一种电化学辅助机械抛光加工装置
1.本发明属于电化学抛光结合机械抛光的技术领域,具体为一种电化学辅助机械抛光加工装置。
背景技术:
2.随着科学技术的发展,工业生产中对零件表面质量的要求越来越高。机械零件在制造生产过程中,会导致零件表面层的物理力学性能低下,如存在过大的表面层冷作硬化、残余应力以及金相组织变形状况等,并伴有各种表面缺陷,如表面凹凸不平,飞边毛刺等,这种粗糙表面及缺陷会影响机械零件的耐磨性,配合质量,疲劳强度,抗腐蚀性能等。因此为提高机械零件的表面质量以满足使用要求,表面光整加工作为一项终加工工序日益受到人们的重视。
3.滚磨光整加工技术是一种典型的光整加工技术,加工时将一定比例的磨块、磨液以及工件装入设备中,依靠磨块和工件之间产生碰撞、滚压和微量切削作用,可去除机械零件的飞边毛刺,实现光整加工的目的。但滚磨光整加工技术对一些具有复杂腔体,狭缝或者细小管体的零件,加工效果差,加工速度较慢,而且为了提高加工效果,需要在加工过程中加入磨液进行辅助加工,而磨液大多对环境有害,加工后产生的废液无法直接排放,后期处理需要大量成本。
4.电化学光整加工技术是光整加工领域的一项重要技术,其加工效率高,加工质量好,而且不受加工材料硬度和强度的影响,对于形状复杂及尺寸细小的工件,采用电化学抛光比机械抛光更合适,但电化学抛光大多采用酸性电解液,操作安全性差,而且加工产生的废液对环境有害,后置处理较为困难。同时不同的材料需要不同配比的电解液来进行加工,在新材料种类日益繁盛的今天,电解液的匹配缺乏标准的方法,只能依靠经验和试错,效率低下,而且对于零件表面较深的划痕,电化学抛光的加工效果不太理想,且无法加工非金属件。
技术实现要素:
5.本发明旨在解决现有滚磨光整加工技术或电化学光整加工技术的抛光效果均不太理想的技术问题,提供了一种电化学辅助机械抛光加工装置。
6.本发明解决其技术问题采用的技术手段是:一种电化学辅助机械抛光加工装置,包括抛磨振动槽、底座、脉冲电源、循环泵、过滤器和驱动电机,抛磨振动槽中装有电解液,抛磨振动槽通过多根位于竖直方向的弹簧连接至底座上方,抛磨振动槽的底部外壁上还安装有激振器,抛磨振动槽中设置有将槽腔分隔为两部分的隔板,隔板上设置有密集分布的通孔,隔板的一侧为电解反应槽,电解反应槽中还填充有磨块,另一侧为电解液槽,电解反应槽中还设置有与隔板平行的支撑板,支撑板的上部通过夹具与电解反应槽固定连接,支撑板的下部伸入电解反应槽中,隔板上通过轴承安装有穿置在隔板上的支撑轴,支撑轴位于电解反应槽的一端固连有固定待加工管件的固定座,固定座上开有多个便于待加工管件
内侧的电解液流到外侧的通孔;待加工管件浸入电解液中,待加工管件的另一端通过轴承与工件法兰相连接,工件法兰固定在支撑板上,工件法兰内侧的支撑板上固连有阴极法兰,阴极法兰上固连有位于待加工管件内侧且与待加工管件同轴的阴极管材,阴极法兰与阴极管材之间垫有绝缘套,脉冲电源的正极通过碳刷与待加工管件外壁滑动接触,脉冲电源的负极连接至阴极管材;支撑轴位于电解液槽的一端通过联轴器固连有第一皮带轮,驱动电机位于抛磨振动槽上且其驱动轴连接有第二皮带轮,第一皮带轮和第二皮带轮通过传动皮带相连;电解液池的池底开有出液口,出液口连接至过滤器,过滤器通过阀门连接至循环泵,循环泵的出水口通过分叉的两根循环管道分别连接有喷头和喷管,喷头穿过工件法兰的侧壁后延伸至待加工管件与阴极管材的缝隙端口,待加工管件与阴极管材的缝隙宽度小于磨块的直径,喷管为带有多个喷嘴的条形管,喷管沿待加工管件的长度方向布置且位于待加工管件的外壁处。
