一种循环式激光焊接设备的制作方法
1.本发明涉及激光焊接技术领域,更具体地说,本发明涉及一种循环式激光焊接设备。
背景技术:
2.激光焊接使用高能激光脉冲在小范围内局部回执材料,激光辐射的能量通过热传导扩散到材料中,使材料熔化形成特定的溶池,进而达到焊接的目的,激光焊接采用非接触式的焊接方式,满足洁净环保要求,能量来自激光,与工件没有物理接触,不会对工件施加力,焊接速度快速,焊缝平整美观,焊接后无需处理或简单处理即可,焊缝质量高,无气孔,可精确控制,聚焦光斑小,易于实现自动化。
3.如图7所示的托板100和连接板200,将多个连接板200成一排地焊接在托板100上形成支撑架,该种类型的支架多在汽车、线缆等行业,可用作设备安装或者支撑使用,在焊接时,将连接板200放置在托板100上,然后依次在两侧的接触位置依次进行焊接。目前该种装备的焊接是人工或焊接设备焊接,但是也只能一个一个进行焊接,若连接板200的数量较多,则较为花费时间。
技术实现要素:
4.为了克服现有技术的上述缺陷,本发明提供一种循环式激光焊接设备,解决的技术问题是如何自动化同时焊接多个连接板到托板上。
5.为实现上述目的,本发明提供如下技术方案:
6.一种循环式激光焊接设备,用于焊接托板和成一排放置的连接板,包括机架和驱动部件一,机架上相对地设置有两个皮带轮,两个皮带轮之间通过传动皮带进行传动,驱动部件一用于驱动皮带轮转动;
7.两个皮带轮之间设置有工作台,工作台的一侧设置有移动架,移动架的下端与工作台之间的位置设置有移动控制组件,传动皮带传动时,移动控制组件的其中一端压在传动皮带内侧壁的其中一侧,从而移动控制组件可以与传动皮带一起移动,移动架随着移动控制组件一起移动,通过改变移动控制组件压在传动皮带内侧壁的左侧或右侧来改变移动架移动的方向,移动架的上端安装有用于焊接托板和连接板的焊枪;
8.还包括在移动架移动到工作台的两端时用于使焊枪转动到连接板另一侧进行焊接的旋转驱动组件。
9.优选的,移动控制组件包括压杆,工作台的底部固定安装有长板,长板上开设有滑槽,压杆插在滑槽上,压杆的中部固定连接有活动架,活动架将长板活动夹持住,移动架上安装有驱动部件二,驱动部件二的输出端与活动架固定安装,驱动部件二通过推动活动架使压杆的端部压在传动皮带的内侧壁上并且活动架可以带动工作台在垂直于移动架移动的方向上移动。
10.优选的,压杆的两端均固定安装有压块。
11.优选的,旋转驱动组件包括转动安装在移动架上端的齿轮以及安装在工作台两端的齿条,焊枪安装在齿轮上并可随齿轮一起转动,齿轮与齿条相互啮合时通过工作台的移动使齿轮和焊枪发生转动。
12.优选的,焊枪转动到连接板另一侧进行焊接时的旋转角度为180
°
。
13.优选的,移动架的底部安装有滚珠,机架上安装有供滚珠在其内部滑动的滑道。
14.优选的,工作台上开设有内陷的放置区,放置区一侧具有开口。
15.优选的,机架上安装有导向杆一和导向杆二,移动架沿着导向杆一滑动,工作台沿着导向杆二滑动。
16.本发明的技术效果和优点:
17.1.本发明通过皮带轮的设置,一方面可以使移动架移动通过焊枪进行焊接,另一方面可以通过移动控制组件改变与传动皮带相接触抵压的侧壁可以控制焊枪移动的方向,以使焊枪进行两侧的循环焊接,通过旋转驱动组件的设置,能够使移动架在移动到工作台的端部时,使焊枪转动180
°
,从而可以使焊枪的焊枪头对准托板和连接板相接触的缝隙,以方便进行焊接。
18.2.本发明通过焊枪的两侧循环移动实现对托板和多个连接板的焊接操作,从而不需要对连接板一个一个地焊接,能够大幅提高焊接的效率。
附图说明
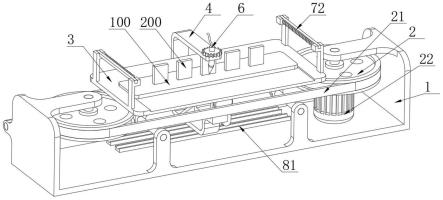
19.图1为本发明的整体结构示意图。
20.图2为本发明的剖视图。
21.图3为本发明的俯视图。
22.图4为本发明的局部结构示意图的侧位图一。
23.图5为本发明图4的侧位图二。
24.图6为本发明图4的局部结构示意图。
