慢走丝线切割加工高精度分度齿盘的加工方法与流程
1.本发明属于作业运输线切割加工技术领域,具体涉及一种慢走丝线切割加工高精度分度齿盘的加工方法。
背景技术:
2.目前,锥齿轮加工大部分采用刨齿机进行。刨齿机是一种金属切削机床,以专用刀具刨齿刀来加工直齿圆锥齿轮的齿形。整个刀架随摇台加工时,直齿锥齿轮刨齿机的上、下刀架做直线往复切削,做一定角度暴动,与工件相应角度的正反回转运动一起构成展成运动。其中,锥齿轮的加工,需要用到一种类似于“圆柱齿轮加工时用来确定齿数的挂轮”的机床附件即分度齿盘。
3.所述分度齿盘产品,类似于单齿面外圆柱齿轮,其制造精度高,原材料需用高硬度耐磨材料,加工难度大,其分度误差直接影响加工锥齿轮的精度。所以分度齿盘产品一般要求定位误差在0.005mm以内,圆角分布误差在15
″
以内。
4.所述分度齿盘产品现有的制造方法为:利用五轴加工中心进行加工,用盘刀逐齿加工。但是,该类加工方式,在旋转过程中,由于其定位精度不高,因此加工的分度齿盘分度误差较大,报废率高。
5.此外,还有采用定制成型刀具,采用滚齿机进行加工的方法。但是,该方法针对不同齿数的产品,需要用到对应的定制刀具,因此导致生产成本较高。
6.还有利用电火花线切割的方法来加工,即线切割慢走丝加工。但是,线切割慢走丝加工,受限于产品加工方式限制:一般加工物为具有一定内腔形状的凹模产品;而对于具有一定外部形状的凸模产品在加工时,因加工方式为铜丝穿过产品后需回到机床内,且上下穿丝器之间不能有夹持器,因此产品需加大外部轮廓毛坯尺寸,并需要在毛坯3外部设置一个穿丝孔2(如图1所示),加工时,用支撑板1夹持产品最大轮廓外部,以预制定位穿丝孔2位置作为起点,从预制穿丝孔2位置进入毛坯3内部开始切割,从而按照切割路径4得到所需产品外形5。其中,切割时:一般慢走丝加工产品精度要求高,因此多采用多次切割法:即主切一次保证产品外形,再进行多次修切,从而保证产品尺寸精度要求。但若按照所需外形的完整路径进行切割,则产品在主切完成后,产品已与整体毛坯分离,无连接部位,产品会因重力作用而掉落,因此无法完成后续多次修切操作。对此,一般采用预留切割最后末端路径,即在切割结束点位6预留1~2mm工艺头7不切割切断,用此预留1~2mm工艺头7作为产品连接处来保证产品不掉落,从而方便进行最后的修切(结合图2)。但此种方法,因主切后修切耗费时间长,一般为5~8h,因此产品长时间悬空,而连接点位少,强度不足,远离工艺头7连接部位的产品实体受重力因素影响会变形下垂(如图3所示),导致多次修切后,切割部分与产品基准平面不垂直,且各齿分布精度低,齿向精度仍旧超差。可见,因分度齿盘为凸模且精度要求高,采用现有前述慢走丝加工方法加工时,受装夹切割方式限制,同样影响成品精度,无法保证成品率。对此,现提出如下改进技术方案。
技术实现要素:
7.本发明解决的技术问题:提供一种慢走丝线切割加工高精度分度齿盘的加工方法,解决现有慢走丝加工无法保证分度齿盘产品成品率,产品精度无法保证的技术问题。
8.本发明采用的技术方案:慢走丝线切割加工高精度分度齿盘的加工方法,包括如下步骤:
9.s1、备料:加工毛坯,将毛坯上下基准面加工平行,并使毛坯预留的外圆尺寸比所需产品外形外圆尺寸大35~50mm。
10.s2、预制穿丝孔:在毛坯外圆距离产品外形510~15mm位置加工第一穿丝孔、第二穿丝孔、第三穿丝孔;并使所述第一穿丝孔、第二穿丝孔、第三穿丝孔沿毛坯外圆径向间隔120
°
均匀分布设置。
