一种铝管和钢管磁脉冲连接装置及成形方法
1.本发明涉及一种磁脉冲连接装置与成形方法,具体涉及一种铝管和钢管磁脉冲连接装置的成形方法,属于金属材料加工成形领域。
背景技术:
2.随着工业的发展和材料轻量化的广泛应用,对轻质合金板材和管材的加工要求也日益增加。管形件易于实现零件的轻量化和强韧化,其生产过程具有高效率、精确和低耗的特点,因此,得到广泛应用,既可以直接作为零件应用,也可以作为进一步塑性成形加工的坯料,其中,缩径是管材塑性成形加工的主要形式之一,主要用于变径、缩口和缩径连接装配等。但由于铝合金、镁合金和钛合金等轻质合金材料的室温成形性能较差,传统加工工艺难以满足成形要求。
3.磁脉冲成形是金属胚料受到磁场力的作用而发生塑性变形的高能、高速率成形方法。使用磁脉冲成形方法对工件进行加工,由于工件变形源于工件内部带电粒子受磁场力的作用,成形后的工件残余应力小,疲劳强度高,使用寿命长。与传统冲压成形相比,磁脉冲成形可有效提高工件的贴模性,减小了工件的弹复,显著的增加了成形精度,减小了生产成本。
4.磁脉冲对管材的加工可以分为内向压缩成形加工和外向胀形成形加工。当工件处于线圈的内部、模具的外部时,工件将在电磁力的作用下向内压缩,用于管材的缩颈等的加工。当工件处于线圈的外部、模具的内部时,工件则发生外向的胀形,用于管件的胀形、翻边等加工。使用磁脉冲方法对管件进行成形时,管坯变形分布均匀,变形硬化不显著,因此材料的成形性得以提高,与静态的冲压相比,电磁成形方法可以提高胀形系数30%-70%。
5.目前,大尺寸、形状复杂和深拉伸的零件是电磁成形的发展方向,但是,电磁成形技术很难直接应用于大型零件的成形。面对大尺寸零件的成形电磁成形设备能量不足,且能量利用率低。使用大型线圈成形大型零件时,线圈往往处在很强的热效应和磁场力作用下,导致线圈寿命较短。
技术实现要素:
6.本发明为了解决由于大尺寸线圈设备能量不足,能量利用率低,线圈寿命较短,成形过程中精度不高,而不能将磁脉冲成形方法灵活应用于各类大直径管件的缩径成形的问题。进而提出了一种铝管和钢管磁脉冲连接装置的成形方法。
7.本发明提供了以下技术方案:
8.一种铝管和钢管磁脉冲连接装置,它包括主框架单元、固定管件平台、磁脉冲成形单元和传动装置;主框架单元包括连接组件、上模组件和下模组件;传动装置包括动力传动结构、第一半环形齿轮和第二半环形齿轮;固定管件平台安装在下模组件上,上模组件扣合安装在下模组件上,第一半环形齿轮设置在上模组件上,第二半环形齿轮设置在下模组件上,第一半环形齿轮和第二半环形齿轮相对扣合组成环形齿轮,上模组件安装在连接组件
上,连接组件安装在下模组件上,动力传动结构安装在上模组件上,动力传动结构的输出端与第一半环形齿轮和第二半环形齿轮传动连接,磁脉冲成形单元安装在第一半环形齿轮上。
9.一种铝管和钢管磁脉冲连接装置的成形方法,所述方法是按照以下步骤实现的:
10.步骤一:使用连接组件上的导柱和导套配合将上模组件下降并与下模组件扣合紧密闭合;
11.步骤二:将铝管用固定环夹持固定,然后使用液压升降器调节铝管在竖直方向上的高度,使铝管与第一上半圆模板和第二下半圆模板所围成的圆柱筒保持同轴,然后转动驱动齿轮的转杆,通过驱动齿轮转动带动凸形板滑动并改变铝管在水平方向上的位置,将铝管移至磁脉冲成形单元下方;将钢管用第二平台的固定环夹持固定,用第二平台的液压升降器调节钢管在竖直反向的高度,使钢管与第一下半圆模板和第二上半圆模板所围成的圆柱筒保持同轴,转动第二平台驱动齿轮的转杆,通过驱动齿轮转动带动第二平台的凸形板滑动并改变钢管在水平方向上的位置并插入铝管内,使钢管和铝管同轴设置;