7.磨块、抛磨振动槽、激振器、弹簧和底座共同构成机械加工组件;脉冲电源、支撑板、隔板、阴极管材等组成电化学加工组件;支撑轴、第一皮带轮、第二皮带轮、传动皮带和驱动电机组成旋转驱动组件;循环泵、阀门、过滤器、循环管道、喷头和喷管组成电解液循环组件。待加工管件通过工件法兰固定在支撑板上,工件法兰的尺寸根据待加工管件的尺寸进行调整,驱动电机位于抛磨振动槽上二者同时振动,能够减少传动皮带的晃动;待加工管件在驱动电机的驱动下,能够在电解液中旋转;抛磨振动槽在激振器的带动下,能随着激振器绕水平轴高速回转,迫使磨块对工件产生碰撞、滚压和微量切削;且待加工管件在旋转驱动组件的传动下旋转,增加工件与磨块之间的相互作用,提高工件表面均匀性和加工效率,工件相对阴极的旋转运动,改善了极间电解液流场及其温度场,还利用了阴极工具表面微观高点的复制效应提高整体整平效果;电化学加工组件中,当脉冲电源开启后,待加工管件和阴极管材与脉冲电源的两极接通,整个待加工管件浸入电解液中,形成完整闭合回路,该部分优选脉冲电流作为加工电流,周期性间歇脉冲电流可以使待加工管件阳极在加工过程中发生周期性断续的电化学阳极溶解,而且脉冲电流的间歇断电可以加快去极化,极间间隙的电化学特性、流场、电场可以周期性恢复到起始状态,此外由脉冲电流间歇作用所产生的搅拌作用大大改善了加工间隙中压力波的物理性质,因此极大地提高了加工效率和电化学光整加工后的表面质量。电解液循环组件中,开启循环泵,电解反应槽参与反应的电解液携带加工产生的废屑从隔板上的通孔进入电解液槽中,然后混杂有废屑的电解液从电解液槽底部的出液口进入过滤器,过滤器将废屑过滤掉,经过循环泵加压再次通过循环管道从喷头和喷管处喷出,回流至电解反应槽中,完成一次循环,喷头喷出的电解液压入加工间隙,喷管喷出的电解液均匀的喷淋到待加工管件的外表面,一定压力的电解液从待加工管件表面流过,保证了电解液的及时更新,保证了稳定、均匀的极间电解液流场,从而获得更好的整平质量。
8.本发明中,电化学辅助机械加工技术结合了两项技术的优势,电化学的辅助扩大了机械加工的加工范围,可加工各种高硬度高强度的金属材料,而且滚磨是自由介质加工,对于电化学加工形成的钝化层有很好的全方位的磨削效果,所以相比单一的加工工艺,加工效率和加工效果有了极大的提高,同时对于滚磨工艺不太擅长的管体内壁,其中的电化学作用也起到了良好的加工效果。
9.优选的,抛磨振动槽中设置有将电解液温度控制在50℃~60℃的温度控制装置。因
为温度对电化学反应的效果影响显著,所以提高电解液的温度,可以使溶液离子的分散速度增大,阳极溶解的分散速度升高,溶液的对流分散加速,有利于阳极外表因电解反应产生而停留的气泡脱附,防止外表因气体绝缘而出现斑块或麻点情况的发生,从而可改善抛光后的表面质量。当电解液温度低于50℃时开始自动加热,高于60℃时加热停止,使电解液始终保持在50℃~60℃之间,保证了电化学过程一直处于最佳的反应温度之下。
10.优选的,还包括中央控制器,阀门为电磁阀,中央控制器分别与驱动电机、激振器、循环泵、过滤器、脉冲电源、温度控制装置和电磁阀电连接以实现对各部件的控制。往电解槽中加入适量磨块与电解液,在中央控制器处一键式启动加工设备;激振器启动,抛磨振动槽带动其内的加工介质以一定的频率和幅度进行周期性运动,驱动电机通过第一皮带轮和第二皮带轮以及传动皮带带动待加工管件开始运转,三秒后脉冲电源、温度控制装置和循环泵开始同时运行,同时过滤器和电磁阀打开,加工开始。在电化学机理的作用下,极短时间内,工件表面在阳极溶解的同时会形成一层钝化膜,阻碍电化学过程的继续进行,此时磨块会在振动槽内进行周期性运动,对工件产生碰撞,滚压和微量切削,从而去除钝化层,重新露出金属基体,继续进行电化学过程,周而复始直至加工完成。通过中央控制器能实现一键式启动,操作方便。
