一种汽车零件精密高效加工混合模具及加工方法与流程
1.本发明涉及汽车零件加工技术领域,更具体地说,涉及一种汽车零件精密高效加工混合模具及加工方法。
背景技术:
2.对于一些汽车零件精密加工时,常会遇到一种情形就是:在零件的加工工艺流程中,后一部分的工艺需要保障加工精度,而前一部分的工艺没有太大精度要求,针对该种存在精度要求的加工情形,目前大都直接采用一套传递模来进行精细加工,这就导致,对于前一部分的工艺加工时存在资源的浪费且效率也不高,为了解决该问题,需要一种汽车零件精密加工连续模与传递模混合模具及方法。
技术实现要素:
3.本发明要解决的技术问题在于,针对现有技术的上述缺陷,提供一种汽车零件精密高效加工混合模具及加工方法
4.本发明解决其技术问题所采用的技术方案是:
5.构造一种汽车零件精密高效加工混合模具,其中,包括连续加工模具、过渡机构、传递加工模具以及控制主机;所述过渡机构包括感应所述连续加工模具进行连续加工完毕后工件的物料感应器、对加工完毕后工件进行切割分离的切割模具和将切割分离下来的工件送入所述传递加工模具的机械手;所述连续加工模具和所述传递加工模具均受所述控制主机控制,所述控制主机还用于依据所述连续加工模具的合模节奏控制所述切割模具运行对工件进行切割分离操作,以及依据所述传递加工模具的传递节奏控制所述机械手将切割分离后工件送入传递加工模具。
6.本发明所述的汽车零件精密高效加工混合模具,其中,所述过渡机构还包括临时存料工位;所述传递加工模具的最前端的加工位置上设置有工件感应器,所述控制主机控制所述机械手运行对所述传递加工模具的最前端的加工位置上送料时若工件感应器感应有料,则控制所述机械手将工件存入所述临时存料工位,当然工件感应器感应无料时控制所述机械手将工件送入所述传递加工模具的最前端的加工位置。
7.本发明所述的汽车零件精密高效加工混合模具,其中,所述临时存料工位上设置有工件计数器和移料载具;所述工件对存入的工件进行计数,当数量达到设定数值时所述移料载具将工件移送至备用传递加工模具处进行加工。
8.本发明所述的汽车零件精密高效加工混合模具,其中,所述切割模具包括上模和下模;所述下模上设置有对工件定位的定位治具和对工件切割的凹模;所述上模上设置有与所述定位治具相正对的浮动压料块和与所述凹模配合的切刀;所述上模的分合模运动受所述控制主机控制。
9.本发明所述的汽车零件精密高效加工混合模具,其中,所述工件位于所述定位治具上时部分超出所述下模;所述物料感应器包括感应支架,所述感应支架上设置有纵向分
布的红外发射器和红外接收器。
10.一种汽车零件精密高效加工混合模具加工方法,应用于如上述的汽车零件精密高效加工混合模具,其实现方法如下:
11.连续加工模具对五金整板进行加工,加工完成的工件送入切割模具后触发物料感应器;
12.控制主机接收到来自物料感应器的信号后,获取连续加工模具最近一次的合模状态时间,控制切割模具在连续加工模具在处于最近一次的合模状态时运行将连续加工模具加工完成的工件从五金整板上切割分离;
13.控制主机获取传递加工模具最前端工位处的最近一次的开模状态时间,控制机械手在传递加工模具处于最近一次的开模状态时运行将切割分离下来的工件送入传递加工模具;
14.传递加工模具对送入的工件继续传递加工,对成品下料。
15.本发明所述的汽车零件精密高效加工混合模具加工方法,其中,还包括以下方法:
16.控制主机控制机械手运行对传递加工模具的最前端的加工位置上送料时若工件感应器感应有料,则控制机械手将工件存入临时存料工位,当然工件感应器感应无料时控制机械手将工件送入传递加工模具的最前端的加工位置;当临时存料工位上存入的工件数量达到设定数值时移料载具将工件移送至备用传递加工模具处进行加工。