12.步骤三:将三号升降平台、四号升降平台、五号升降平台和六号升降平台启动,使四个升降平台的弧形平台贴住铝管外圆面进行支撑;
13.步骤四:磁脉冲成形单元中的半圆形磁线圈开始通电,线圈周围产生磁场,该磁场对待成形铝管施加磁场力,使铝管进行一次成形,然后收缩三号升降平台;
14.步骤五、向右侧拉动拉杆并旋转180
°
,在转动齿轮的传动下磁脉冲成形单元绕着铝管顺时针旋转1/8圈;
15.步骤六、启动七号升降平台使其对铝管进行支撑,然后在进行通电对铝管进行成形,然后收缩四号升降平台,重复步骤五,再启动八号升降平台使其对铝管进行支撑,再对半圆形磁线圈通电对铝管进行成形,然后收缩五号升降平台,重复步骤五的操作,启动一号升降平台使其对铝管进行支撑,再对半圆形磁线圈通电对铝管进行成形,然后收缩六号升降平台,重复步骤五,启动二号升降平台使其对铝管进行支撑,然后对半圆形磁线圈通电对铝管进行成形,然后收缩七号升降平台,重复步骤五,启动三号升降平台使其对铝管进行支撑,然后对半圆形磁线圈通电对铝管进行成形,然后收缩八号升降平台,重复步骤五,启动四号升降平台使其对铝管进行支撑,然后对半圆形磁线圈通电对铝管进行成形,收缩一号升降平台,重复步骤五,再启动五号升降平台使其对铝管进行支撑,然后对半圆形磁线圈通电对铝管进行成形,收缩二号升降平台,重复步骤五,启动六号升降平台使其对铝管进行支撑;完成了第一次对铝管一周的缩径成形;
16.步骤七、使用连接组件将上模组件抬升,并与下模组件分开,更换半圆形磁线圈和固定架的尺寸;
17.步骤八、重复步骤一、步骤四、步骤五和步骤六完成了第二次对铝管一周的缩径成形;
18.步骤九、重复步骤七,再重复步骤一、步骤四、步骤五和步骤六完成了第三次对铝管一周的缩径成形,使铝管紧贴钢管完成连接;
19.最后使用连接组件将上模组件抬升与下模组件分开,将连接好的管件取出。
20.本发明的有益效果是:
21.1、本发明所述的一种铝管和钢管磁脉冲连接装置,对待成形管件区域进行局部多
次的施力,使管件成形均匀,其结构简单、操作方便、安全可靠。所采用的局部区域渐进成形方式使大直径管件实现了有效的缩径处理,在技术方面克服了由于大尺寸线圈其设备能量不足,能量利用率低,线圈寿命短,以及成形过程中精度不高,而不能使磁脉冲成形方法灵活应用于各类大直径管件的缩径成形的问题。
22.2、本发明可根据连接管件的尺寸不同将两侧固定管件的平台和成形区域的平台进行调整,使两侧管件具有同轴的成形条件,扩大了连接管件直径尺寸的成形范围。本装置中磁脉冲成形单元可在动力装置的控制下绕待成型管件一周进行旋转,使待成形管件的成形区域得到充分的磁脉冲成形,保证了管件成形的质量。本装置在使用过程中安静无噪音、绿色无污染,符合我国的可持续发展战略。
23.3、本发明在成形过程中,半圆形螺线管21可绕管件代成形区域的一周进行旋转,并配合待成形管件周围的8个升降平台对管件的一周施加磁场力,使得管件的缩径更加均匀、管件之间的贴合度更高、管件的成形质量更好。
附图说明
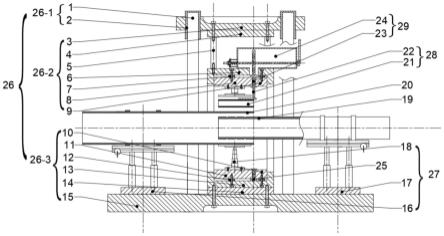
24.图1为本发明的一种铝钢大直径管件磁脉冲连接装置的主视剖视结构示意图;
25.图2为本发明的一种铝钢大直径管件磁脉冲连接装置的侧视剖视结构示意图;
26.图3为本发明的装置中上模架6和下模架13的结构示意图;