11.优选的,激振器的轴上装有两个可调整夹角和偏心量的偏心块。偏心块产生离心激振力,使振动槽产生周期性振动,在振动作用下,迫使磨块对工件产生碰撞、滚压和微量切削。
12.优选的,阴极管材的长度略小于待加工管件的长度;阴极管材的外径比待加工管件的内径小0.6-1mm,这是为了保证待加工管件的内壁充分发生氧化反应。待加工管件的内壁是用纯电化学来进行加工的。
13.优选的,支撑板的上部向两侧延伸有跨至抛磨振动槽两侧壁上的连接耳板,夹具将支撑板两侧的连接耳板与抛磨振动槽的两侧壁相连接;隔板也通过夹具固定在抛磨振动槽上,隔板的边缘贴合抛磨振动槽的内壁。这样设置结构合理,连接牢固。
14.优选的,抛磨振动槽的两侧壁上连接有便于夹具滑动的滑轨,夹具与滑轨通过紧固螺栓固定连接。夹具能够在滑轨上滑动,且通过紧固螺栓能够使位置固定,通过夹具的位置来调整支撑板和隔板之间的间距,进而适应不同长度的待加工管件。
15.本发明的有益效果是:1、电化学的辅助扩大了机械加工的加工范围,本设备可加工各种高硬度高强度的金属材料;滚磨的主要作用为去除钝化层,相比于金属基体,钝化层更易去除,所以相比单一的加工工艺,加工效率有了极大的提高;2、对于滚磨不太擅长的管体内壁,电化学也可有良好的加工效果,本设备是电化学加工与机械抛磨加工的复合,可以同时获得良好的内外表面质量;3、本发明所述的设备在光整加工过程中不需要磨液辅助加工,而且电化学反应使用的是中性电解液,不需要考虑对设备的腐蚀性,绿色无污染,对环境友好,符合绿色加工的现代工艺标准。降低了加工与后置处理的成本;4、本发明使用中央控制器可对加工参数与加工过程进行智能控制,如可通过中央控制器设置激振器的电机转速、振动频率、振幅,设置电解液温度,设置脉冲电流的电流密度,加工时长等,对于不同工件可选用不同的加工参数,来达到最佳的加工效果。
附图说明
16.为了更清楚地说明本发明具体实施方式或现有技术中的技术方案,下面将对具体实施方式或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图是本发明的一些实施方式,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
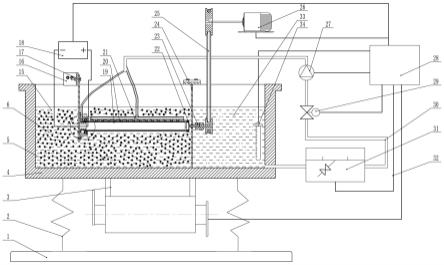
17.图1为本发明所述一种电化学辅助机械抛光加工装置的结构示意图。
18.图2为图1中法兰装配区的局部放大图。
19.图3为本发明所述支撑板的正视图。
20.图4为本发明所述隔板的正视图。
21.图5为待加工管件的装配示意图。
22.图中:1、底座;2、弹簧;3、激振器;4、抛磨振动槽;5、磨块;6、电解液;7、紧固螺栓;8、工件法兰;9、绝缘套;10、紧固螺母;11、阴极法兰;12、绝缘环;13、轴承;14、喷头;15、电解反应槽;16、夹具;17、支撑板;18、脉冲电源;19、阴极管材;20、待加工管件;21、喷管;22、支撑轴;23、联轴器;24、隔板;25、传动皮带;26、驱动电机;27、循环泵;28、中央控制器;29、阀门;30、循环管道;31、过滤器;32、导线;33、电解液槽;34、温度控制装置。
具体实施方式
23.下面将结合附图对本发明的技术方案进行清楚、完整地描述,显然,所描述的实施例是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
24.在本发明的描述中,需要说明的是,术语
ꢀ“
第一”、“第二”仅用于描述目的,而不能理解为指示或暗示相对重要性。