25.图7为本发明托板和连接板焊接的示意图。
26.附图标记为:
27.1、机架;11、导向杆一;12、导向杆二;2、皮带轮;21、传动皮带;22、驱动部件一;3、工作台;31、长板;311、滑槽;32、放置区;4、移动架;5、移动控制组件;51、压杆;52、活动架;53、驱动部件二;54、压块;6、焊枪;7、旋转驱动组件;71、齿轮;72、齿条;8、滚珠;81、滑道;100、托板;200、连接板。
具体实施方式
28.现在将参考附图更全面地描述示例实施方式。然而,示例实施方式能够以多种形式实施,且不应被理解为限于在此阐述的范例;相反,提供这些示例实施方式使得本公开的描述将更加全面和完整,并将示例实施方式的构思全面地传达给本领域的技术人员。附图仅为本公开的示意性图解,并非一定是按比例绘制。图中相同的附图标记表示相同或类似的部分,因而将省略对它们的重复描述。
29.此外,所描述的特征、结构或特性可以以任何合适的方式结合在一个或更多示例实施方式中。在下面的描述中,提供许多具体细节从而给出对本公开的示例实施方式的充
分理解。然而,本领域技术人员将意识到,可以实践本公开的技术方案而省略所述特定细节中的一个或更多,或者可以采用其它的方法、组元、步骤等。在其它情况下,不详细示出或描述公知结构、方法、实现或者操作以避免喧宾夺主而使得本公开的各方面变得模糊。
30.实施例
31.如图1至图7所示,本实施例提供一种循环式激光焊接设备,用于焊接托板100和成一排放置的连接板200,包括机架1和驱动部件一22,机架1上相对地设置有两个皮带轮2,两个皮带轮2之间通过传动皮带21进行传动,驱动部件一22用于驱动皮带轮2转动,两个皮带轮2均通过转轴与机架1连接,驱动部件一22使用旋转驱动装置,如伺服电机,将其安装在其中一个皮带轮2的下方;
32.两个皮带轮2之间设置有工作台3,工作台3的一侧设置有移动架4,移动架4的下端与工作台3之间的位置设置有移动控制组件5,传动皮带21传动时,移动控制组件5的其中一端压在传动皮带21内侧壁的其中一侧,从而移动控制组件5可以与传动皮带21一起移动,移动架4随着移动控制组件5一起移动,通过改变移动控制组件5压在传动皮带21内侧壁的左侧或右侧来改变移动架4移动的方向,移动架4的上端安装有用于焊接托板100和连接板200的焊枪6;
33.在本实施例中,移动控制组件5包括压杆51,工作台3的底部固定安装有长板31,长板31上开设有滑槽311,压杆51插在滑槽311上,压杆51的中部固定连接有活动架52,活动架52将长板31活动夹持住,移动架4上安装有驱动部件二53,驱动部件二53的输出端与活动架52固定安装,驱动部件二53通过推动活动架52使压杆51的端部压在传动皮带21的内侧壁上并且活动架52可以带动工作台3在垂直于移动架4移动的方向上移动。如图3所示,移动架4在两个皮带轮2之间横向来回移动,而工作台3则在两个皮带轮2之间竖向移动。具体地,如图5所示,驱动部件二53使用直线驱动装置,如气缸,为了使压杆51能够与传动皮带21压得紧密,在压杆51的两端均固定安装压块54,压块54可以使用摩擦块。在图5的状态中,压杆51的一个端部的压块54已经与传动皮带21压合,此时,移动控制组件5和移动架4将可以随着传动皮带21一起移动。当移动架4移动到工作台3的端部后,驱动部件二53伸出,通过推动活动架52来带动压杆51移动,使压杆51另一端的压块54压在传动皮带21另一侧的侧壁上,活动架52还可以通过被夹持的长板31来带动工作台3移动,此时,移动控制组件5和移动架4可以随着传动皮带21一起反向移动。如图1所示,移动架4上安装的焊枪6在移动架4移动的过程中,对托板100和连接板200进行焊接操作,往复循环移动一个来回,即可以完成一次焊接操作。
34.在本实施例中,连接板200置于托板100的上方,焊枪6的焊枪头需要倾斜设置,故而在焊枪6从工作台3的一端移动到另一端后,需要进行旋转才可以焊接另一侧,旋转角度为180