27.图4为本发明的装置中半圆模板8、半圆模板9、半圆模板10、半圆
28.模板11、齿轮23和齿轮25的结构示意图;
29.图5为本发明的装置中动力装置24的主视剖视结构示意图;
30.图6为本发明的装置中拉杆24-2的结构示意图;
31.图7为本发明的装置中卡槽环24-6的结构示意图;
32.图8为本发明的装置中半圆形螺线管21的结构示意图;
33.图9为本发明的装置中电磁脉冲放电设备的电路原理图;其中s1和s2均为开关,v为电源,t为变压器,uf为整流器,r1和r2均为电阻,c为电容,l为线圈;电磁脉冲充放电设备由相应的电路组成,开关s1闭合对储能电容c进行充电,开关s2闭合,储能电容c放电,半圆形磁线圈21将产生电磁力。
34.图10为本发明的装置中第一平台16的主视剖视图;
35.图11为本发明的装置中滑动平台16-2的侧视剖视图;
36.图12为本发明的装置中弧形平台18-1-1的侧视剖视图;
37.图13为铝管20成形过程的状态示意图,其中,图13a为成形前示意图,图13b为第一次成形后的状态示意图,图13c为第二次成形后的状态示意图,图13d为第三次成形后的状态示意图。
具体实施方式
38.具体实施方式一:结合图1-图13说明本实施方式,所述一种铝管和钢管磁脉冲连接装置,它包括主框架单元26、固定管件平台27、磁脉冲成形单元28和传动装置29;主框架单元26包括连接组件26-1、上模组件26-2和下模组件26-3;传动装置29包括动力传动结构24、第一半环形齿轮23和第二半环形齿轮25;固定管件平台27安装在下模组件26-3上,上模
组件26-2扣合安装在下模组件26-3上,第一半环形齿轮23设置在上模组件26-2上,第二半环形齿轮25设置在下模组件26-3上,第一半环形齿轮23和第二半环形齿轮25相对扣合组成环形齿轮,上模组件26-2安装在连接组件26-1上,连接组件26-1安装在下模组件26-3上,动力传动结构24安装在上模组件26-2上,动力传动结构24的输出端与第一半环形齿轮23和第二半环形齿轮25传动连接,磁脉冲成形单元28安装在第一半环形齿轮23上。
39.钢管19的一端插装在铝管20的一端上,钢管19的另一端和铝管20的另一端分别设置在固定管件平台27上,钢管19在与铝管20的连接部位上有凹槽,目的是使铝管20与钢管19连接更牢固。
40.本实施方式中主框架单元26用于支撑和固定各构件,磁脉冲成形单元28用于对铝管20的成形区域施加磁场力。传动装置29用于改变磁脉冲成形单元28的位置,使磁脉冲成形单元28绕铝管20的成形区域进行旋转。
41.具体实施方式二:结合图1和图8说明本实施方式,所述一种铝管和钢管磁脉冲连接装置本实施方式与具体实施方式一不同点在于磁脉冲成形单元28包括半圆形磁线圈21和固定架22;固定架22固定在第一半环形齿轮23上,半圆形磁线圈21固定在固定架22上。
42.半圆形磁线圈21包括半环形体和线圈,线圈缠绕在半环形体上。其它组成和连接方式与具体实施方式一相同。
43.具体实施方式三:结合图1-图3说明本实施方式,所述一种铝管和钢管磁脉冲连接装置本实施方式与具体实施方式一不同点在于上模组件26-2包括上顶板3、上模垫板4、上模架6、第一上半圆模板8、第二上半圆模板9、两个上垫片7和四个连接杆5;上模架6为长方形块体,长方形块体下端面加工有弧形孔,且靠近顶部弧形孔的两端设有挡边,第一上半圆模板8、第一半环形齿轮23和第二上半圆模板9沿轴线方向设置在上模架6上弧形孔的两个挡边之间,且第一上半圆模板8与上模架6之间设有上垫片7,第二上半圆模板9与上模架6之间设有上垫片7,上模架6、上垫片7和第一上半圆模板8通过螺钉固定连接,上模架6、上垫片7和第二上半圆模板9通过螺钉固定连接,上模垫板4设置在上顶板3下方,四个连接杆5设置在上模垫板4下方,且每个连接杆5的顶端通过螺栓固定安装在上顶板3和上模垫板4上,每个连接杆5的底端通过螺钉与上模架6固定连接,第一半环形齿轮23上方的上模架6上加工有条形通孔,动力传动结构24安装在上模架6上。