一种灯具钣金件成型装置及其加工方法与流程
本发明涉及钣金加工,特别涉及一种灯具钣金件成型装置及其加工方法。
背景技术:
1、钣金是一种针对金属薄板(通常在6mm以下)的综合冷加工工艺,包括剪、冲/切/复合、折、焊接、铆接、拼接、成型(如汽车车身)等,其显著的特征就是同一零件厚度一致,通过钣金工艺加工出的产品叫做钣金件,不同行业所指的钣金件一般不同,多用于组配时的称呼,钣金冲压加工主要包括下料、钳工、抽孔、冲床(冲压弯曲、冲裁、切角、落料等)、折弯等基本工序,适合于冲压加工的钣金材料非常多,其广泛应用于电子电器行业,但传统的钣金件成型装置在钣金件冲压成型过程中会出现以下问题:在加工如图4的灯具壳体本体时,需要加工图4中所示的若干平行加强槽,以增加灯具壳体本体强度,通常将待压壳体放在具有加强槽形状的凹槽的模具上,由于该灯具壳体本体为金属,利用壳体材料的延展性,通过压头压入凹槽使待压壳体成型,导致加强槽部分壳体厚度与其余壳体厚度不一致且更薄,同时加强槽加工时的槽口圆角处撕裂应力较大,导致加强槽的结构强度较低,容易产生金属疲劳,减弱了加强槽的作用,并且对于不同钣金件成型要求的满足度较低,同时冲压结构多采用整体式结构,不便于根据加强槽需求尺寸进行调整。
技术实现思路
1、为解决上述技术问题,本发明提供了一种灯具钣金件成型装置及其加工方法,能够有效解决上述技术问题。
2、为达到上述目的,本发明的技术方案如下:
3、一种灯具钣金件成型装置,包括:
4、机台;
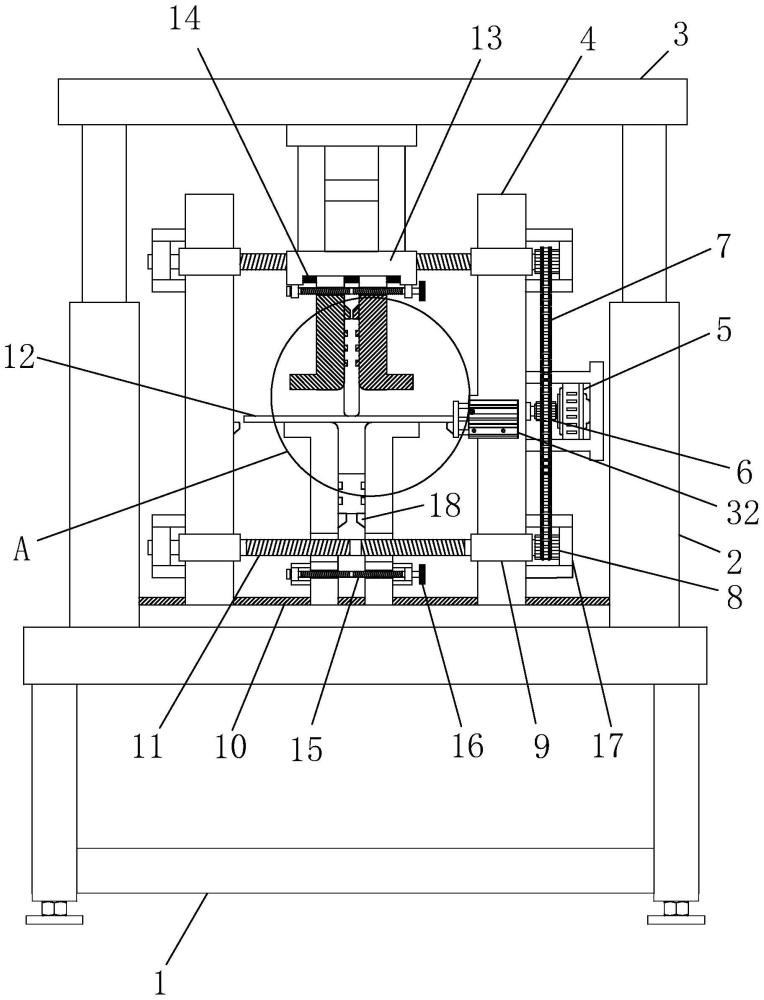
5、承载于所述机台用于下压待压壳体成型的钣金机构,所述钣金机构包括:两组对称设置于所述机台用于放置待压壳体且具有间距的下夹板、可拆卸更换的设置于所述下夹板之间的压座、上下活动式装配于所述机台的承压架、两组对称设置于所述承压架且具有间距的上夹板、可拆卸更换的设置于所述上夹板之间且端部厚度适配于两组下夹板间距的压头、设置于所述上夹板和下夹板且向两外侧延伸的侧压板、以及设置于机台用于驱动压头上下移动的升降组件,所述侧压板的宽度小于待压壳体加强槽的间距;
6、两组承载于所述机台分别用于调节所述上夹板组和下夹板组间距的调节组件;以及,
7、设置于所述钣金机构用于从待压壳体两侧向中间挤压的挤压机构,所述钣金机构设置有用于形成圆角和减小挤压阻力的圆角组件,所述挤压机构设置有调节加强槽位置的换行组件。
8、实现上述技术方案,首先将待压壳体放置于下夹板,通过下夹板及其侧压板支撑及防止倾倒,启动挤压机构及其换行组件使待压壳体待压成型的最左侧的加强槽位于压头下方,再启动升降组件驱动压头下降,当压头接触到待压壳体时,通过驱动组件使两组支撑板靠近,通过驱动组件和换行组件的配合,使两组支撑板靠近的速度和压头下降的速度相匹配,从而待压壳体在被压头挤压至下夹板之间时,待压壳体受挤压机构和圆角组件以低阻力及摩擦形式进入下夹板间距内,形成钣金折弯形成加强槽,避免待压壳体直接受压延展形成加强槽,在槽口圆角处撕裂应力较传统钣金形式更小,能够保持更高的结构强度和厚度均匀性,通过压头将待压壳体压入下夹板的间距内直至抵接到压座,最左侧的加强槽钣金成型,将待压壳体取出放置在下夹板,由于下夹板的侧压板宽度小于各加强槽间距,最左侧的加强槽能够位于下夹板的侧压板外,启动换行组件,刚刚钣金形成的加强槽右侧的下一个待压加强槽位于压头下方,钣金过程挤压过程压出下一加强槽,再重复上述过程能够压出多个加强槽,当需要调节加强槽的宽度时和深度时,启动调节组件扩大上、下夹板组间距,取出原压头和压座并更换待成型加强槽尺寸的压头和压座,通过控制下夹板的间距能够控制加强槽宽度,通过压座顶部和下夹板顶部间距能够控制加强槽的深度。
