一种基于氩弧焊的连续焊接工具的制作方法
1.本技术属于薄壁壳体类零件氩弧焊焊接技术领域,尤其涉及一种锥形封闭结构薄壁壳体在自动焊接设备或操作台上完成无间断焊接,且能够将焊接变形控制在公差范围内的工艺装备。
背景技术:
2.当前对于锥形封闭结构薄壁壳体的焊接多为内腔支撑定位、外端压紧后断续焊接,或由一名操作者手工压紧配合,另一名操作者手持焊枪与焊丝完成无间断焊接。
3.但是,断续焊接的工艺方案可能造成焊缝中焊料填充不均匀、局部受热集中等现象,易造成焊接处局部塌陷、咬边、夹渣等现象,影响焊接质量。多人协同焊接的工艺方案虽然可实现无间断焊接,却对操作者要求高、工艺操作复杂,工人劳动强度大,影响焊接效率。
技术实现要素:
4.针对上述技术问题,本技术提供了一种基于氩弧焊的连续焊接工具,所述焊接工具能够对锥形薄壁壳体进行连续焊接,所述焊接工具包括:
5.压紧结构,设置在所述锥形薄壁壳体外部,所述压紧结构用于向所述锥形薄壁壳体施加向下的压紧力;
6.支撑结构,所述支撑结构与所述压紧结构连接,所述支撑结构用于支撑所述锥形薄壁壳体的内表面;
7.其中,所述压紧结构包括焊枪夹持臂和焊丝夹持臂,所述焊枪夹持臂用于夹持焊枪,所述焊丝夹持臂用于夹持焊丝;所述焊枪与所述焊丝能够相对所述锥形薄壁壳体转动,所述焊枪与所述焊丝能够正对着所述锥形薄壁壳体上的焊接处。
8.优选地,所述压紧结构包括:
9.压盘,呈环形结构;
10.扣盖,与所述压盘连接并形成一开口腔;
11.保持架,设置在所述开口腔内;其中,所述保持架包括钢球;
12.压套,所述压套的一端设置在所述开口腔内;其中,所述焊枪夹持臂和焊丝夹持臂设置在所述压套上;
13.可转压板,与所述压套的另一端连接;
14.压块,通过轴承与所述可转压板连接,所述压块用于向所述锥形薄壁壳体施加向下的压紧力。
15.优选地,所述焊枪夹持臂包括:
16.第一手臂,设置在所述压套上;
17.第一转臂,与所述第一手臂活动连接;
18.夹臂,与所述第一转臂活动连接;
19.v型块,与所述夹臂通过双头螺栓和螺母连接并形成一夹持口;其中,所述夹持口
用于夹持焊枪的手柄。
20.优选地,所述焊丝夹持臂包括:
21.第二手臂,设置在所述压套上;
22.第二转臂,与所述第二手臂转动连接;
23.送丝臂,所述送丝臂的一端与所述第二转臂连接;
24.滚轮,设置在所述送丝臂的另一端。
25.优选地,所述支撑结构包括:
26.底座,包括进气孔,所述底座设置在工作转台上;
27.防形锥,设置在所述底座上,所述防形锥用于支撑所述锥形薄壁壳体的内表面;
28.立柱,所述立柱的一端设置在所述底座上,所述立柱的另一端通过螺钉与所述压盘连接。
29.优选地,所述防形锥上设置有氩气流道以及设置在所述氩气流道内的氩气流道孔;
30.其中,所述氩气流道的位置与所述锥形薄壁壳体的焊接处相对应。
31.优选地,所述焊接工具还包括:
32.连接螺栓,用于连接所述压套、可转压板和压块;其中,在进行焊接工序时,拿掉所述连接螺栓。
33.优选地,所述底座还包括:
34.防丢螺纹孔,用于放置所述连接螺栓。
35.优选地,所述压套包括:
36.圆柱部;
37.扩口部,所述扩口部的一端与所述圆柱部连接;
38.边沿,与所述扩口部的另一端连接;其中,所述圆柱部和所述扩口部上设置有通孔。
39.本技术的有益技术效果:
40.本技术提供的一种基于氩弧焊的焊接工具,实现锥形封闭结构薄壁壳体结构零件的无间断、微变形焊接,实现了单人操作、防变形支撑、压紧和无间断焊接等功能,同时兼顾了工序准备阶段和库存阶段的工装拿取、装配等过程的便捷性,提高了该类壳体焊接效率,为提高焊缝质量提供了工装保障。
附图说明
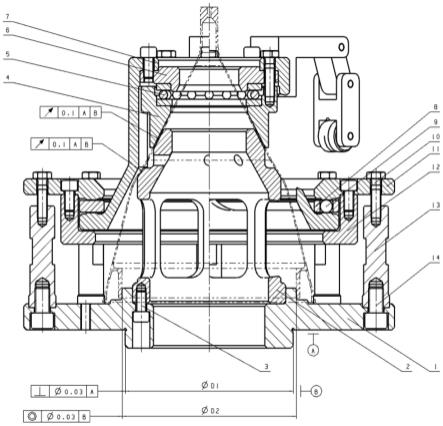
41.图1为本技术实施例提供的一种基于氩弧焊的连续焊接工具的结构示意图;
42.图2为本技术实施例提供的一种压紧结构的截面图;
43.图3为本技术实施例提供的一种支撑结构的截面图;
44.图4为本技术实施例提供的一种压套的结构示意图;
45.其中:1-底座;2-锥块;3-第一螺钉;4-压块;5-推力球轴承;6-可转压板;7-压套;8-保持架;9-钢球;10-第二螺钉;11-压盘;12-扣盖;13-立柱;14-第三螺钉;15-锥形薄壁壳体;16-焊接处;17-连接螺栓;18-防丢螺纹孔;19-防形锥;20-氩气流道;21-氩气流道孔;22-轴向定位;23-辅助定位;24-第一手臂;25-第一转臂;26-夹臂;27-v型块;28-焊枪手柄;
29-第二手臂;30-第二转臂;31-送丝臂;32-滚轮。
具体实施方式
46.下面结合附图1-4和具体实施例对本技术进行详细说明。应当理解,此处所描述的具体实施例仅用以解释本技术,并不用于限定本技术。
47.需要说明的是,为解决外部压紧结构和外部无间断焊接不干涉这两必要功能的矛盾性,选用两套保持架+钢球(gb/t 308)/推力球轴承(gb/t 301)的结构。
48.在本技术实施例中,压紧功能:在向压盘施加向下的压紧力时,通过力的传递,使压块对锥体零件外壁施加向下的压紧力。
49.其中,可旋转功能:通过运用保持架+钢球和推力球轴承的特性,在压盘、压块受轴向力,且不绕轴线旋转的情况下,压套与可转压板既可以传递轴向力,同时可根据操作者工艺操作过程中的需求绕轴线自由旋转,实现外部压紧结构对无间断焊接的干涉部分(压套中的棱体结构)可随焊枪——焊丝相对转动,实现无间断焊接功能。
50.其中,针对核心结构,在可转压板、压块上分别设计出适配螺栓连接的结构。
51.焊接工序准备时和完成后,使用螺栓(gb/t 5784)将可转压板与压块连接,保证工装在待使用状态和库存状态下的一体性,取用便捷。焊接工序进行时,应拿掉该连接螺栓17,保证旋转功能。螺栓可装配在底座上的防丢螺纹孔中,防止零散件丢失。
52.其中,在仿形锥上,沿周设计轴向尺寸约10mm的氩气流道,焊道周围均匀开多处直径约2-3mm的氩气流道孔。
53.为保障一级焊缝的焊接要求,氩弧焊焊接通常在焊缝另一端施加氩气对焊道进行保护。为防止腔体过大造成的氩气无法充分保护焊道的影响,设计氩气流道和小尺寸流道孔,可以使腔体中氩气沿多处流道孔均匀直喷焊缝,起到保护作用,保障一级焊缝要求。
54.其中,定位轴径仅保证径向位置正确,由于锥形结构的特性,支撑间隙可通过锥型结构的轴向移动进行调节,可以避免冲压件焊接处直径尺寸公差大对支撑程度的影响,通过仿形锥与零件锥面的轴向移动,实现零件内锥面被完全支撑,达到控制焊接过程零件变形的效果。
55.其中,固定于压套上的可调焊枪夹持臂和送焊丝夹持臂,通过两夹持臂将焊枪与焊丝固定在压套上,可使焊枪与焊丝随压套一同旋转,仅需手动旋转压套,即可完成零件的无间断焊接。
56.需要说明的是,本技术也可应用于其他外部压紧与外部回转类机械加工发生干涉的领域。
