确定管道焊接焊枪摆动方向的方法和系统与流程
本技术涉及管道焊接,特别涉及一种确定管道焊接焊枪摆动方向的方法和系统。
背景技术:
1、随着科技的发展,在对管道进行焊接时,通常会应用自动化焊接设备或半自动化焊接设备。
2、在对管道进行焊接时,由于管道的直径和壁厚较大,通常需要先在管道两端的管口处开坡口,然后,将两个管道的坡口相对并进行焊接。在焊接的过程中,焊枪既需要沿管道圆周方向进行旋转,又需要沿管道的轴线方向进行摆动,以使两个管道的坡口处于熔融状态,从而,完成对两个管道之间的焊接。相关技术中,在对管道进行焊接时,通常需要技术人员通过显示设备实时观测焊枪旋转的角度、以及焊枪与坡口侧壁之间的距离,然后,通过遥控设备控制焊枪的摆动方向以完成焊接工作。
3、一方面,人眼观测所能达到的精度是有限的,焊接精度的提高受到限制;另一方面,管道的直径通常比较大,焊接一次所需的时间比较久,使得技术人员的工作强度比较大,容易引发视觉疲劳,从而造成焊接误差,进而导致焊接精度低。
技术实现思路
1、本技术实施例提供了一种确定管道焊接焊枪摆动方向的方法和系统,能够解决相关技术中焊接精度低的问题。技术方案如下:
2、第一方面,提供了一种确定管道焊接焊枪摆动方向的方法,所述方法应用于确定管道焊接焊枪摆动方向的系统,所述系统包括:电流传感器、电压传感器、角度传感器、控制器、以及焊枪运动机构,其中,所述焊枪运动机构安装有焊枪;
3、所述方法包括:
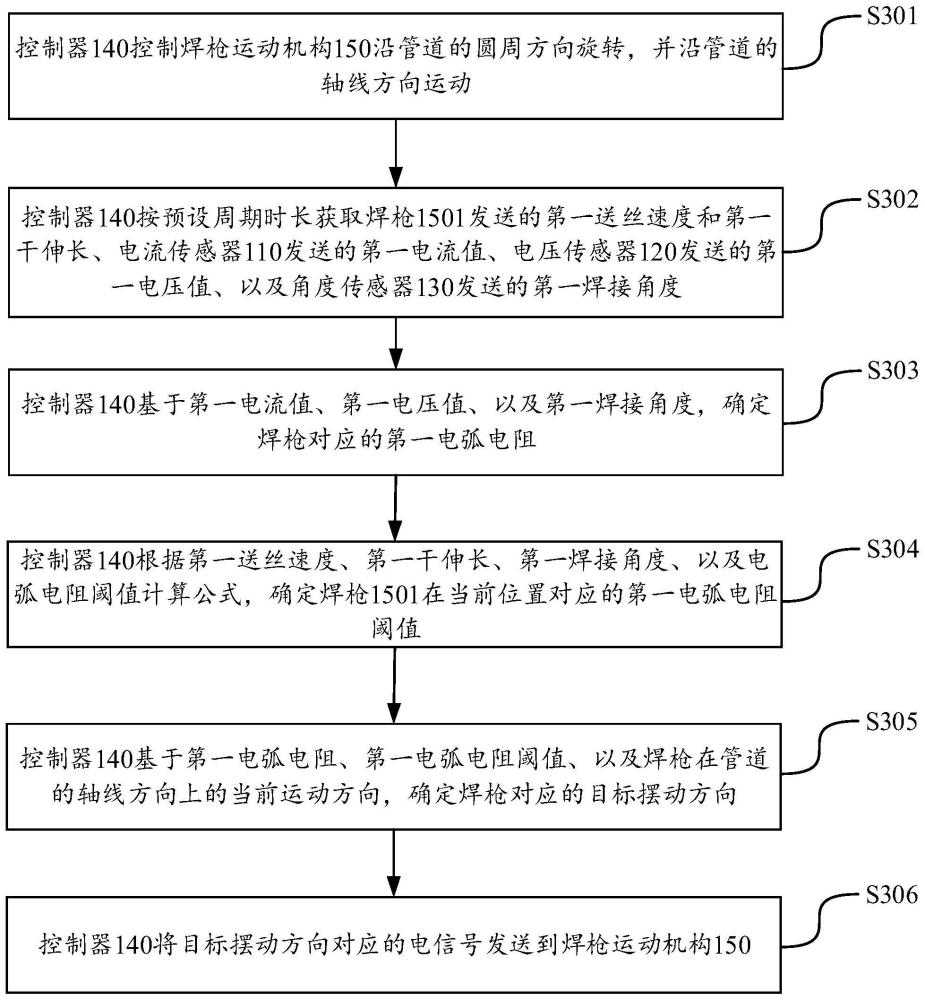
4、所述控制器控制所述焊枪运动机构沿管道的圆周方向旋转,并沿所述管道的轴线方向运动;
5、所述控制器按预设周期时长获取所述焊枪发送的第一送丝速度和第一干伸长、所述电流传感器发送的第一电流值、所述电压传感器发送的第一电压值、以及所述角度传感器发送的第一焊接角度,其中,所述第一焊接角度为所述焊枪从预设的基准焊接位置沿所述管道的圆周方向旋转到当前位置所经过的角度;
6、所述控制器基于所述第一电流值、所述第一电压值、以及所述第一焊接角度,确定所述焊枪对应的第一电弧电阻;
7、所述控制器根据所述第一送丝速度、所述第一干伸长、所述第一焊接角度、以及电弧电阻阈值计算公式,确定所述焊枪在所述当前位置对应的第一电弧电阻阈值;
8、所述控制器基于所述第一电弧电阻、所述第一电弧电阻阈值、以及所述第一方向,确定所述焊枪对应的目标摆动方向。
9、在一种可能的实现方式中,所述控制器基于所述第一电流值、所述第一电压值、以及所述第一焊接角度,确定所述焊枪对应的第一电弧电阻,包括:
10、基于所述第一焊接角度、焊接角度与角度系数的对应关系,确定所述第一焊接角度对应的第一角度系数;
11、计算所述第一电压值和所述第一电流值的第一商,并计算所述第一商与所述第一角度系数的第一乘积,得到所述焊枪对应的第一电弧电阻。
12、在一种可能的实现方式中,所述控制器基于所述第一电弧电阻、所述第一电弧电阻阈值、以及所述焊枪在所述管道的轴线方向上的当前运动方向,确定所述焊枪对应的目标摆动方向,包括:
13、如果所述第一电弧电阻大于所述第一电弧电阻阈值,则确定与所述焊枪在所述管道的轴线方向上的当前运动方向相同的第一方向为目标摆动方向;
14、如果所述第一电弧电阻小于或等于所述第一电弧电阻阈值,则确定与所述焊枪在所述管道的轴线方向上的当前运动方向相反的第二方向为目标摆动方向。
15、在一种可能的实现方式中,所述控制器控制所述焊枪运动机构沿管道的圆周方向旋转,并沿所述管道的轴线方向运动之前,还包括:
16、所述控制器按所述预设周期时长获取在焊接平板标准件时所述焊枪发送的第二送丝速度和第二干伸长、所述电流传感器发送的第二电流值、以及所述电压传感器发送的第二电压值,按所述预设周期时长获取在焊接管道标准件时所述角度传感器发送的第二焊接角度、所述电流传感器发送的第三电流值、以及所述电压传感器发送的第三电压值;
17、所述控制器计算所述第二电压值和所述第二电流值的第二商,得到与所述第二送丝速度、所述第二干伸长对应的第二电弧电阻;
18、所述控制器对多组所述第二送丝速度、所述第二干伸长和所述第二电弧电阻进行拟合,得到第一函数;
19、所述控制器基于所述第二焊接角度、所述焊接角度与角度系数的对应关系,确定所述第二焊接角度对应的第二角度系数;
20、所述控制器计算所述第三电压值和所述第三电流值的第三商,并计算所述第三商与所述第二角度系数的第二乘积,得到与所述第二焊接角度对应的第三电弧电阻;
21、所述控制器对多组所述第二焊接角度和所述第三电弧电阻进行拟合,得到第二函数;
22、所述控制器计算所述第一函数与所述第二函数的第三乘积,得到所述电弧电阻阈值计算公式。
23、第二方面,提供了一种确定管道焊接焊枪摆动方向的系统,所述系统包括:电流传感器、电压传感器、角度传感器、控制器、以及焊枪运动机构,其中,所述焊枪运动机构安装有焊枪;
24、所述控制器,用于:控制所述焊枪运动机构沿管道的圆周方向旋转,并沿所述管道的轴线方向运动;
25、所述焊枪,用于:按预设周期时长向所述控制器发送第一送丝速度和第一干伸长;
26、所述电流传感器,用于:按所述预设周期时长检测经过所述焊枪的第一电流值,并向所述控制器发送所述第一电流值;
27、所述电压传感器,用于:按所述预设周期时长检测所述焊枪处的第一电压值,并向所述控制器发送所述第一电压值;
28、所述角度传感器,用于:按所述预设周期时长检测所述焊枪对应的第一焊接角度,并向所述控制器发送所述第一焊接角度,其中,所述第一焊接角度为所述焊枪从预设的基准焊接位置沿所述管道的圆周方向旋转到当前位置所经过的角度;
29、所述控制器,用于:
30、基于所述第一电流值、所述第一电压值、以及所述第一焊接角度,确定所述焊枪对应的第一电弧电阻;
31、根据所述第一送丝速度、所述第一干伸长、所述第一焊接角度、以及电弧电阻阈值计算公式,确定所述焊枪在所述当前位置对应的第一电弧电阻阈值;
32、基于所述第一电弧电阻、所述第一电弧电阻阈值、以及所述第一方向,确定所述焊枪对应的目标摆动方向。
33、在一种可能的实现方式中,所述控制器,用于:
34、基于所述第一焊接角度、焊接角度与角度系数的对应关系,确定所述第一焊接角度对应的第一角度系数;