9、作为本发明的一种优选方案,所述调节组件包括:所述机台的第一导轨、设置于所述承压架的第二导轨、分别转动式装配于所述上夹板和和下夹板的第二双向丝杆、以及连接于所述双向丝杆端部的手轮,所述上夹板和下夹板的两侧分别开设有螺纹连接于所述第二双向丝杆的螺纹槽,所述上夹板和下夹板分别滑动连接于第一导轨和第二导轨。
10、实现上述技术方案,通过手轮转动两组第二双向丝杠,转动第二双向丝杠和上夹板、下夹板的螺纹槽形成螺纹传动,使上夹板组、下夹板组之间在第二导轨上左右滑动靠近或者远离,从而调节控制上、下夹板组的间距,第二导轨为t形导轨。
11、作为本发明的一种优选方案,所述升降组件包括:设置于所述基台的第一伸缩驱动件、连接于所述第一伸缩驱动件动力输出端的升降板,所述承压架连接于所述升降板。
12、实现上述技术方案,启动第一伸缩驱动件带动升降板上下运动,通过升降板和承压架带动上压板上下运动,从而带动压头在压座上方上下运动,承压架和第一双向丝杆无连接关系。
13、作为本发明的一种优选方案,所述挤压机构包括:两组滑动连接于所述第一导轨且位于下夹板两侧的支撑板、分别转动式装配于两组所述支撑板上下两侧的第一双向丝杠、分别嵌设于两组所述支撑板上下两侧且适配于所述第一双向丝杠的螺纹套、以及设置于所述支撑板用于驱动两组第一双向丝杠转动的驱动组件。
14、实现上述技术方案,启动驱动组件驱动第一双向丝杠旋转,第一双向丝杠和两侧支撑板上的螺纹槽形成螺纹传动,带动两组支撑板在第一导轨上左右滑动从而互相靠近或者远离,进而能够控制两组支撑板推动待压壳体的两侧,在压头下压时帮助待压壳体进入下夹板之间。
15、作为本发明的一种优选方案,所述驱动组件包括:设置于所述支撑板的伺服电机、连接于所述伺服电机动力输出轴的主齿轮、两组分别左右活动连接于双向丝杠且能够带动第一双向丝杠旋转的从齿轮、以及啮合于所述从齿轮和主齿轮的链条。
16、实现上述技术方案,启动伺服电机带动主齿轮转动,主齿轮位于两组从齿轮连线的一侧以防止与链条脱离,主齿轮通过链条带动两组从齿轮同步顺时针或者逆时针旋转,从而通过从齿轮带动两组第一双向丝杠同步旋转。
17、作为本发明的一种优选方案,所述圆角组件包括:分别设置于所述上夹板和下夹板端部内侧的第一圆角、开设于所述压头底部两侧的第二圆角。
18、实现上述技术方案,下夹板的第一圆角在能够减小待压壳体在挤压机构和压头的推动下、滑动进入下夹板间距的阻力,能够减少待压壳体的刮擦和便于安装压座,上夹板的第一圆角便于安装压头,压头底部的圆角能够便于将待压壳体压弯,避免棱角造成压痕或者压强过大造成压伤,同时在钣金成型时能够使待压壳体贴合压成加强槽的加工圆角。
19、作为本发明的一种优选方案,所述换行组件包括:嵌设于所述支撑板的第二伸缩驱动件、连接于所述第二伸缩驱动件动力输出端的推板、设置于所述推板且高度与下夹板高度相等的校直座、以及开设于所述校直座靠近下夹板一侧的第三圆角。
20、实现上述技术方案,启动第二伸缩驱动件推动推板,推动时通过第三圆角将待压壳体导向进入较直座,从而使待压壳体保持水平,继续推动使待成型加强槽位于压头下方,第二伸缩驱动件伸出距离越长,待压壳体所成型的加强槽位置越靠右。
