板材打孔处理装置的制作方法
1.本技术涉及板材加工技术领域,具体涉及板材打孔处理装置。
背景技术:
2.在板材的生产过程中往往需要对板材进行打孔以方便后续的加工工序,对于某些板材,比如汽车内饰板,由于其是安装在汽车的车体的内部,用于对车辆外部钣金连接处、车辆内部线路和主要功能部件形成封闭与遮挡的组件,而在保证汽车内饰板与车体形成连接安装或者使某功能部件露出时通常需要在汽车内饰板上进行打孔处理,由于汽车内饰板暴露在车内,直接与使用者接触,所以汽车内饰板加工的过程中质量要求极高,为提高汽车内饰的打孔加工质量,提出板材打孔处理装置。
3.经检索,2019年12月3日公开的公开号为cn110524606a的中国发明专利公开了一种车顶内饰生产用打孔设备,其大致描述为,包括带支脚的工作台,工作台上滑动连接有由驱动组件驱动的沿工作台横向滑移的安装架,能够实现横向和纵向的移动,实现不同位置的打孔,避免通过移动车顶内饰打孔造成打孔位置不准确的问题。
4.上述的现有技术方案虽然可以实现对于车顶内饰板材进行生产打孔,但是由于车顶内饰板材比较薄,所以在打孔过程中难免会因为进给力的原因造成开孔处产生部分凹陷或者毛刺,对打孔质量的控制较为困难,并且由于不同型号的汽车内饰板尺寸各异,而活动片在工作台上调节较为费力,通用性较差,可操作性较差。
技术实现要素:
5.(一)解决的技术问题
6.针对现有技术的不足,本技术提供了板材打孔处理装置,其可以在打孔后对所打的孔洞进行处理,能够较好的保证孔洞的质量,并且活动片在工作台上的位置能够调节,可以适用于多种规格板材的辅助定位,通用性较好,同时活动片的位置调节较为方便,可操作性较好。
7.(二)技术方案
8.为实现上述目的,本技术提供如下技术方案:板材打孔处理装置,包括工作台,还包括作业系统以及设置在所述工作台上的四个活动片,其中所述工作台的前后两端均开设有燕尾槽,两个所述燕尾槽内均滑动连接有燕尾块,两个所述燕尾块上固定连接有门型架,所述门型架上安装有能够控制移动和进给的打孔器,且门型架与工作台之间安装有驱动结构,所述打孔器的底端安装有钻头,所述钻头分为麻花钻孔段和处理段,所述处理段的侧壁上设置有多个侧槽,多个所述侧槽内均固定连接有连接轴,四个所述连接轴上均转动连接有处理折型刀,所述处理折型刀的顶端开设有顶槽,所述顶槽内设置有铁块,所述侧槽内设置有凹槽,所述凹槽内设置有强磁块,其中所述作业系统包括两个左电磁结构、两个右电磁结构、两个左筒架和两个右筒架,四个所述活动片分别连接在两个所述左筒架上和两个所述右筒架上,且靠近左侧的两个活动片与对应的两个左筒架之间以及靠近右侧的两个活动
片与对应的两个右筒架之间均设置有多个弹簧,两个左筒架内和两个右筒架内均安装有可调铁柱结构。
9.在前述方案的基础上,四个所述可调铁柱结构均包括磁铁柱,四个所述磁铁柱分别滑动连接在两个左筒架内和两个右筒架内,且四个磁铁柱的顶端均固定连接有抓架,两个左筒架的顶端和两个右筒架的顶端均设置有通过孔,所述抓架穿过所述通过孔,两个左筒架的顶端和两个右筒架的顶端均固定连接有操作环。
10.在前述方案的基础上优选的,四个所述活动片中靠近左侧的两个活动片上均开设有左槽,四个所述活动片中靠近右侧的两个活动片上均开设有右槽,两个左槽内滑动连接有左同步环,两个右槽内滑动连接有右同步环。
11.在前述方案的基础上进一步的,两个所述左电磁结构和两个右电磁结构均包括安装罩,所述安装罩内设置有相互配合的线圈和导体柱,当线圈内有电流通过时则在相互配合的线圈与导体柱的配合下形成电磁场,四个安装罩的侧壁上均连接有多个连接耳,多个所述连接耳上均设置有竖螺钉,多个所述竖螺钉均螺纹连接在所述工作台的底端。
12.在前述方案的基础上再进一步的,所述驱动结构包括两个安装架和两个直齿条,两个安装架均固定连接在所述门型架的底端,两个安装架相互远离的一端均安装有伺服电机,两个所述伺服电机的驱动轴分别穿过两个安装架伸至两个安装架相互靠近一侧的空间内,两个直齿条均固定连接在所述工作台的底端,两个直齿条均啮合有驱动轮,两个所述驱动轮分别与两个伺服电机的输出轴连接。
13.在前述方案的基础上更进一步的,所述左同步环上和右同步环上均固定连接有操作把。
