一种站用厚壁瓶式容器旋压收口成型系统及其成型方法与流程
1.本发明涉及金属制品加工成型技术领域,特别是涉及一种站用厚壁瓶式容器旋压收口成型系统及其成型方法。
背景技术:
2.进入21世纪以后,国家加快了气体燃料的推广,加气站的数量也越来越多。加气站内储气设备,从小瓶组到小球罐,再到储气井和大容积瓶式容器组。由于小气瓶组漏点多、小球罐造价高等弊端,这两种储气设备基本退出了中国的汽车加气站市场。而大容积瓶式容器组在安装、检验、维修、拆装方面有很大便利性,且这类容器造价较低,得到大量推广。目前无论是按固容规设计制造的瓶式容器,还是按瓶规设计制造的大容积气瓶,都已在天然气加气站得到应用,近年来又在向氢能源领域推广应用。
3.此类大容积瓶式容器和大容积气瓶采用低合金高强度无缝钢管旋压成型,旋压收口成型是其制造的关键工序。目前,汽车加气站用大容积储气瓶外径主要有口成型是其制造的关键工序。目前,汽车加气站用大容积储气瓶外径主要有规格,壁厚从10mm到最厚约25mm,设计压力常规为20mpa,最高可达到25mpa。而若要进一步提高容器气瓶压力和容积率,需要提高其容器筒身即无缝钢管的壁厚,然而厚度增加,则旋压收口成型成为制约其制造的难点。现存旋压设备无法满足,且钢管壁厚增大后封头旋压收口成型工艺难度同步增大。
4.综上,现有技术的缺点如下:
5.1)大于25mm厚壁钢管旋压需要更大的旋压力,目前设备的主电机功率、旋压摆臂液压缸、液压z轴进给推力、液压站主泵功率、主轴缸体承受力等方面均不能满足,导致旋压过程设备逼停。
6.2)钢管壁厚增厚,旋压过程中阻力很大,导致旋压过程钢管难以夹紧而窜动。
7.3)现存设备仅有前端卡爪和尾端尾座卡块夹持,钢管夹持缺少中段支撑,该夹持方式在旋压较长较厚钢管时,钢管高速旋转跳动很大(约10~15mm),会造成旋压过程旋轮与钢管间隙忽大忽小,导致旋压难以成型,勉强成型的封头过渡段有压痕或凸起,钢瓶疲劳次数严重不足,达不到疲劳性能标准要求。
8.5)钢管经过中频加热后,在热旋压过程中温度流失,旋压加工后期钢材热塑性不足,旋压阻力增大伴随着产生变形裂纹风险增大,制约着厚壁旋压成型;
9.6)钢管壁厚增厚,成型工艺难度增大,由于钢管壁厚极厚,旋压变型难度大于金属流动难度,旋压成型筒身与封头过渡处会产生壁厚减薄,导致该处成为承压薄弱环节,降低容器承压能力。
技术实现要素:
10.本发明的目的是提供一种站用厚壁瓶式容器旋压收口成型系统及其成型方法,以解决上述现有技术存在的问题。
11.为实现上述目的,本发明提供了如下方案:
12.本发明提供一种站用厚壁瓶式容器旋压收口成型系统,包括主轴、主电机、卡爪、尾座卡块、旋压收口模块和加热单元,所述主轴由所述主电机控制旋转,所述卡爪位于所述主轴的首端内侧并能够随着所述主轴同步转动,所述卡爪夹持于筒身的首端外周,所述尾座卡块夹持于所述筒身的尾端,所述旋压收口模块包括旋轮、与旋轮相连的摆臂、驱动所述摆臂的旋压摆臂液压缸;其特征在于:所述卡爪尾端连接有拉紧套筒,所述拉紧套筒的尾端通过螺纹连接的主轴锁紧大丝母锁紧,所述主轴尾端的所述筒身的中段上还设置有周向抱紧支撑瓦,所述周向抱紧支撑瓦的内壁弧度与所述筒身外壁吻合,所述周向抱紧支撑瓦的外壁通过支撑杆连接所述主轴;