21、作为本发明的一种优选方案,两组所述上夹板的内侧设置有推动座,所述上夹板和下夹板的内侧设置有若干定位承载块,所述压头的顶端抵接于所述推动座且两侧开设有适配于定位承载块的卡槽,所述两组所述下夹板的内侧设置有承载座,所述压座的底端抵接于承载座且两侧开设有适配于定位承载块的卡槽。
22、实现上述技术方案,通过调节组件调节上、下夹板组的间距,使压头、压座的卡槽脱离定位承载块,从而能够取出并更换压头和压座,推动座和压头处的定位承载块共同提供压头的下压推力支持,承载座和压座处的定位承载块共同提供压座的承重力支持。
23、作为本发明的一种优选方案,所述从齿轮的内圈设置有若干滑条、开设于所述第一双向丝杠开设且滑动连接于所述滑条的滑槽、以及嵌设于所述滑条且滚动连接于滑条和滑槽的滚珠。
24、实现上述技术方案,通过设置的滑槽和滑条配合,从齿轮能够在第一双向丝杠上左右滑动,支撑板在第一双向丝杠两端处设置有固定架,固定架设置有轴承套接于从齿轮,能够防止从齿轮向外侧偏离同时不影响从齿轮转动,并且第一双向丝杠能够从轴承穿过,相应的,在第二双向丝杠两侧也可设置固定架和对应的轴承套接于第二双向丝杠,以便于第二双向丝杠的转动且不脱离压板。
25、一种灯具钣金件成型装置的加工方法,包括:
26、步骤一:将待压壳体放置于下夹板,通过下夹板及其侧压板支撑及防止倾倒,启动换行组件使待压壳体待压成型最左侧的加强槽位于压头下方;
27、步骤二:启动升降组件驱动压头下降,当压头接触到待压壳体时,通过伺服电机驱动从齿轮旋转,从齿轮带动第一双向丝杠转动并和螺纹套形成螺纹传动使两组支撑靠近,通过伺服电机和第一伸缩驱动件的配合,使两组支撑板靠近的速度和压头下降的速度相匹配,通过压头将待压壳体压入下夹板的间距内直至抵接到压座,最左侧的加强槽钣金成型;
28、步骤三:将待压壳体取出放置在下夹板,使步骤二的加强槽位于下夹板的侧压板外,启动第二伸缩驱动件,使步骤二压出加强槽右侧的待压加强槽位于压头下方,重复步骤二压出下一加强槽;
29、步骤四:需要调节加强槽的宽度时和深度时,启动调节组件,通过第二双向丝杠扩大上、下夹板间距,取出原压头和压座并更换待成型加强槽尺寸的压头和压座。
30、综上所述,本发明具有如下有益效果:
31、本发明通过提供一种灯具钣金件成型装置及其加工方法,将待压壳体放置于下夹板,通过下夹板及其侧压板支撑及防止倾倒,启动挤压机构及其换行组件使待压壳体待压成型的最左侧的加强槽位于压头下方,再启动升降组件驱动压头下降,当压头接触到待压壳体时,通过驱动组件使两组支撑板靠近,通过驱动组件和换行组件的配合,使两组支撑板靠近的速度和压头下降的速度相匹配,从而待压壳体在被压头挤压至下夹板之间时,待压壳体受挤压机构和圆角组件以低阻力及摩擦形式进入下夹板间距内,形成钣金折弯形成加强槽,避免待压壳体直接受压延展形成加强槽,在槽口圆角处撕裂应力较传统钣金形式更小,能够保持更高的结构强度和厚度均匀性,不易产生金属疲劳,通过压头将待压壳体压入下夹板的间距内直至抵接到压座,最左侧的加强槽钣金成型,将待压壳体取出放置在下夹板,由于下夹板的侧压板宽度小于各加强槽间距,最左侧的加强槽能够位于下夹板的侧压板外,启动换行组件,刚刚钣金形成的加强槽右侧的下一个待压加强槽位于压头下方,钣金过程挤压过程压出下一加强槽,再重复上述过程能够压出多个加强槽,当需要调节加强槽的宽度时和深度时,启动调节组件扩大上、下夹板组间距,取出原压头和压座并更换待成型加强槽尺寸的压头和压座,通过控制下夹板的间距能够控制加强槽宽度,通过压座顶部和下夹板顶部间距能够控制加强槽的深度,从而能够钣金成型不同尺寸的加强槽。
- 还没有人留言评论。精彩留言会获得点赞!