11.s3、分段慢走丝加工:编制慢走丝加工程序,将产品外形外圆周加工切割路径分为均匀的三段,加工程序分三段加工,每段加工程序切割起始点分别为第一穿丝孔、第二穿丝孔、第三穿丝孔;每段加工程序切割结束点位距离下一个穿孔8~12mm;三段加工切割完毕后得到的产品分别留有第一工艺头,第二工艺头,第三工艺头与毛坯相连不断开。
12.s4、多次修切:编制修切程序,按修切程序对应第一穿丝孔、第二穿丝孔、第三穿丝孔分三段对产品多次修切加工。
13.s5、切断工艺头:编制切断程序,对第一工艺头,第二工艺头,第三工艺头进行切断加工,得到与毛坯废料分离的所需产品外形。
14.s6、外圆磨除工艺头:对步骤s5得到的产品外形外圆进行磨削加工,保证产品外形被切除的第一工艺头,第二工艺头,第三工艺头的切断部位光洁度满足合格产品工艺要求。
15.上述技术方案中,进一步地:步骤s1和步骤s2之间还包括如下步骤:
16.s101、精车内孔:精车加工毛坯中心内孔。
17.s102、平磨:平磨加工毛坯上下基准面,保证毛坯上下基准面平行度。
18.步骤s2预制穿丝孔步骤中:以步骤s101加工得到的中心内孔为基准,加工均匀分布的第一穿丝孔、第二穿丝孔、第三穿丝孔。
19.上述技术方案中,进一步地:步骤s2和步骤s3之间还包括如下步骤:
20.s201、热处理:对步骤s2预制穿丝孔后的毛坯进行热处理加工。
21.s202、平磨:对步骤s201热处理后的毛坯进行两次平磨加工:第一次平磨加工,用于去除热处理后毛坯的表面黑皮;第二次平磨加工,用于保证毛坯上下基准面的平行度。
22.s203、去应力:消除平磨步骤s202后毛坯的残余内应力。
23.上述技术方案中,进一步地:步骤s201的热处理工艺包括淬火加回火处理,且步骤如下:
24.s2011、采用空气加热炉,设置温度为850℃
±
10℃,将毛坯放入炉内,随炉升温,保温0.7~1h。
25.s2012、升温完成后,采用深冷炉,设置温度为-60℃~-80℃,将毛坯放入炉内,随炉降温冷处理,并保温2~4h。
26.s2013、深冷炉冷处理完成后,将毛坯自然冷却恢复至室温,并在4h内再进行一次回火,即采用空气加热炉,设置温度为150℃
±
10℃,将毛坯放入炉内,随炉升温,保温5~10h。
27.上述技术方案中,进一步地:步骤s203去应力工艺,对平磨后毛坯采用回火工艺以消除毛坯内部残余内应力,减少慢走丝加工后毛坯的变形,包括如下步骤:
28.s2031、采用空气炉或烘箱,将毛坯放入炉体内部,设置温度为180℃
±
10℃,保温2h。
29.s2032、保温完成后,将空气炉或烘箱温度降低为120℃
±
10℃,保温10h。
30.上述技术方案中,进一步地:步骤s3分段慢走丝加工步骤中,以毛坯端面和毛坯具有的中心内孔为基准对毛坯分段加工。
31.上述技术方案中,进一步地:步骤s6之后还包括如下步骤:
32.s7、检验:使用三坐标检验制得的分度齿盘产品的精度。
33.上述技术方案中,进一步地:用三坐标检验制得的分度齿盘产品齿距分布精度的方法,包括如下步骤:
34.s701、擦拭分度齿盘产品表面及齿部,确保产品检测精度不受影响。
35.s702、测量中心内孔,并以中心内孔圆心为坐标基准(0,0)。
36.s703、测量齿分布精度:在每个齿面顶端采集点,以每个齿面顶端采集点与中心内孔圆心坐标(0,0)连线构造测量理论直线。
37.s704、用三坐标软件测量每个相邻测量理论直线之间的夹角度数θi(i=1、2、3
……
),将θi(i=1、2、3
……
)与理论夹角度数θ0(θ0=360
°
/齿数)进行比对,误差值不大于10
″
即为合格。
38.本发明与现有技术相比的优点:
39.1、本发明预制三个均匀分布的穿丝孔,采用分段慢走丝,分三段加工的方法加工预制产品,产品始终未与毛坯分离;加之产品与毛坯废料三个连接点的预留工艺头均匀分布于产品圆周上,产品受重力影响变形小,尤其产品不会掉落;再者产品在切割时,丝线与产品垂直度好,满足产品高精度加工需求。
40.2、本发明步骤s101精车内孔步骤,有效增加产品定位基准,为保证产品后续加工尺寸精度提供有效保障。
41.3、本发明步骤s201热处理步骤,有效提高产品硬度,为产品精加工以及产品防变形奠定基础;本发明具体热处理方法,大幅提高钢的强度、硬度、耐磨性和疲劳强度以及韧性等,可以满足高精度分度齿盘的高性能、高寿命要求,且操作方法简单、可靠,成本低,满足大批量生产需求。
42.5、本发明步骤s203去应力方法,可大幅度去除产品经机械加工、变形加工、热处理后的残余应力,减小产品变形、开裂倾向,避免产品在慢走丝加工后再产生不应有的变形,该方法操作简单、可批量进行,具有高效、可靠的优势和目的。
43.6、本发明采用通用三坐标测量方式及方法,不需要二次开发或定制特殊工装,一次测量程序编程后可重复测量,操作简单,产品检验效率高,可实现产品的批量高效检测。
附图说明
44.图1为现有技术下慢走丝加工产品的方法示意图;
45.图2为图1的局部放大细节图;
46.图3为采用图1现有方法加工产品后产品远端下垂掉落状态示意图;
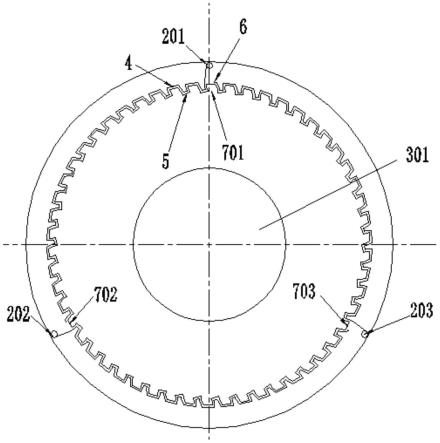
47.图4为本发明慢走丝分段加工产品的结构示意图;
48.图5为图4的放大细节图;
49.图6为使用三坐标检验分度齿盘产品精度的检测示意图;
50.图中:1-支撑板,2-穿丝孔,3-毛坯,301-中心内孔;4-切割路径,5-产品外形,6-切割末端点位,7-工艺头;201-第一穿丝孔,202-第二穿丝孔,203-第三穿丝孔;701-第一工艺头,702-第二工艺头,703-第三工艺头。
具体实施方式
51.下面将结合本发明实施例中的附图4-5,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
52.(如图4、图5所示)慢走丝线切割加工高精度分度齿盘的加工方法,包括如下步骤:
53.步骤s1、备料:加工毛坯3,将毛坯3上下基准面加工平行,并使毛坯3预留的外圆尺寸比所需产品外形5外圆尺寸大35~50mm。具体地,以外圆直径为φ180mm,厚度15mm的毛坯3为例;毛坯3预留的外圆尺寸比所需产品外形5的外圆尺寸大40mm为最优。
54.步骤s2、预制穿丝孔:在毛坯3外圆距离产品外形10~15mm位置加工第一穿丝孔201、第二穿丝孔202、第三穿丝孔203;并使所述第一穿丝孔201、第二穿丝孔202、第三穿丝孔203沿毛坯3外圆径向间隔120
°
均匀分布设置。具体地:步骤s2预制穿丝孔步骤:在毛坯3外圆距离产品外形10mm位置加工第一穿丝孔201、第二穿丝孔202、第三穿丝孔203;使所述第一穿丝孔201、第二穿丝孔202、第三穿丝孔203在φ170mm的圆上做,且穿丝孔直径为3mm。
55.上述实施例中,进一步地:步骤s1和步骤s2之间还包括如下步骤:
56.步骤s101、精车内孔:精车加工毛坯3中心内孔301。其中,本发明步骤s101精车内孔步骤,有效增加产品定位基准,以内孔301为基准定位装夹,为保证产品后续加工尺寸精度提供有效保障。
57.步骤s102、平磨:平磨加工毛坯3上下基准面,保证毛坯3上下基准面平行度。
58.步骤s2预制穿丝孔步骤中:以步骤s101加工得到的中心内孔301为基准,加工均匀分布的第一穿丝孔201、第二穿丝孔202、第三穿丝孔203。即以内孔301为基准定位装夹,为保证产品后续加工尺寸精度提供有效保障。