13.所述加热单元包括分别设置于所述筒身的瓶口处两侧的若干保温枪,所述保温枪枪头的燃烧室外部缠绕有通有循环冷却水的冷却水管。
14.优选地,所述主电机的功率为315kw。
15.优选地,所述旋压摆臂液压缸的缸径为220mm;z轴液压进给推力为607kn;液压站主泵功率为90kw。
16.优选地,所述拉紧套筒为圆筒形结构,所述拉紧套筒前端与所述卡爪采用铰链方式连接,所述拉紧套筒后端与一组液压缸连接;所述卡爪安装于所述主轴内壁上设置的楔形斜轨道内,当所述液压缸收缩时带动所述拉紧套筒向后拉动,所述拉紧套筒拉动所述卡爪向后在楔形斜轨道内滑动,从使所述卡爪内径收缩将所述筒身夹持夹紧。
17.优选地,所述瓶口的一侧设置有7把保温枪,所述瓶口的另一侧设置有6把保温枪。
18.优选地,所述冷却水管为铜管,冷却水由所述铜管一端的冷却水进口进入所述铜管,经过缠绕于所述燃烧室外部的铜管后由所述铜管的另一端的冷却水出口流出。
19.基于上述站用厚壁瓶式容器旋压收口成型系统,本发明还提供了一种站用厚壁瓶式容器旋压收口成型方法:加入从封头至筒身方向进给反旋道次,将筒身与封头过渡处增厚,抵消正常正向旋压导致的筒身与封头过渡处的减薄,保证了旋压封头壁厚从筒身到瓶口逐渐渐变增厚,整个旋压封头无承压薄弱环节。
20.本发明相对于现有技术取得了以下有益技术效果:
21.1.保温枪增加循环冷却水,增强保温枪的耐高温性能,从而可以提高氧气/天然气压力及流量约50%,提高火焰强度约50%;增加旋压过程的保温枪数量,有效延缓热旋压过程钢管温度流失,保证热旋压成型过程较厚钢管的热塑性,减轻设备旋压过程阻力,保证厚壁钢管旋压可持续进行。
22.2.改进卡盘夹紧锁紧方式,保证了厚壁钢管旋压加工过程始终能够加紧不窜动,为厚壁旋压过程稳定性及质量保障奠定基础。
23.3.增加钢管夹持中段支撑,保证钢管高速旋转过程中平稳,控制钢管旋压过程跳动大的问题,解决了因跳动大导致旋压不成型和旋压封头过渡段压痕或凸起的问题,保障产品疲劳性能。
24.4.新设计旋压收口工艺,加入从瓶口至筒身方向进给反旋道次,将筒身与封头过渡处增厚,抵消正常正旋导致的筒身与封头过渡处的减薄,保证了旋压封头壁厚从筒身到瓶口逐渐渐变增厚,整个旋压封头无承压薄弱环节,保证容器极高承压能力。
25.5.通过改进主电机、液压站、液压缸,实现设备能力增强,为厚壁钢管旋压提供硬件支撑。
附图说明
26.为了更清楚地说明本发明实施例或现有技术中的技术方案,下面将对实施例中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
27.图1为本发明中站用厚壁瓶式容器旋压收口成型系统的结构示意图;
28.图2为本发明中保温枪燃烧室内部的结构示意图;
29.图3为本发明中进行站用厚壁瓶式容器旋压收口成型工艺时旋轮与封头的位置示意图;
30.图4为本发明中加工后的封头结构示意图;