°
,故而本实施例在移动架4移动到工作台3的两端时设置了用于使焊枪6转动到连接板200另一侧进行焊接的旋转驱动组件7。具体地,旋转驱动组件7包括转动安装在移动架4上端的齿轮71以及安装在工作台3两端的齿条72,焊枪6安装在齿轮71上并可随齿轮71一起转动,齿轮71与齿条72相互啮合时通过工作台3的移动使齿轮71和焊枪6发生转动。在移动架4移动到工作台3的两端时,通过移动控制组件5来改变移动方向,此时还可以带动工作台3移动,也即当齿轮71与齿条72啮合时来完成这一过程,不仅能够改变移动方向,而且能够使焊枪6转动180
°
。
35.在本实施例中,为了提高移动架4移动时的稳定性,在移动架4的底部安装有滚珠8,机架1上安装有供滚珠8在其内部滑动的滑道81,机架1上安装有导向杆一11,移动架4沿着导向杆一11滑动。
36.在本实施例中,为了提高工作台3移动时的稳定性,机架1上安装有导向杆二12,工作台3沿着导向杆二12滑动。
37.在本实施例中,为了能够方便放置和定位托板100,在工作台3上开设有内陷的放置区32,放置区32一侧具有开口。从开口处将托板100放置在放置区32内。
38.工作原理:
39.(1)首先将托板100放置在放置区32内,再将多个连接板200排成如图1所示的一横排,初始时,焊枪6位于工作台3的一端,并且压杆51的其中一端通过压块54与传动皮带21的其中一侧相接触抵压。
40.(2)开始焊接时,驱动部件一22带动两个皮带轮2转动起来,传动皮带21进行两个皮带轮2之间的传动,从而移动架4和移动控制组件5一起与传动皮带21一起移动,焊枪6对托板100和连接板200接触的一侧进行焊接,如图3所示的方向,移动架4向右侧移动,当移动架4移动到工作台3的端部时,托板100和连接板200接触的一侧焊接完成。
41.(3)当齿轮71与右侧的齿条72相啮合时,皮带轮2停止转动,驱动部件二53推动活动架52,以带动压杆51移动,使压杆51的另一端通过压块54与传动皮带21的另一侧相接触抵压,同时,活动架52还通过长板31带动工作台3移动,工作台3则带动齿条72移动,齿条72带动齿轮71转动,从而可以使焊枪6转动180
°
。
42.(4)皮带轮2再次开始转动,此时,如图3所示的方向,移动架4从右向左移动,对托板100和连接板200接触的另一侧进行焊接,当移动架4移动到最左侧时,焊接完成。
43.(5)与上述(3)同理,使压杆51的一端通过压块54与传动皮带21的一侧相接触抵压,使焊枪6转动180
°
,以准备一下次的焊接。
44.本发明通过皮带轮2的设置,一方面可以使移动架4移动通过焊枪6进行焊接,另一方面可以通过移动控制组件5改变与传动皮带21相接触抵压的侧壁可以控制焊枪6移动的方向,以使焊枪6进行两侧的循环焊接,通过旋转驱动组件7的设置,能够使移动架4在移动到工作台3的端部时,使焊枪6转动180
°
,从而可以使焊枪6的焊枪头对准托板100和连接板200相接触的缝隙,以方便进行焊接。本发明通过焊枪6的两侧循环移动实现对托板100和多个连接板200的焊接操作,从而不需要对连接板200一个一个地焊接,能够大幅提高焊接的效率。
45.最后应说明的几点是:首先,在本技术的描述中,需要说明的是,除非另有规定和限定,术语“安装”、“相连”、“连接”应做广义理解,可以是机械连接或电连接,也可以是两个元件内部的连通,可以是直接相连,“上”、“下”、“左”、“右”等仅用于表示相对位置关系,当被描述对象的绝对位置改变,则相对位置关系可能发生改变;
46.其次:本发明公开实施例附图中,只涉及到与本公开实施例涉及到的结构,其他结构可参考通常设计,在不冲突情况下,本发明同一实施例及不同实施例可以相互组合;
47.最后:以上所述仅为本发明的优选实施例而已,并不用于限制本发明,凡在本发明的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1