25.在本发明的描述中,需要说明的是,除非另有明确的规定和限定,术语“安装”、“相连”、“连接”应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或一体地连接;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通。对于本领域的普通技术人员而言,可以具体情况理解上述术语在本发明中的具体含义。
26.一种电化学辅助机械抛光加工装置,如图1至图5所示,包括抛磨振动槽4、底座1、脉冲电源18、循环泵27、过滤器31和驱动电机26,抛磨振动槽4中装有电解液6,抛磨振动槽4通过多根位于竖直方向的弹簧2连接至底座1上方,抛磨振动槽4的底部外壁上还安装有激振器3,抛磨振动槽4中设置有将槽腔分隔为两部分的隔板24,隔板24上设置有密集分布的通孔,隔板24上的通孔孔径为2mm,隔板24的一侧为电解反应槽15,电解反应槽15中还填充有磨块5,另一侧为电解液槽33,电解反应槽15中还设置有与隔板24平行的支撑板17,支撑板17的上部通过夹具16与电解反应槽15固定连接,支撑板17的下部伸入电解反应槽15中,隔板24上通过轴承13安装有穿置在隔板24上的支撑轴22,支撑轴22位于电解反应槽15的一端固连有固定待加工管件20的固定座,固定座上开有多个便于待加工管件20内侧的电解液6流到外侧的通孔,具体实施时,固定座的端面上开有若干按圆周阵列排布的直径为3.5mm的通孔;待加工管件20浸入电解液6中,待加工管件20的另一端通过轴承13与工件法兰8相连接,待加工管件20与工件法兰8上的轴承13之间垫有绝缘环12,工件法兰8固定在支撑板
17上,工件法兰8内侧的支撑板17上固连有阴极法兰11,阴极法兰11上固连有位于待加工管件20内侧且与待加工管件20同轴的阴极管材19,阴极法兰11与阴极管材19之间垫有绝缘套9,工件法兰8和阴极法兰11均通过紧固螺栓7和紧固螺母10固定在对应的板上,脉冲电源18的正极通过碳刷与待加工管件20外壁滑动接触,脉冲电源18的负极连接至阴极管材19;支撑轴22位于电解液槽33的一端固连有第一皮带轮,驱动电机26位于抛磨振动槽4上且其驱动轴连接有第二皮带轮,第一皮带轮和第二皮带轮通过传动皮带25相连,传动皮带可具体使用v型带;电解液6池的池底开有出液口,出液口连接至过滤器31,过滤器31通过阀门29连接至循环泵27,循环泵27的出水口通过分叉的两根循环管道30分别连接有喷头14和喷管21,喷头14穿过工件法兰8的侧壁后延伸至待加工管件20与阴极管材19的缝隙端口,待加工管件20与阴极管材19的缝隙宽度小于磨块5的直径,喷管21为带有多个喷嘴的条形管,喷管21沿待加工管件20的长度方向布置且位于待加工管件20的外壁处。
27.磨块5、抛磨振动槽4、激振器3、弹簧2和底座1共同构成机械加工组件;脉冲电源18、支撑板17、隔板24、阴极管材19等组成电化学加工组件;支撑轴22、第一皮带轮、第二皮带轮、传动皮带25和驱动电机26组成旋转驱动组件;循环泵27、阀门29、过滤器31、循环管道30、喷头14和喷管21组成电解液6循环组件。待加工管件20通过工件法兰8固定在支撑板17上,工件法兰8的尺寸根据待加工管件20的尺寸进行调整,待加工管件20在驱动电机26的驱动下,能够在电解液6中旋转;抛磨振动槽4在激振器3的带动下,能随着激振器3绕水平轴高速回转,迫使磨块5对工件产生碰撞、滚压和微量切削;且待加工管件20在旋转驱动组件的传动下旋转,增加工件与磨块5之间的相互作用,提高工件表面均匀性和加工效率,工件相对阴极的旋转运动,改善了极间电解液流场及其温度场,还利用了阴极工具表面微观高点的复制效应提高