17.本发明的有益效果在于:连续加工模具对五金整板进行加工,加工完成的工件送入切割模具后触发物料感应器;控制主机接收到来自物料感应器的信号后,获取连续加工模具最近一次的合模状态时间,控制切割模具在连续加工模具在处于最近一次的合模状态时运行将连续加工模具加工完成的工件从五金整板上切割分离;控制主机获取传递加工模具最前端工位处的最近一次的开模状态时间,控制机械手在传递加工模具处于最近一次的开模状态时运行将切割分离下来的工件送入传递加工模具;传递加工模具对送入的工件继续传递加工,对成品下料;应用本技术的方式方法,能够将常规的精度要求不高的成型部分通过连续加工模具来进行快速加工,而对于后续需要精密加工的工序由传递加工模具来实现,过渡机构则在中间起到承接作用,且利用本技术的特殊过渡机制,并不需要连续加工模具和传递加工模具保持同步运行,可以分时、异步加工,这样就对可以拼接到一起的连续加工模具和传递加工模具的限制大幅降低,使得组合加工能够变得极其灵活。
附图说明
18.为了更清楚地说明本发明实施例或现有技术中的技术方案,下面将结合附图及实施例对本发明作进一步说明,下面描述中的附图仅仅是本发明的部分实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他附图:
19.图1是本发明实施例一的汽车零件精密高效加工混合模具结构分布示意图;
20.图2是本发明实施例一的汽车零件精密高效加工混合模具切割模具结构示意图;
21.图3是本发明实施例一的汽车零件精密高效加工混合模具物料感应器结构示意图;
22.图4是本发明实施例二的汽车零件精密高效加工混合模具加工方法流程图;
23.图5是本发明实施例三的汽车零件精密高效加工混合模具加工方法流程图。
具体实施方式
24.为了使本发明实施例的目的、技术方案和优点更加清楚,下面将结合本发明实施例中的技术方案进行清楚、完整的描述,显然,所描述的实施例是本发明的部分实施例,而不是全部实施例。基于本发明的实施例,本领域普通技术人员在没有付出创造性劳动的前提下所获得的所有其他实施例,都属于本发明的保护范围。
25.实施例一
26.本发明较佳实施例的汽车零件精密高效加工混合模具,如图1所示,同时参阅图2和图3,包括连续加工模具1、过渡机构2、传递加工模具3以及控制主机;过渡机构2包括感应连续加工模具进行连续加工完毕后工件的物料感应器20、对加工完毕后工件进行切割分离的切割模具21和将切割分离下来的工件送入传递加工模具的机械手23;连续加工模具1和传递加工模具3均受控制主机控制,控制主机还用于依据连续加工模具1的合模节奏控制切割模具21运行对工件进行切割分离操作,以及依据传递加工模具3的传递节奏控制机械手23将切割分离后工件送入传递加工模具3;
27.连续加工模具1对五金整板进行加工,加工完成的工件送入切割模具21后触发物料感应器20;控制主机接收到来自物料感应器20的信号后,获取连续加工模1具最近一次的合模状态时间,控制切割模具21在连续加工模具1在处于最近一次的合模状态时运行将连续加工模具1加工完成的工件从五金整板上切割分离;控制主机获取传递加工模具3最前端工位处的最近一次的开模状态时间,控制机械手23在传递加工模具3处于最近一次的开模状态时运行将切割分离下来的工件送入传递加工模具3;传递加工模具3对送入的工件继续传递加工,对成品下料;应用本技术的方式方法,能够将常规的精度要求不高的成型部分通过连续加工模具来进行快速加工,而对于后续需要精密加工的工序由传递加工模具来实现,过渡机构2则在中间起到承接作用,且利用本技术的特殊过渡机制,并不需要连续加工模具1和传递加工模具3保持同步运行,可以分时、异步加工,这样就对可以拼接到一起的连续加工模具和传递加工模具的限制大幅降低,使得组合加工能够变得极其灵活。
28.优选的,过渡机构2还包括临时存料工位24;传递加工模具3的最前端的加工位置上设置有工件感应器,控制主机控制机械手23运行对传递加工模具3的最前端的加工位置上送料时若工件感应器感应有料,则控制机械手23将工件存入临时存料工位24,当然工件感应器感应无料时控制机械手23将工件送入传递加工模具3的最前端的加工位置;临时存料工位上设置有工件计数器240和移料载具241;工件对存入的工件进行计数,当数量达到设定数值时移料载具将工件移送至备用传递加工模具5处进行加工;