31.图中:1-主轴、2-卡爪、3-尾座卡块、4-筒身、5-旋轮、6-拉紧套筒、7-主轴锁紧大丝母、8-周向抱紧支撑瓦、9-支撑杆、10-保温枪、11-燃烧室、12-冷却水管、13-冷却水进口、14-冷却水出口、15-瓶口。
具体实施方式
32.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
33.本发明的目的是提供一种站用厚壁瓶式容器旋压收口成型系统及其成型方法,以解决现有技术存在的问题。
34.为使本发明的上述目的、特征和优点能够更加明显易懂,下面结合附图和具体实施方式对本发明作进一步详细的说明。
35.本实施例中的站用厚壁瓶式容器旋压收口成型系统,如图1所示,包括主轴1、主电机、卡爪2、尾座卡块3、旋压收口模块和加热单元,主轴1由主电机控制旋转,卡爪2位于主轴1的首端内侧并能够随着主轴1同步转动,卡爪2夹持于筒身4的首端外周,尾座卡块3夹持于筒身4的尾端,旋压收口模块包括旋轮5、与旋轮5相连的摆臂、驱动摆臂的旋压摆臂液压缸(图中未示出);
36.卡爪2尾端连接有拉紧套筒6,拉紧套筒6的尾端通过螺纹连接的主轴锁紧大丝母7锁紧,主轴1尾端的筒身4的中段上还设置有周向抱紧支撑瓦8,周向抱紧支撑瓦8的内壁弧度与筒身4外壁吻合,周向抱紧支撑瓦8的外壁通过支撑杆9连接主轴1;
37.加热单元包括分别设置于筒身4的瓶口15处两侧的若干保温枪10,保温枪10枪头的燃烧室11外部缠绕有通有循环冷却水的冷却水管12。
38.本实施例中,为了解决设备逼停问题,进行设备改进,提高设备主电机、液压站功率,并加大加固输出液压缸能力。具体的,主电机的功率为315kw;旋压摆臂液压缸的缸径为220mm;z轴液压进给推力为607kn;液压站主泵功率为90kw;并且将各液压缸体承受力部分机箱墙板加固加厚,并增加加强筋。
39.于本具体实施例中,拉紧套筒6为圆筒形结构,拉紧套筒6前端与卡爪2采用铰链方式连接,拉紧套筒6后端与一组液压缸(图中未示出)连接;卡爪2安装于主轴1内壁上设置的
楔形斜轨道内,当液压缸收缩时带动拉紧套筒6向后拉动,拉紧套筒6拉动卡爪2向后在楔形斜轨道内滑动,从使所述卡爪2内径收缩将筒身4夹持夹紧;卡爪2被拉紧套筒6拉紧后,用增加的主轴锁紧大丝母7机构锁紧,保证了厚壁钢管旋压加工过程始终能够加紧不窜动。
40.于本具体实施例中,瓶口15的一侧设置有7把保温枪10,瓶口15的另一侧设置有6把保温枪10。如图2所示,冷却水管12为铜管,冷却水由铜管一端的冷却水进口13进入铜管,经过缠绕于燃烧室11外部的铜管后由铜管的另一端的冷却水出口14流出。旋压过程的保温枪10增加循环冷却水系统,冷却水通入的铜管缠绕于保温枪10头天然气/氧气混合燃烧室11外,保温枪10枪头耐高温性能大幅提高,在此基础上可以提高氧气/天然气压力及流量约50%,提高火焰强度50%。另外,将保温枪10数量由原来一侧的7把增至两侧共13把。通过上述两方面有效延缓热旋压过程钢管温度流失,保证热旋压成型过程较厚钢管的热塑性,减轻设备旋压过程阻力,实现厚壁钢管封头瓶口旋压成型。