59.步骤s3、分段慢走丝加工:编制慢走丝加工程序,将产品外形5外圆周加工切割路径分为均匀等长的三段,加工程序分三段加工,每段加工程序切割起始点分别为第一穿丝孔201、第二穿丝孔202、第三穿丝孔203;每段加工程序切割结束点位6距离下一个穿孔8~12mm;优选10mm。三段加工切割完毕后得到的产品分别留有第一工艺头701,第二工艺头702,第三工艺头703与毛坯3相连不断开。
60.上述实施例中,进一步地:步骤s3分段慢走丝加工步骤中,以毛坯3端面和毛坯3具有的中心内孔301为基准对毛坯3分段加工。具体地:将毛坯3外部预留外圆部位压装在慢走丝加工平台上,并用千分表在毛坯3端面找平;找平后,将丝线穿过中心内孔301,采用机床编程找正圆心位置(0,0),实现产品的中心定位装夹。
61.可见,本发明预制三个均匀分布的穿丝孔,采用分段慢走丝,分三段加工的方法加
工预制产品,产品始终未与毛坯分离,产品与毛坯三个连接点的预留工艺头均匀分布于产品圆周上,产品受重力影响变形小,尤其产品不会掉落;加之产品在切割时,丝线与产品垂直度好,满足产品高精度加工需求。
62.上述实施例中,进一步地:步骤s2和步骤s3之间还包括如下步骤:
63.步骤s201、热处理:对步骤s2预制穿丝孔后的毛坯3进行热处理加工。本发明步骤s201热处理步骤,用于有效提高产品硬度,为产品精加工以及产品防变形奠定基础。
64.步骤s202、平磨:对步骤s201热处理后的毛坯3进行两次平磨加工:第一次平磨加工,用于去除热处理后毛坯3的表面黑皮;第二次平磨加工,用于保证毛坯3上下基准面的平行度。
65.步骤s203、去应力:消除平磨步骤s202后毛坯3的残余内应力。
66.上述实施例中,进一步地:步骤s201的热处理工艺包括淬火加回火处理,且步骤如下:
67.s2011、采用空气加热炉,设置温度为850℃
±
10℃,将毛坯3放入炉内,随炉升温,保温0.7~1h;
68.s2012、升温完成后,采用深冷炉,设置温度为-60℃~-80℃,将毛坯3放入炉内,随炉降温冷处理,并保温2~4h;以进一步提高硬度和防止产品在使用过程中因残余奥氏体的分解而引起变形。
69.s2013、深冷炉冷处理完成后,将毛坯3自然冷却恢复至室温,并在4h内再进行一次回火,即采用空气加热炉,设置温度为150℃
±
10℃,将毛坯3放入炉内,随炉升温,保温5~10h。
70.可见,对毛坯3进行淬火加回火处理,赋予毛坯3高硬度、高耐磨性,保持良好的力学性能,减少产品变形;即经步骤s201的热处理后,产品可以保持尺寸长期稳定性,硬度高且耐磨。
71.因此,采用本发明的热处理方法,产品可以保持尺寸长期稳定性,硬度高且耐磨,可有效提升产品质量,具有保证产品质量稳定可靠性的优势。
72.上述实施例中,进一步地:步骤s203去应力工艺,对平磨后毛坯3采用回火工艺以消除毛坯3内部残余内应力,减少慢走丝加工后毛坯3的变形,包括如下步骤:
73.步骤s2031、采用空气炉或烘箱,将毛坯3放入炉体内部,设置温度为180℃
±
10℃,保温2h;
74.步骤s2032、保温完成后,将空气炉或烘箱温度降低为120℃
±
10℃,保温10h。
75.可见,本发明去应力方法,可大幅度去除产品经机械加工、变形加工、热处理后的残余应力,减小产品变形、开裂倾向,避免产品在慢走丝加工后再产生不应有的变形,该方法操作简单、可批量进行,具有高效、可靠的优势和目的。
76.步骤s4、多次修切:编制修切程序,按修切程序对应第一穿丝孔201、第二穿丝孔202、第三穿丝孔203分三段对产品多次修切加工。即沿用一次主切,多次修切的方法加工产品外形。