35、计算所述第一电压值和所述第一电流值的第一商,并计算所述第一商与所述第一角度系数的第一乘积,得到所述焊枪对应的第一电弧电阻。
36、在一种可能的实现方式中,所述控制器,用于:
37、如果所述第一电弧电阻大于所述第一电弧电阻阈值,则确定与所述焊枪在所述管道的轴线方向上的当前运动方向相同的第一方向为目标摆动方向;
38、如果所述第一电弧电阻小于或等于所述第一电弧电阻阈值,则确定与所述焊枪在所述管道的轴线方向上的当前运动方向相反的第二方向为目标摆动方向。
39、在一种可能的实现方式中,所述控制器,还用于:
40、按所述预设周期时长获取在焊接平板标准件时所述焊枪发送的第二送丝速度和第二干伸长、所述电流传感器发送的第二电流值、以及所述电压传感器发送的第二电压值,按所述预设周期时长获取在焊接管道标准件时所述角度传感器发送的第二焊接角度、所述电流传感器发送的第三电流值、以及所述电压传感器发送的第三电压值;
41、计算所述第二电压值和所述第二电流值的第二商,得到与所述第二送丝速度、所述第二干伸长对应的第二电弧电阻;
42、对多组所述第二送丝速度、所述第二干伸长和所述第二电弧电阻进行拟合,得到第一函数;
43、基于所述第二焊接角度、所述焊接角度与角度系数的对应关系,确定所述第二焊接角度对应的第二角度系数;
44、计算所述第三电压值和所述第三电流值的第三商,并计算所述第三商与所述第二角度系数的第二乘积,得到与所述第二焊接角度对应的第三电弧电阻;
45、对多组所述第二焊接角度和所述第三电弧电阻进行拟合,得到第二函数;
46、计算所述第一函数与所述第二函数的第三乘积,得到所述电弧电阻阈值计算公式。
47、第三方面,提供了一种计算机设备,所述计算机设备包括处理器和存储器,存储器中存储有至少一条指令,指令由处理器加载并执行以实现确定管道焊接焊枪摆动方向的方法所执行的操作。
48、第四方面,提供了一种计算机可读存储介质,存储介质中存储有至少一条指令,指令由处理器加载并执行以实现确定管道焊接焊枪摆动方向的方法所执行的操作。
49、第五方面,提供了一种计算机程序产品,计算机程序产品包括计算机程序代码,在计算机程序代码被计算机设备执行时,计算机设备执行上述第一方面及其可能的实现方式的方法。
50、本技术实施例提供的技术方案带来的有益效果是:
51、本技术实施例中提到的方案,确定管道焊接焊枪摆动方向的系统中的控制器通过电流传感器发送的第一电流值、电压传感器发送的第一电压值、以及角度传感器发送的第一焊接角度,确定焊枪所对应的第一电弧电阻。同时,控制器通过焊枪发送第一送丝长度、第一干伸长、以及第一焊接角度,确定焊枪对应的第一电弧电阻阈值。最后,控制器通过比较第一电弧电阻与第一电弧电阻阈值的大小,控制焊枪的摆动方向。采用本方案,在管道焊接的过程中,无需采用人眼观测的方式控制焊枪的摆动方向,控制器便可以控制摆动方向,控制器的控制精度明显高于人眼观测的控制精度,而且,控制器不存在视觉疲劳,因此,有利于降低焊接误差,从而,提高管道焊接精度。
- 还没有人留言评论。精彩留言会获得点赞!