14.作为上述方案进一步的,所述工作台的前端和工作台的后端均左右对称连接有两个限位板。
15.作为上述方案再进一步的,四个所述限位板上均通过横螺栓连接有弹性防撞柱。
16.作为上述方案更进一步的,所述麻花钻孔段位于所述处理段的下方。
17.作为上述方案进一步的方案,所述工作台的底端固定设置有四个支脚,四个所述支脚中呈对角设置的两个支脚之间固定连接有拉杆,两个所述拉杆之间固定连接。
18.(三)有益效果
19.与现有技术相比,本技术提供了板材打孔处理装置,具备以下有益效果:
20.1.本技术中,通过钻头和处理折型刀的配合,在保证具备对于板材打孔作业的基本功能的前提下,可以在打孔后对所打的孔洞进行处理,能够较好的保证孔洞的质量。
21.2.本技术中,通过左电磁结构、右电磁结构和可调铁柱结构的配合,使左筒架和右筒架可以定位在工作台上,同时可以使左筒架和右筒架的位置可以在工作台上进行调整,通过左筒架和右筒架的调整,使活动片在工作台上的位置能够调节,可以适用于多种规格板材的辅助定位,通用性较好。
22.3.本技术中,通过可调铁柱结构的设计,便于左筒架在工作台上和右筒架在工作台上的快速拆卸和再次定位,活动片的位置调节较为方便,可操作性较好。
附图说明
23.图1为本技术一较佳实施例中公开的板材打孔处理装置的局部剖视的立体结构示
意图;
24.图2为本技术图1中a处的局部放大结构示意图;
25.图3为本技术图1中b处的局部放大结构示意图;
26.图4为本技术图1中c处的局部放大结构示意图;
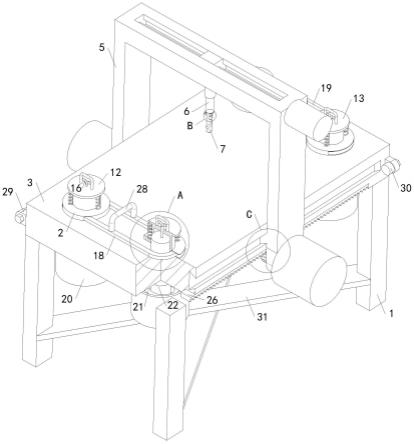
27.图5为本技术一较佳实施例中公开的板材打孔处理装置的整体的立体结构示意图;
28.图6为本技术一较佳实施例中公开的板材打孔处理装置的钻头、连接轴和处理折型刀等配合的分解的立体结构示意图;
29.图7为本技术一较佳实施例中公开的板材打孔处理装置的整体的后侧视的立体结构示意图。
具体实施方式
30.实施例
31.请参阅图1-7,板材打孔处理装置,包括四个支脚1和四个活动片2,其特征在于,还包括工作台3和作业系统,其中四个支脚1中呈对角设置的两个支脚1之间固定连接有拉杆31,两个拉杆31之间固定连接,加强四个支脚1之间的结构强度,工作台3固定连接在四个支脚1的顶端,工作台3的前后两端均开设有燕尾槽,两个燕尾槽内均滑动连接有燕尾块4,两个燕尾块4上固定连接有门型架5,工作台3的前端和工作台3的后端均左右对称连接有两个限位板29,实现对于门型架5相对于工作台3移动调整的极限位置的限定,四个限位板29上均通过横螺栓连接有弹性防撞柱30,门型架5上安装有可以控制移动和进给的打孔器6,且门型架5与工作台3之间安装有驱动结构,驱动结构包括两个安装架25和两个直齿条26,两个安装架25均固定连接在门型架5的底端,两个安装架25相互远离的一端均安装有伺服电机,两个伺服电机的驱动轴分别穿过两个安装架25伸至两个安装架25相互靠近一侧的空间内,两个直齿条26均固定连接在工作台3的底端,两个直齿条26均啮合有驱动轮27,两个驱动轮27分别与两个伺服电机的输出轴连接,将直齿条26藏于工作台3的底端,且直齿条26的齿面冲下,直齿条26的防护性较好,齿面上的集尘较少。
32.还需进一步说明的是,打孔器6的底端安装有钻头7,钻头7分为麻花钻孔段和处理段,麻花钻孔段位于处理段的下方,处理段的侧壁上设置有多个侧槽,多个侧槽内均固定连接有连接轴8,四个连接轴8上均转动连接有处理折型刀9,通过钻头7和处理折型刀9的配合,在保证具备对于板材打孔作业的基本功能的前提下,可以在打孔后对所打的孔洞进行处理,能够较好的保证孔洞的质量,处理折型刀9的顶端开设有顶槽,顶槽内设置有铁块10,侧槽内设置有凹槽,凹槽内设置有强磁块11,便于处理折型刀9在侧槽内的辅助定位,其中作业系统包括两个左电磁结构、两个右电磁结构、两个左筒架12和两个右筒架13,两个左电磁结构和两个右电磁结构均包括安装罩20,安装罩20内设置有相互配合的线圈21和导体柱22,当线圈21内有电流通过时则在相互配合的线圈21与导体柱22的配合下形成电磁场,四个安装罩20的侧壁上均连接有多个连接耳23,多个连接耳23上均设置有竖螺钉24,多个竖螺钉24均螺纹连接在工作台3的底端,通过左电磁结构、右电磁结构和可调铁柱结构的配合,使左筒架12和右筒架13可以定位在工作台3上,同时可以使左筒架12和右筒架13的位置可以在工作台3上进行调整,通过左筒架12和右筒架13的调整,使活动片2在工作台3上的位