77.步骤s5、切断工艺头:编制切断程序,对第一工艺头701,第二工艺头702,第三工艺头703进行切断加工,得到与毛坯3废料分离的所需产品外形5。
78.步骤s6、外圆磨除工艺头:对步骤s5得到的产品外形5外圆进行磨削加工,保证产
品外形5被切除的第一工艺头701,第二工艺头702,第三工艺头703的切断部位光洁度满足合格产品工艺要求。
79.上述实施例中,进一步地:步骤s6之后还包括如下步骤:s7、检验:使用三坐标检验制得的分度齿盘产品的精度。
80.进一步地:用三坐标检验制得的分度齿盘产品齿距分布精度的方法,包括如下步骤:
81.步骤s701、擦拭分度齿盘产品表面及齿部,确保产品检测精度不受影响。
82.步骤s702、测量中心内孔301,并以中心内孔301圆心为坐标基准(0,0)。
83.步骤s703、测量齿分布精度:在每个齿面顶端采集点,以每个齿面顶端采集点与中心内孔301圆心坐标(0,0)连线构造测量理论直线。
84.(结合图6)步骤s704、用三坐标软件测量每个相邻测量理论直线之间的夹角度数θi(i=1、2、3
……
),将θi(i=1、2、3
……
)与理论夹角度数θ0(θ0=360
°
/齿数)进行比对,误差值不大于10
″
即为合格。
85.可见,本发明采用通用三坐标测量方式,不需要二次开发或定制特殊工装,一次测量程序编程后可重复测量,操作简单,产品检验效率高,可实现产品的批量高效检测。
86.本发明的工作原理为:本发明利用分段程序、分段加工的原理,保证产品在加工过程中不会因为切割外形后产品内部悬空,避免产品向空心处倾斜,避免产品倾斜导致的齿距误差累积在方法头处问题的出现,因此产品误差小,效保证产品精度。不仅如此,本发明利用慢走丝加工,产品装夹稳定,一次成型,减少了利用五轴加工时旋转带来的误差。本发明利用慢走丝编程加工,其加工的齿形完全与设计齿形一致,降低了利用成型刀具加工时刀具磨损造成的齿形误差。本发明利用慢走丝加工,其编程和加工通用性高,成本远低于五轴加工中心和定制成型刀具。再者,采用本发明步骤,新增内孔步骤有效增加产品定位基准,为保证产品后续加工尺寸精度提供有效保障;本发明步骤s201热处理步骤,有效提高产品硬度,为产品精加工以及产品防变形奠定基础。本发明的热处理方法,大幅提高钢的强度、硬度、耐磨性和疲劳强度以及韧性等,可以满足高精度分度齿盘的高性能、高寿命要求,且操作方法简单、可靠,成本低,满足大批量生产需求。本发明步骤s203去应力方法,可大幅度去除产品经机械加工、变形加工、热处理后的残余应力,减小产品变形、开裂倾向,避免产品在慢走丝加工后再产生不应有的变形,该方法操作简单、可批量进行,具有高效、可靠的优势和目的。结合本发明采用通用三坐标测量方式,不需要二次开发或定制特殊工装,一次测量程序编程后可重复测量,操作简单,产品检验效率高,可实现产品的批量高效检测。
87.综上所述,本发明解决了锥齿轮加工所需分度齿盘产品如何高精度、高效、可靠加工的技术问题。本发明方法简单,容易实现,满足高精度要求,加工得到的产品质量一致性优良;该方法经济实用,高效可靠,适合推广。
88.本说明书中的各个实施例均采用相关的方式描述,各个实施例之间相同相似的部分互相参见即可,每个实施例重点说明的都是与其他实施例的不同之处。
89.以上所述仅为本发明的较佳实施例而已,并非用于限定本发明的保护范围。凡在本发明的精神和原则之内所作的任何修改、等同替换、改进等,均包含在本发明的保护范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1