一种柴油发动机长油腔道加工方法与流程
1.本发明涉及机械加工技术领域,尤其涉及一种柴油发动机长油腔道加工方法。
背景技术:
2.船舶柴油发动机架因为结构的需求,存在多处孔深且交错的油腔道孔来分布润滑曲轴和凸轮轴传动核心部件,油腔道孔传统工艺方法是用铸造孔方式或专机加工孔方式来实现。
3.铸造孔方式因部分油腔道孔模具砂芯操作不便,且浇注过程中铸件极其容易产生夹渣、气孔或疏松等铸件缺陷导致柴油发动机架大型铸件报废,单件铸件报废价格10-40万元,成本浪费极其高昂。
4.专机加工方式加工长油腔孔,虽然满足了精度和装配要求,但对场地及设备有了新要求,增加投资成本,同时需要做到多工序转移,加工效率低,交付周期长,仅仅适合零件大批量生产,生产柔性制造性差。
5.随着加工技术的不断发展,国内外针对此类型的孔采用专用刀具内排屑的方式来进行加工,但此刀具对于设备的内冷却压力要求有较大的压力,不能做到在经济上适用、且易于推行的加工方法。且在加工过程中,铁屑也会进入到附近交错的油腔道孔中,无法排出来,导致产品加工质量不合格。
技术实现要素:
6.本发明的目的在于提供一种柴油发动机长油腔道加工方法,以解决上述背景技术中遇到的问题。
7.为实现上述目的,本发明的技术方案如下:
8.一种柴油发动机长油腔道加工方法,包括以下步骤:
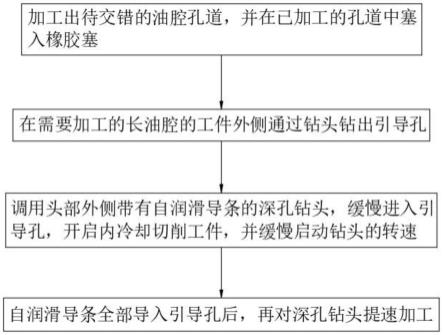
9.步骤一、加工出待交错贯通的油腔孔道,并在已加工的孔道中塞入橡胶柱塞;所述橡胶柱塞为外壁带有密封圈的橡胶条。
10.步骤二、在需要加工的长油腔的工件外侧通过钻头钻出引导孔;所述引导孔的深度尺寸是深孔钻头主干直径尺寸的2-3倍。
11.步骤三、调用头部外侧带有自润滑导条的深孔钻头,缓慢进入引导孔,开启内冷却切削工件,并缓慢启动钻头的转速;
12.作为一种优选的方案,所述深孔钻头的头部两侧设有自润滑导条;所述自润滑导条采用含有石墨的硬质合金材料制成;所述带有自润滑导条的深孔钻头与钻头的主干为可拆卸结构。
13.步骤四、自润滑导条全部导入引导孔后,再对深孔钻头提速加工。
14.与现有技术相比,本发明的有益效果是:本方法在长钻头增加自润滑超硬材料制作的导向条以及数个橡胶柱塞阻塞固持交错相贯的孔道来实现长油腔道的加工过程,此时,在数控机床加工工艺仅用2支钻头刀具和辅助橡胶柱塞来加工,在通用数控机床用即可
完成操作,无需专用设备,提高的加工的效率,极大的降低工序周转时间及制造成本。
附图说明
15.参照附图来说明本发明的公开内容。应当了解,附图仅仅用于说明目的,而并非意在对本发明的保护范围构成限制。在附图中,相同的附图标记用于指代相同的部件。其中:
16.图1为本发明流程示意图;
17.图2为本发明在加工产品时的结构示意图。
具体实施方式
18.为了使本发明实现的技术手段、创作特征、达成目的与功效易于明白了解,现在结合附图对本发明作进一步详细的说明。这些附图均为简化的示意图,仅以示意方式说明本发明的基本结构,因此其仅显示本发明有关的构成。
19.根据本发明的技术方案,在不变更本发明实质精神下,本领域的一般技术人员可以提出可相互替换的多种结构方式以及实现方式。因此,以下具体实施方式以及附图仅是对本发明的技术方案的示例性说明,而不应当视为本发明的全部或者视为对本发明技术方案的限定或限制。
20.下面结合附图和实施例对本发明的技术方案做进一步的详细说明。
21.本项目研发的是长径比超过25倍以上的深油腔道孔的加工方法,钻头直径60mm,长度1600mm,旨在提高加工效率,降低加工车间周转工序环节的制造成本。
22.如图1和图2所示,一种柴油发动机长油腔道加工方法,包括以下步骤:
23.步骤一、加工出待交错贯通的油腔孔道,并在已加工的孔道中塞入橡胶柱塞。以防止在加工中切屑堆积在已加工孔中,并保持刀具内冷却水在加工时的压力不外泄,以保持深孔钻头流道的加工。所述橡胶柱塞为外壁带有密封圈的橡胶条,用于提高塞入油腔孔道后的密封性,在实施时可采用尼龙橡胶柱塞,以圆柱条状的结构塞入已经加工的孔道中,因橡胶具有很好的伸缩性,能够将孔道密封紧密。
