初级齿轮b33带动初级齿轮e39,初级齿轮e39带动初级丝杆b38,初级丝杆b38带动初级齿轮d37,初级齿轮d37带动初级进给轮b40,初级进给轮a36和初级进给轮b40通过初级孔洞2701接触铝镁合金坯料并对铝镁合金坯料施加牵引力,在初级进给轮a36和初级进给轮b40的辅助下可减轻电磁锰钢挤压装置1的工作负担从而延长光伏太阳能节能边框一模多孔挤压设备整体的使用寿命,当铝镁合金坯料在高锰钢挤压杆11、初级进给轮a36和初级进给轮b40的带动下经过初级模具42时,由于温度升高增加了铝镁合金坯料的延展性,使铝镁合金坯料可轻松通过初级模具42;当铝镁合金进入高级预处理自热装置13的高级限位筒44后与高级限位筒44摩擦产生热能被高级新型相变蓄热微元45吸收并通过高级热管46传递给高级模具装置23使高级模具59被加热,在高级电机47运行中产生的热能也会被高级新型相变蓄热微元45所吸收通过高级热管46传递给高级模具装置23使高级模具59被加热,高级电机47带动高级丝杆a48,高级丝杆a48带动高级齿轮a49,高级齿轮a49通过高级皮带51带动高级齿轮b50,高级丝杆a48同时带动高级齿轮c52,高级齿轮c52带动高级进给轮a53,高级齿轮b50带动高级齿轮e56,高级齿轮e56带动高级丝杆b55,高级丝杆b55带动高级齿轮d54,高级齿轮d54带动高级进给轮b57,高级进给轮a53和高级进给轮b57通过高级孔洞4401接触铝镁合金并对铝镁合金施加牵引力,在初级进给轮a36、初级进给轮b40、高级进给轮a53和高级进给轮b57的辅助下可减轻电磁锰钢挤压装置1的工作负担从而延长光伏太阳能节能边框一模多孔挤压设备整体的使用寿命,当铝镁合金在高锰钢挤压杆11、初级进给轮a36、初级进给轮b40、高级进给轮a53和高级进给轮b57的带动下经过高级模具59时,由于温度升高增加了铝镁合金的延展性,使铝镁合金可轻松通过高级模具59;当铝镁合金进入终级预处理自热装置14的终级限位筒61后与终级限位筒61摩擦产生热能被终级新型相变蓄热微元62吸收并通过终级热管63传递给终级模具装置25使终级模具75被加热,终级电机64带动终级齿轮a65,终级齿轮a65在终级皮带a67,终级皮带a67带动终级齿轮b66,终级齿轮b66带动终级进给轮a68,同时终级齿轮a68带动终级丝杆69,终级丝杆69带动终级齿轮c70,终级齿轮c70带动终级皮带b72,终级皮带b72带动终级齿轮d71,终级齿轮d71带动终级进给轮b73,终级进给轮a68和终级进给轮b73通过终级孔洞6101接触铝镁合金并对铝镁合金施加牵引力,在初级进给轮a36、初级进给轮b40、高级进给轮a53、高级进给轮b57、终级进给轮a68和终级进给轮b73的辅助下可减轻电磁锰钢挤压装置1的工作负担从而延长光伏太阳能节能边框一模多孔挤压设备整体的使用寿命,当铝镁合金在高锰钢挤压杆11、初级进给轮a36、初级进给轮b40、高级进给轮a53、高级进给轮b57、终级进给轮a68和终级进给轮b73的带动下经过终级模具75时,由于温度升高增加了铝镁合金的延展性,使铝镁合金可轻松通过终级模具75;在铝镁合金经过终级模具75后由于高温挤压使其延展性较好,遂经过一模多孔成型装置15进行降温定型,通过终级模具75后进入成型限位筒77后,成型电机78带动成型齿轮a79,成型齿轮a79在成型皮带a81,成型皮带a81带动成型齿轮b80,成型齿轮b80带动成型进给轮a82,同时成型齿轮a79带动成型丝杆83,成型丝杆83带动成型齿轮c84,成型齿轮c84带动成型皮带b86,成型皮带b86带动成型齿轮d85,成型齿轮d85带动成型进给轮b87,成型进给轮a82和成型进给轮b87通过成型孔洞7701接触铝镁合金并对铝镁合金施加牵引力,在初级进给轮a36、初级进给轮b40、高级进给轮a53、高级进给轮b57、终级进给轮a68、终级进给轮b73、成型进给
轮a82和成型进给轮b87的辅助下可减轻电磁锰钢挤压装置1的工作负担从而延长光伏太阳能节能边框一模多孔挤压设备整体的使用寿命,当铝镁合金在高锰钢挤压杆11、初级进给轮a36、初级进给轮b40、高级进给轮a53、高级进给轮b57、终级进给轮a68、终级进给轮b73、成型进给轮a82和成型进给轮b87的带动下最终成型进入切割装置3,成型后的铝镁合金被推出到工作台16上,在电机19的带动下切割轮盘17绕孔洞1701在防尘保护罩18内旋转,防尘保护罩18在把手1801的带动下绕转轴1802旋转,使切割轮盘17接触到成型后的铝镁合金完成适量长度的切割。第二次使用时重复上述步骤即可。
50.以上对本发明及其实施方式进行了描述,这种描述没有限制性,附图中所示的也只是本发明的实施方式之一,实际的结构并不局限于此。总而言之如果本领域的普通技术人员受其启示,在不脱离本发明创造宗旨的情况下,不经创造性的设计出与该技术方案相似的结构方式及实施例,均应属于本发明的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1