57.本技术提供的一种基于氩弧焊的焊接工具,实现锥形封闭薄壁壳体结构零件的无间断、微变形焊接,实现了单人操作、防变形支撑、压紧和无间断焊接等功能,同时兼顾了工序准备阶段和库存阶段的工装拿取、装配等过程的便捷性,提高了该类壳体焊接效率,为提高焊缝质量提供了工装保障。
58.在本技术其他实施例中,底座1通过a、b基准与工作转台(焊工/钳工常用设备,这里不详细介绍)定位,通过工作转台配套压板机构夹紧。
59.其中,核心机构:由压块4、推力轴承5、可转压板6、压套7、保持架8、钢球9、压盘11、扣盖12组成。
60.进一步,通过旋紧第二螺钉10,向压盘11均匀施加竖直向下的压紧力时,压紧力通过钢球9—》压套7—》可转压板6—》推力球轴承5—》压块4的传递,使压块4对锥体零件外壁施加向下向内的包裹性均匀压紧力。
61.在进一步,通过运用保持架+钢球和推力球轴承的特性,在压盘11、压块4受轴向力,且不绕轴线旋转的情况下,压套7与可转压板6既可以传递轴向力,同时可根据操作者工艺操作过程中的需求绕轴线自由旋转,实现外部压紧结构对无间断焊接的干涉部分(压套中的棱体结构)可随焊枪—焊丝(两组夹臂结构分别夹持)相对转动,实现无间断焊接功能。
62.在本技术其他实施例中,仿形锥的支撑结构,主要由锥块2组成。在底座1φd2轴向定位的基础上,利用锥形结构的特性,可使锥形零件通过轴向移动,实现与锥块2上端锥形结构完美贴合,外端通过旋紧第二螺钉10可通过力的传递(在装置核心发明点中已详细介绍),使压块与零件外锥面完美贴合。
63.其中,锥形支撑/压紧结构的优点在于:消除定位夹紧间隙,可起到径向、轴向辅助定位作用;避免了薄壁冲压件焊接处直径尺寸公差大(一般公差带为1mm以上)对压紧功能造成的影响;对于回转类零件实现回转结构包裹性压紧,压紧力实现各向同性,压紧效果良好。
64.其中,固定于压套上的可调焊枪夹持臂和送焊丝夹持臂机构。焊枪夹持臂主要由第一手臂24、转轴、第一转臂25、夹臂26、螺母、双头螺栓、v型块27、螺钉等组成。
65.其中,送焊丝夹持臂主要由第二手臂29、转轴、第二转臂30、螺钉、送丝臂31、滚轮32等组成。
66.在一种可行的实现方式中,通过可调焊枪夹持臂和送焊丝夹持臂机构,将焊枪与焊丝定位在压套7上,可使焊枪与焊丝随压套7绕锥形零件回转轴线同步旋转。操作者仅需手动旋转压套7,即可在自动送丝的配合下,完成锥形零件外圆周的无间断焊接。
67.在本技术其他实施例中,通过压盘11及扣盖12所形成的“上下外”包围结构,形成保持架8+钢球9工作腔,通过压块4及可转压板6所形成的“上下外”包围结构,形成推力球轴承5工作腔,避免了结构松散掉落风险,保证结构性能。
68.此外,焊接工序准备时和完成后,应在使用螺栓将可转压板6与压块4连接(见图1),保证工装在待使用状态和库存状态下的一体性,取用便捷。焊接工序进行时,应拿掉该连接螺栓,保证旋转功能。螺栓可装配在底座上的防丢螺纹孔中,防止零散件丢失。
69.在一种可行的实现方式中,在仿形锥上,沿周设计轴向尺寸约10mm的氩气流道,焊道周围均匀开多处直径约φ2-φ3mm的氩气流道孔。
70.为保障一级焊缝的焊接要求,氩弧焊焊接通常在焊缝另一端充氩气对焊道进行保护。为防止腔体过大造成的氩气无法充分保护焊道的影响,设计氩气流道和小尺寸流道孔,可以使腔体中氩气沿多处流道孔均匀直喷焊缝,起到保护作用,保障一级焊缝要求。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1