24.在油腔交错或相贯处有橡胶柱塞的阻塞,加工中的切屑还是以原来的钻头流道排出,不会因为原来在相贯处有破口而导致的在钻头处堆叠,构成无阻碍流畅加工。
25.步骤二、在需要加工的长油腔的工件外侧通过钻头钻出引导孔。在实施时,可以通过常规通用钻头在孔位置钻出引导孔,引导孔的深度尺寸是深孔钻头主干直径尺寸的2-3倍,以保持良好的引导性。
26.步骤三、调用头部外侧带有自润滑导条的深孔钻头,缓慢进入引导孔,在开始时候,须注意因为重力导致的钻头会下垂,从而导致钻头的位置会低于加工位置。此时应使钻头的两侧为垂直方向,以便于导入至加工孔,在进入到孔口约10mm后,开启内冷却切削工件,并缓慢启动钻头的转速。
27.由于钻头在外侧加装了自润滑的高强度导条,克服了原先钻头没有导向块在加工中会因为自然的重力及加工中的振动影响导致位置会发生偏移,导条可以牢牢固持住钻头在加工中的直线性,不使其在加工中发生偏移。
28.作为一种优选的方案,深孔钻头的头部两侧设有自润滑导条;自润滑导条采用含有石墨的高刚性材料制成,带有自润滑导条的深孔钻头与钻头的主干为可拆卸结构,导条
安装在钻杆的对称两侧,使用内六角螺栓将其固定在钻杆的型腔安装槽内。导条因为其材料耐磨、并且使用时间久后可方便更换,满足加工长腔道精度及长时间加工使用,操作性十分简便,大大降低加工成本。
29.深孔钻头为长度为1600mm的长钻头,深孔钻头的头部两侧由含石墨的自润滑高刚性材料制作而成。自润滑导条为长度160mm、宽度8mm、在安装到钻杆位置后的外径59.97mm,较加工的60mm孔径略小。这样在加工即起到支撑和导向的作用,并且不与钻头直径干涉。
30.步骤四、自润滑导条全部导入引导孔后,再对深孔钻头提速加工。当长油腔道加工完成后,再依次加工其他长油腔道,直至完成所有的长油腔道的加工,包括那些与已经加工的孔道相交错的长油腔道。
31.本方法在长钻头增加自润滑超硬材料制作的导向条以及数个橡胶柱塞阻塞固持交错相贯的孔道来实现长油腔道的加工过程,此时,在数控机床加工工艺仅用2支钻头刀具和辅助橡胶柱塞来加工,在通用数控机床用即可完成操作,无需专用设备及辅助设备极大的提高的加工的效率,极大的降低工序周转时间及制造成本,这对产线无需再安排专用设备加工或者委外专用设备加工提供了极大的工艺便利性。
32.其中,运用了在刀具两侧加装耐磨的导条技术,达到在在加工中对钻头夹持,防止震颤的效果,以解决长深孔中刀具受长径比的影响,钻头刚性不强而导致震颤、钻偏、响声大的问题。
33.其次,通过在已加工面临贯通交错的孔道中,使用侧固加装尼龙材料的阻塞柱塞,使已加工的孔道相贯孔得到全部填充,在加工中切屑不在相贯处堆积且构成内冷却压力也不会减弱的效果,以解决在原加工相贯孔处切屑积压以及切削液减小至无的问题。
34.本方法在同行业长腔道加工中,具有简单易行的可操作性及较低的成本,并且执行起来可操作性极强、加工质量有保证,加工效率比专用设备提高20%,投入成本节约80万。
35.综上所述,本发明着眼于柴油机架在通用设备上一次性加工全部的理念,无需多次转序及增加加工成本,提高加工产品的一次性完工率及减少周转工序等环节,提高产品加工效率,节约了专用设备的投入。仅此项方法即为节约专用设备费用约90万和相应配套设施投入约10万,本方法可广泛用于大型柴油发动机架的加工,市场前景广阔且极易于推广。
36.需要说明的是,在本文中,术语“包括”、“包含”或者其任何其他变体意在涵盖非排他性的包含,从而使得包括一系列要素的过程、方法、物品或者设备不仅包括那些要素,而且还包括没有明确列出的其他要素,或者是还包括为这种过程、方法、物品或者设备所固有的要素。这些未公开的要素,均属于本领域的技术人员能够获知的现有技术。
37.以上所述的具体实施方式,对本发明的目的、技术方案和有益效果进行了进一步详细说明,所应理解的是,以上所述仅为本发明的具体实施方式,并不用于限定本发明保护范围,凡在本发明的精神和原则之内,所做的任何修改、等同替换、改进等,均应含在本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1