其它组成和连接方式与具体实施方式一相同。
44.具体实施方式四:结合图1-图4说明本实施方式,所述一种铝管和钢管磁脉冲连接装置本实施方式与具体实施方式一不同点在于下模组件26-3包括第一下半圆模板10、第二下半圆模板11、下模架13、下模垫板14、下底座15和两个下垫片12;连接组件26-1包括四个导柱1和四个导套2,每个导套2套装在一个导柱1上,导柱1底端竖直固定安装在下底座15上,四个导套2安装在上顶板3上,下模架13为长方形块体,长方形块体上端面加工有弧形孔,且靠近底部弧形孔的两端设有挡边,第二下半圆模板11、第二下半环形齿轮25和第一下半圆模板10沿轴线方向设置在下模架13上弧形孔的两个挡边之间,且第二下半圆模板11与下模架13之间设有下垫片12,第一下半圆模板10与下模架13之间设有下垫片12,第二下半圆模板11、下垫片12和下模架13通过螺钉固定连接,第一下半圆模板10、下垫片12和下模架13通过螺钉固定连接,下模架13、下模垫板14和下底座15由上至下依次设置,且下模架13、下模垫板14和下底座15通过螺栓固定连接,其它组成和连接方式与具体实施方式一相同。
45.具体实施方式五:结合图1、图5-图7说明本实施方式,所述一种铝管和钢管磁脉冲连接装置本实施方式与具体实施方式一不同点在于动力传动结构24包括外壳24-1、拉杆24-2、转动齿轮24-3、弹簧垫板24-4、弹簧24-5、和卡槽环24-6;拉杆24-2为
‘
l’字形杆体,弹簧24-5和卡槽环24-6分别安装在外壳24-1两侧的外侧壁上,拉杆24-2依次插装在卡槽环24-6、外壳24-1、弹簧24-5和弹簧垫板24-4上,拉杆24-2上靠近弹簧垫板24-4插装有销钉,转动齿轮24-3套装在外壳24-1内部的拉杆24-2上,外壳24-1固定安装在上模架6上,转动齿轮24-3与第一半环形齿轮23和第二半环形齿轮25齿啮合。卡槽环24-6为环形套体,卡槽环24-6的一端加工有拉杆放置槽,拉杆24-2设置在拉杆放置槽内。第一半环形齿轮23和第二半环形齿轮25紧密闭合形成的圆形齿轮齿数是转动齿轮24-3齿数的8倍。将拉杆24-2向右拉伸,其可以带动弹簧垫板24-4压缩弹簧24-5使拉杆24-2右侧移出卡槽环24-6,然后旋转180
°
,然后在弹簧24-5的推力下再次卡入卡槽内停止齿轮24-3的转动;在此过程中齿轮24-3转动半周,则带动齿轮23与齿轮25紧密闭合形成的圆形齿轮带动磁脉冲单元顺时针旋转1/8周。其它组成和连接方式与具体实施方式一相同。
46.具体实施方式六:结合图1、图10-图12说明本实施方式,所述一种铝管和钢管磁脉冲连接装置本实施方式与具体实施方式一不同点在于固定管件平台27包括第一平台16、第二平台17和第三平台18;第一平台16和第二平台17呈直线设置安装在底座15的两侧。其它组成和连接方式与具体实施方式一相同。