整体整平效果;电化学加工组件中,当脉冲电源18开启后,待加工管件20和阴极管材19与脉冲电源18的两极接通,整个待加工管件20浸入电解液6中,形成完整闭合回路,该部分优选脉冲电流作为加工电流,周期性间歇脉冲电流可以使待加工管件20阳极在加工过程中发生周期性断续的电化学阳极溶解,而且脉冲电流的间歇断电可以加快去极化,极间间隙的电化学特性、流场、电场可以周期性恢复到起始状态,此外由脉冲电流间歇作用所产生的搅拌作用大大改善了加工间隙中压力波的物理性质,因此可极大地提高加工效率和电化学光整加工后的表面质量。电解液6循环组件中,开启循环泵27,电解反应槽15参与反应的电解液6携带加工产生的废屑从隔板24上的通孔进入电解液槽33中,然后混杂有废屑的电解液6从电解液槽33底部的出液口进入过滤器31,过滤器31将废屑过滤掉,经过循环泵27加压再次通过循环管道30从喷头14和喷管21处喷出,回流至电解反应槽15中,完成一次循环,喷头14喷出的电解液6压入加工间隙,喷管21喷出的电解液6均匀的喷淋到待加工管件20的外表面,一定压力的电解液6从待加工管件20表面流过,保证了电解液6的及时更新,保证了稳定、均匀的极间电解液6流场,从而获得更好的整平质量。具体实施中,循环泵27为立式管道离心泵,过滤器31为工业过滤器31,待加工管件20端部以及支撑轴22处均设置有轴承13,一来轴承13起到支撑作用,二来能降低待加工管件20运动过程中的摩擦系数,并保证其回转精度。
28.本发明中,电化学辅助机械加工技术结合了两项技术的优势,电化学的辅助扩大了机械加工的加工范围,可加工各种高硬度高强度的金属材料,而且滚磨是自由介质加工,对于电化学加工形成的钝化层有很好的全方位的磨削效果,所以相比单一的加工工艺,加
工效率和加工效果有了极大的提高,同时对于滚磨工艺不太擅长的管体内壁,其中的电化学作用也起到了良好的加工效果。
29.进一步的,作为本发明所述的一种电化学辅助机械抛光加工装置的一种具体实施方式,抛磨振动槽4中设置有将电解液6温度控制在50℃~60℃的温度控制装置34。因为温度对电化学反应的效果影响显著,所以提高电解液6的温度,可以使溶液离子的分散速度增大,阳极溶解的分散速度升高,溶液的对流分散加速,有利于阳极外表因电解反应产生而停留的气泡脱附,防止外表因气体绝缘而出现斑块或麻点情况的发生,从而可改善抛光后的表面质量。当电解液6温度低于50℃时开始自动加热,高于60℃时加热停止,使电解液6始终保持在50℃~60℃之间,保证了电化学过程一直处于最佳的反应温度之下。
30.进一步的,作为本发明所述的一种电化学辅助机械抛光加工装置的一种具体实施方式,还包括中央控制器28,阀门29为电磁阀,中央控制器28分别与驱动电机26、激振器3、循环泵27、过滤器31、脉冲电源18、温度控制装置34和电磁阀通过导线32电连接以实现对各部件的控制。往电解槽中加入适量磨块5与电解液6,在中央控制器28处一键式启动加工设备;激振器3启动,抛磨振动槽4带动其内的加工介质以一定的频率和幅度进行周期性运动,驱动电机26通过第一皮带轮和第二皮带轮以及传动皮带25带动待加工管件20开始运转,三秒后脉冲电源18、温度控制装置34和循环泵27开始同时运行,同时过滤器31和电磁阀打开,加工开始。在电化学机理的作用下,极短时间内,工件表面在阳极溶解的同时会形成一层钝化膜,阻碍电化学过程的继续进行,此时磨块5会在振动槽内进行周期性运动,对工件产生碰撞,滚压和微量切削,从而去除钝化层,重新露出金属基体,继续进行电化学过程,周而复始直至加工完成。通过中央控制器28能实现一键式启动,操作方便,而且为保证加工的一致性,设备的振动强度由中央控制器28调整设置,来保持与电化学光整强度的一致,而且通过中央控制器28整体调控能达到加工参数的可控化。