置能够调节,可以适用于多种规格板材的辅助定位,通用性较好。
33.还需更进一步说明的是,四个活动片2分别连接在两个左筒架12上和两个右筒架13上,且四个活动片2中靠近左侧的两个活动片2与两个左筒架12之间以及四个活动片2中靠近右侧的两个活动片2与两个右筒架13之间均设置有多个弹簧14,两个左筒架12内和两个右筒架13内均安装有可调铁柱结构,四个可调铁柱结构均包括磁铁柱15,四个磁铁柱15分别滑动连接在两个左筒架12内和两个右筒架13内,且四个磁铁柱15的顶端均固定连接有抓架16,两个左筒架12的顶端和两个右筒架13的顶端均设置有通过孔,抓架16穿过通过孔,两个左筒架12的顶端和两个右筒架13的顶端均固定连接有操作环17,通过可调铁柱结构的设计,便于左筒架12在工作台3上和右筒架13在工作台3上的快速拆卸和再次定位,活动片2的位置调节较为方便,可操作性较好,四个活动片2中靠近左侧的两个活动片2上均开设有左槽,四个活动片2中靠近右侧的两个活动片2上均开设有右槽,两个左槽内滑动连接有左同步环18,两个右槽内滑动连接有右同步环19,便于四个活动片2中靠近左侧的两个活动片2的同步调节,同时便于四个活动片2中靠近右侧的两个活动片2的同步调节,左同步环18上和右同步环19上均固定连接有操作把28,便于左同步环18的提起操作以及右同步环19的提起操作。
34.该实施例中对于打孔器6的前后位置调整以及打孔过程中的切削进给和退刀,均优先采用背景技术中公开号为cn110524606a的中国发明专利中的对应结构,同时也可以选用其他具备同样功能的结构。
35.综上所述,该打孔处理装置在使用时,首先根据打孔需要调节四个活动片2在工作台3上的位置,调整过程中手掌靠在操作环17上,之后将该手掌的手指抓在抓架16上,相对操作环17抓起抓架16,抓架16相对于操作环17上移,伴随着抓架16的上移,磁铁柱15被提起,使磁铁柱15与工作台3远离,降低线圈21与导体柱22配合形成的磁场对磁铁柱15的吸引力,从而便于左筒架12和右筒架13相对于工作台3的提起移动,调整至适宜的位置后将左筒架12和右筒架13重新放置在工作台3上,磁铁柱15在自身重力的作用下落下,磁铁柱15与工作台3重新接触,由于磁铁柱15与工作台3接触后靠近线圈21与导体柱22配套形成的磁场,所以可以实现左筒架12和右筒架13的定位,
36.当使用该装置进行打孔作业时,比如当需要对汽车内饰板进行打孔时,根据板材的规格调整左筒架12和右筒架13的定位后,将需要打孔作业的汽车内饰板放置在工作台3上,并通过活动片2实现对于汽车内饰板在工作台3上的辅助定位,接着通过控制伺服电机工作,实现门型架5在工作台3上移动,然后再控制安装在门型架5上的打孔器6的位置调整和进给调整,实现对于汽车内饰板的打孔作业,打孔作业过程中,麻花钻孔段实现对于汽车内饰板的打孔作业,打孔作业完成后麻花钻孔段穿过汽车内饰板,当处理段穿过汽车内饰板上的孔洞时,处理折型刀9对汽车内饰板的孔洞进行后续处理,处理过程中处理折型刀9先对孔洞的上口进行处理,伴随着处理段的穿过孔洞,处理折型刀9在侧槽内转动,相互配合的铁块10和强磁块11接触,保持钻头7的转动,完成退刀,退刀过程中处理折型刀9对孔的下口进行处理,当处理折型刀9再次经过孔后,处理折型刀9反向转动,使相互吸引的铁块10与强磁块11之间相互远离,处理折型刀9在侧槽内复位,此时处理段可以再次穿过孔洞,完成退刀的过程,由于汽车内饰板大多具有隆起,而本技术方案主要应用于隆起部位的打孔,所以工作台3上可以开设卸料孔也可以不开设卸料孔。
37.当然,本实施例中只是以汽车板材为例对该装置的使用过程进行阐释,本领域技术人员当然可以选择将该打孔装置应用到其余板材上,因此在汽车内饰板上的应用并不构成对本技术中打孔装置的限定。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1