47.本实施方式中第一平台16和第二平台17分别用于夹持固定铝管20和钢管19,并对管件的位置进行调节;第三平台18安装在第一上半圆模板8和第二下半圆模板11上用于支撑在铝管的成形处并配合磁脉冲成形单元对铝管进行缩径成形。
48.具体实施方式七:结合图1、图10和图11说明本实施方式,所述一种铝管和钢管磁脉冲连接装置本实施方式与具体实施方式一不同点在于第一平台16和第二平台17结构相同,第一平台16包括液压升降器16-1、滑动平台16-2和固定环16-3;滑动平台16-2包括凸形板16-2-1、凹形板16-2-2和驱动齿轮16-2-3;凸形板16-2-1沿长度方向滑动设置在凹形板16-2-2内,驱动齿轮16-2-3转动连接安装在凹形板16-2-2上,且驱动齿轮16-2-3与凸形板16-2-1底部的齿牙齿啮合,固定环16-3固定安装在凸形板16-2-1上,凹形板16-2-2底端通过液压升降器16-1安装在下底座15上。
49.钢管19的另一端插装在第二平台17的固定环上,铝管20的另一端插装在第一平台16的固定环上。其它组成和连接方式与具体实施方式一相同。
50.具体实施方式八:结合图1和图12说明本实施方式,所述一种铝管和钢管磁脉冲连接装置本实施方式与具体实施方式一不同点在于第三平台18包括一号升降平台18-1、二号升降平台18-2、三号升降平台18-3、四号升降平台18-4、五号升降平台18-5、六号升降平台18-6、七号升降平台18-7、八号升降平台18-8和八个弧形平台18-1-1;三号升降平台18-3、四号升降平台18-4、五号升降平台18-5和六号升降平台18-6沿顺时针方向固定安装在第二下半圆模板11的内侧壁上,七号升降平台18-7、八号升降平台18-8、一号升降平台18-1和二号升降平台18-2沿顺时针方向固定安装在第一上半圆模板8的内侧壁上,且每个升降平台的端部固定安装有一个弧形平台18-1-1,任意相邻两个升降平台呈45度设置。
51.三号升降平台18-3、四号升降平台18-4、五号升降平台18-5和六号升降平台18-6上的弧形平台18-1-1支撑在铝管20的外侧壁上,七号升降平台18-7、八号升降平台18-8、一
号升降平台18-1和二号升降平台18-2上的弧形平台18-1-1顶在半圆形磁线圈21上。随着待成型管件的贴合,各个弧形平台18-1-1逐渐相互靠拢。八个升降平台为液压升降设备,升降平台生产厂家为上海沪工起重机械有限公司,型号为fpy-5液压千斤顶。其它组成和连接方式与具体实施方式一相同。
52.具体实施方式九:结合图1-图4说明本实施方式,所述一种铝管和钢管磁脉冲连接装置本实施方式与具体实施方式一不同点在于第一半环形齿轮23的两侧壁分别加工有卡槽,第一半圆模板8的一端加工有与第一半环形齿轮23配合的凸起,第二半圆模板9的一端加工有与第一半环形齿轮23配合的凸起,第二半环形齿轮25的两侧壁分别加工有卡槽,第二下半圆模板11的一端加工有与第二半环形齿轮25配合的凸起,第一下半圆模板10的一端加工有与第二半环形齿轮25配合的凸起,第一半环形齿轮23和二半环形齿轮25在第一半圆模板8、第二半圆模板9、第一下半圆模板10和第二下半圆模板11之间滚动。其它组成和连接方式与具体实施方式一相同。
53.具体实施方式十:结合图1-图13说明本实施方式,所述一种铝管和钢管磁脉冲连接装置的成形方法,所述方法是按照以下步骤实现的:
54.步骤一:使用连接组件26-1上的导柱1和导套2配合将上模组件26-2下降并与下模组件26-3扣合紧密闭合;