41.为了解决旋压成型筒身与封头过渡处会产生壁厚减薄,导致该处成为承压薄弱环节,降低容器承压能力的问题,基于上述站用厚壁瓶式容器旋压收口成型系统,本实施例还提供了一种站用厚壁瓶式容器旋压收口成型方法,如图3所示,具体方法为:加入从封头至筒身4方向进给反旋道次,将筒身4与封头过渡处增厚,抵消正常正向旋压导致的筒身4与封头过渡处的减薄,保证了旋压封头壁厚从筒身4到瓶口15逐渐渐变增厚,整个旋压封头无承压薄弱环节。
42.以制作直径485mm、壁厚38mm、长度7955mm、容积1000升、设计压力50mpa的站用储氢瓶式容器为例,具体成型方法如下:
43.步骤一:将485
×
38mm 4130x钢管上料于设备中,筒身4前端被卡爪2夹持,卡爪2被拉紧套筒6拉紧后用增加的主轴锁紧大丝母7机构锁紧,保证了厚壁钢管旋压加工过程始终能够加紧不窜动。筒身4尾部被设备尾座卡块3夹持,钢管中段被增加的周向抱紧支撑瓦8夹持支撑,保证钢管高速旋转过程中平稳,控制钢管旋压过程跳动大的问题,解决了因跳动大导致旋压不成型和旋压封头过渡段压痕或凸起的问题。筒身4旋转跳动<1mm;调整旋轮5与筒身4直筒段间隙至1mm,当旋轮5从0
°
摆下角度时,过渡段部分实现管身和封头的圆滑平滑过渡,无凸起和压痕。
44.步骤二:将筒身4伸出卡爪2外露的前端部分采用中频炉加热至1220℃,中频炉退出、旋压收口加工启动,经过增强、增加的13把天然气/氧气保温枪10对筒身4中频加热段进行旋压过程保温补热。保证整个旋压收口加工过程筒身4温度维持在4130x钢材锻造温度较高温度段部分,约1000~1100℃。保证热旋压成型过程较厚钢管的热塑性,减轻设备旋压过程阻力,实现厚壁旋压成型。
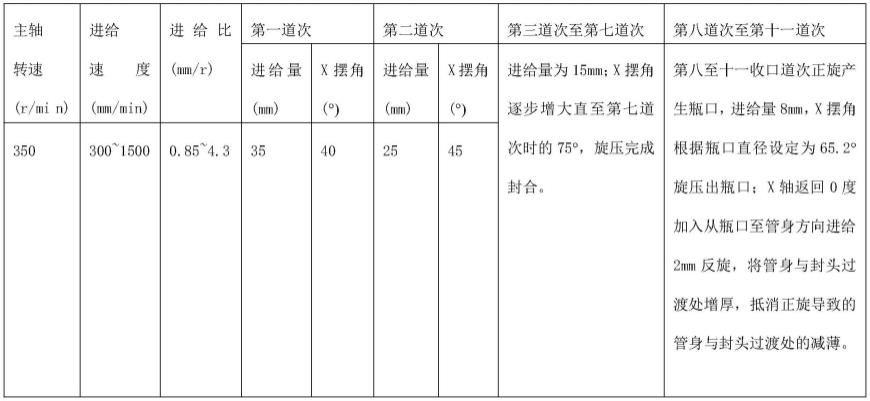
45.步骤三:主轴1带动卡爪2和中段增加的周向抱紧支撑瓦8高速旋转,从而带动筒身4进行旋转,尾座卡块3被动跟随筒身4旋转,筒身4转速350转/分;旋轮5跟随设备摆臂按照编写好的进给速度、z轴进给量、x轴摆角的cnc加工程序,分十一道次完成旋轮5进给和摆动,完成封头及瓶口成型,其中第八、九、十、十一收口道次加入从瓶口15至筒身方向进给反旋,将管身与封头过渡处增厚,抵消正常正旋导致的筒身与封头过渡处的减薄,保证了旋压封头壁厚从筒身到瓶口逐渐渐变增厚,整个旋压封头无承压薄弱环节,保证容器极高承压能力。
46.旋压道次工艺参数如下:
[0047][0048]
如图4所示,旋压成型后,封头壁厚从筒身4到瓶口15方向壁厚38mm
→
38.5
→
39.98
→
41.73
→
43.81
→
45.69
→
48.78
→
51.08
→
55.6渐变增厚。
[0049]
需要说明的是,本实施例中涉及的主轴1、主电机、卡爪2、尾座卡块3、旋压收口模块为常规机构,对其结构原理不做赘述。
[0050]
本发明应用了具体个例对本发明的原理及实施方式进行了阐述,以上实施例的说明只是用于帮助理解本发明的方法及其核心思想;同时,对于本领域的一般技术人员,依据本发明的思想,在具体实施方式及应用范围上均会有改变之处。综上,本说明书内容不应理解为对本发明的限制。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1