29.对工件进行暂存,当暂存达到设定数值就移送到备用传递加工模具处,来形成一个连续加工模具对应多个传递加工模具的特殊加工方式,保障加工精度以及加工效率。
30.优选的,切割模具21包括上模210和下模211;下模211上设置有对工件定位的定位治具212和对工件切割的凹模213;上模210上设置有与定位治具212相正对的浮动压料块214和与凹模配合的切刀215;上模210的分合模运动受控制主机控制;采用现有的独立切割模具即可。
31.优选的,工件位于定位治具上时部分超出下模;物料感应器20包括感应支架200,感应支架200上设置有纵向分布的红外发射器201和红外接收器202;结构简洁,感应可靠性好,抗干扰性好。
32.实施例二
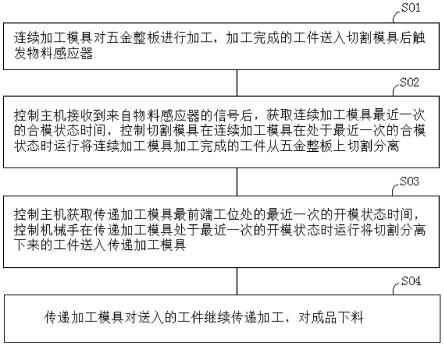
33.一种汽车零件精密高效加工混合模具加工方法,应用于如上述的汽车零件精密高效加工混合模具,如图4所示,其实现方法如下:
34.s01:连续加工模具对五金整板进行加工,加工完成的工件送入切割模具后触发物料感应器;
35.s02:控制主机接收到来自物料感应器的信号后,获取连续加工模具最近一次的合模状态时间,控制切割模具在连续加工模具在处于最近一次的合模状态时运行将连续加工模具加工完成的工件从五金整板上切割分离;
36.s03:控制主机获取传递加工模具最前端工位处的最近一次的开模状态时间,控制机械手在传递加工模具处于最近一次的开模状态时运行将切割分离下来的工件送入传递加工模具;
37.s04:传递加工模具对送入的工件继续传递加工,对成品下料;
38.应用本技术的方式方法,能够将常规的精度要求不高的成型部分通过连续加工模具来进行快速加工,而对于后续需要精密加工的工序由传递加工模具来实现,过渡机构则在中间起到承接作用,且利用本技术的特殊过渡机制,并不需要连续加工模具和传递加工模具保持同步运行,可以分时、异步加工,这样就对可以拼接到一起的连续加工模具和传递加工模具的限制大幅降低,使得组合加工能够变得极其灵活。
39.实施例三
40.本发明实施例的汽车零件精密高效加工混合模具加工方法,如图5所示,还包括以下方法:
41.s11:连续加工模具对五金整板进行加工,加工完成的工件送入切割模具后触发物料感应器;
42.s12:控制主机接收到来自物料感应器的信号后,获取连续加工模具最近一次的合模状态时间,控制切割模具在连续加工模具在处于最近一次的合模状态时运行将连续加工模具加工完成的工件从五金整板上切割分离;
43.s13:控制主机获取传递加工模具最前端工位处的最近一次的开模状态时间,控制机械手在传递加工模具处于最近一次的开模状态时运行将切割分离下来的工件送入传递加工模具;控制主机控制机械手运行对传递加工模具的最前端的加工位置上送料时若工件感应器感应有料,则控制机械手将工件存入临时存料工位,当然工件感应器感应无料时控制机械手将工件送入传递加工模具的最前端的加工位置;当临时存料工位上存入的工件数量达到设定数值时移料载具将工件移送至备用传递加工模具处进行加工;
44.s14:传递加工模具对送入的工件继续传递加工,对成品下料;
45.在实施例二的加工方法的基础上,增加了针对于:当连续加工模具速度较快,导致后续的传递加工模具难以及时衔接加工的情形的处理方式;对工件进行暂存,当暂存达到设定数值就移送到备用传递加工模具处,来形成一个连续加工模具对应多个传递加工模具的特殊加工方式,保障加工精度以及加工效率。
46.应当理解的是,对本领域普通技术人员来说,可以根据上述说明加以改进或变换,而所有这些改进和变换都应属于本发明所附权利要求的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1