55.步骤二:将铝管20用固定环16-3夹持固定,然后使用液压升降器16-1调节铝管20在竖直方向上的高度,使铝管20与第一上半圆模板8和第二下半圆模板11所围成的圆柱筒保持同轴,然后转动驱动齿轮16-2-3的转杆,通过驱动齿轮16-2-3转动带动凸形板16-2-1滑动并改变铝管20在水平方向上的位置,将铝管20移至磁脉冲成形单元28下方;将钢管19用第二平台17的固定环夹持固定,用第二平台17的液压升降器调节钢管19在竖直反向的高度,使钢管19与第一下半圆模板10和第二上半圆模板9所围成的圆柱筒保持同轴,转动第二平台17驱动齿轮的转杆,通过驱动齿轮转动带动第二平台17的凸形板滑动并改变钢管19在水平方向上的位置并插入铝管20内,使钢管19和铝管20同轴设置;
56.步骤三:将三号升降平台18-3、四号升降平台18-4、五号升降平台18-5和六号升降平台18-6启动,使四个升降平台的弧形平台18-1-1贴住铝管20外圆面进行支撑;
57.步骤四:磁脉冲成形单元28中的半圆形磁线圈21开始通电,线圈周围产生磁场,该磁场对待成形铝管20施加磁场力,使铝管20进行一次成形,然后收缩三号升降平台18-3;
58.步骤五、向右侧拉动拉杆24-2并旋转180
°
,在转动齿轮24-3的传动下磁脉冲成形单元28绕着铝管20顺时针旋转1/8圈;
59.步骤六、启动七号升降平台18-7使其对铝管20进行支撑,然后在进行通电对铝管20进行成形,然后收缩四号升降平台18-4,重复步骤五,再启动八号升降平台18-8使其对铝管20进行支撑,再对半圆形磁线圈21通电对铝管20进行成形,然后收缩五号升降平台18-5,重复步骤五的操作,启动一号升降平台18-1使其对铝管20进行支撑,再对半圆形磁线圈21通电对铝管20进行成形,然后收缩六号升降平台18-6,重复步骤五,启动二号升降平台18-2使其对铝管20进行支撑,然后对半圆形磁线圈21通电对铝管20进行成形,然后收缩七号升降平台18-7,重复步骤五,启动三号升降平台18-3使其对铝管20进行支撑,然后对半圆形磁线圈21通电对铝管20进行成形,然后收缩八号升降平台18-8,重复步骤五,启动四号升降平台18-4使其对铝管20进行支撑,然后对半圆形磁线圈21通电对铝管20进行成形,收缩一号
升降平台18-1,重复步骤五,再启动五号升降平台18-5使其对铝管20进行支撑,然后对半圆形磁线圈21通电对铝管20进行成形,收缩二号升降平台18-2,重复步骤五,启动六号升降平台18-6使其对铝管20进行支撑;完成了第一次对铝管20一周的缩径成形;
60.步骤七、使用连接组件26-1将上模组件26-2抬升,并与下模组件26-3分开,更换半圆形磁线圈21和固定架22的尺寸;
61.步骤八、重复步骤一、步骤四、步骤五和步骤六完成了第二次对铝管20一周的缩径成形;
62.步骤九、重复步骤七,再重复步骤一、步骤四、步骤五和步骤六完成了第三次对铝管20一周的缩径成形,使铝管20紧贴钢管19完成连接;
63.最后使用连接组件26-1将上模组件26-2抬升与下模组件26-3分开,将连接好的管件取出。
64.电磁脉冲放电设备工作原理为电磁脉冲充放电设备由相应的电路组成,包括交流电压v、变压器t、整流器uf、电阻r1、电阻r2、开关s1、开关s2和储能电容c;开关s1闭合对储能电容c进行充电,开关s2闭合,储能电容c放电,半圆形磁线圈21将产生电磁力。设有储能电容进行充放电,并能保证所需电磁力,并且安全可靠。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1