31.进一步的,作为本发明所述的一种电化学辅助机械抛光加工装置的一种具体实施方式,激振器3的轴上装有两个可调整夹角和偏心量的偏心块。偏心块产生离心激振力,使振动槽产生周期性振动,在振动作用下,迫使磨块5对工件产生碰撞、滚压和微量切削。
32.进一步的,作为本发明所述的一种电化学辅助机械抛光加工装置的一种具体实施方式,阴极管材19的长度略小于待加工管件20的长度;阴极管材19的外径比待加工管件20的内径小0.6-1mm。这是为了保证待加工管件20的内壁充分发生氧化反应,待加工管件20的内壁是用纯电化学来进行加工的。进一步的,作为本发明所述的一种电化学辅助机械抛光加工装置的一种具体实施方式,支撑板17的上部向两侧延伸有跨至抛磨振动槽4两侧壁上的连接耳板,夹具16将支撑板17两侧的连接耳板与抛磨振动槽4的两侧壁相连接;隔板24也通过夹具16固定在抛磨振动槽4上,隔板24的边缘贴合抛磨振动槽4的内壁。这样设置结构合理,连接牢固。
33.进一步的,作为本发明所述的一种电化学辅助机械抛光加工装置的一种具体实施方式,抛磨振动槽4的两侧壁上连接有便于夹具16滑动的滑轨,夹具16与滑轨通过紧固螺栓7固定连接。夹具16能够在滑轨上滑动,且通过紧固螺栓7能够使位置固定,通过夹具16的位置来调整支撑板17和隔板24之间的间距,进而适应不同长度的待加工管件20。
34.进一步的,作为本发明所述的一种电化学辅助机械抛光加工装置的一种具体实施方式,抛磨振动槽4的容积为0.5m
³
,电解液6由质量分数为8%~15%的硝酸钠溶液和1%体积分
数的乙二醇溶液混合而成;磨块5是直径为4mm的白陶瓷滚抛磨块;电解液6与磨块5的比例为7:4。在滚磨光整过程中不需要磨液辅助加工,而且电化学反应使用了中性电解液6,绿色无污染,对环境友好,符合绿色加工的现代工艺标准,降低了加工与后置处理的成本。
35.本发明所述一种电化学辅助机械抛光加工装置的使用过程,包含以下步骤:s1、电解液6的配置:配置足量质量分数为8%~15%的硝酸钠溶液和1%体积分数的乙二醇溶液;s2、电化学设备装配以及加工材料准备:将电化学加工组件装配到抛磨振动槽4上,在抛磨振动槽4中装入0.35m
³
的直径为4mm的白陶瓷滚抛磨块5,同时加入上一步制备的电解液6,电解液6与磨块5的比例为7:4,将待加工管件20通过工件法兰8和支撑轴22安装在支撑板17和隔板24之间,在待加工管件20中通过阴极法兰11安装阴极管材19;s3、设置光整加工参数:设置激振器3的电机转速为1440r/min,振动频率为50hz,振幅为3mm,将电解液6温度加热到50℃,设置脉冲电源18的电流密度为15-30a/cm2,占空比为1:3;s4、电化学辅助机械加工:在中央控制器28处设置加工时间为10min,并一键式启动加工设备,机械加工组件、电化学加工组件和电解液6循环组件三部分开始按预设顺序运行,加工开始;s5、加工后处理:加工完成后,将加工好的零件取出,用去离子水冲洗,吹干,储存。
36.最后应说明的是:以上各实施例仅用以说明本发明的技术方案,而非对其限制;尽管参照前述各实施例对本发明进行了详细的说明,本领域的普通技术人员应当理解:其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分或者全部技术特征进行等同替换;而这些修改或者替换,并不使相应技术方案的本质脱离本发明各实施例技术方案的范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1