小型镶件高精度批量加工夹具的制作方法
1.本发明属于夹具技术领域,涉及一种小型镶件高精度批量加工夹具。
背景技术:
2.在加工细小零件,异形成型面时,在机床上无法直接装夹,在装夹小零件时操作复杂,对刀繁复,工作量巨大,列如100个零件需要装夹对刀100次,加工效率低下,还易出现操作错误造成报废。因此设计一种小型镶件高精度批量加工夹具十分有必要。
3.为了克服现有技术的不足,人们经过不断探索,提出了各种各样的解决方案,如中国专利公开了一种用于加工模具镶件的夹具[申请号:202011639680.3],包括底座,底座上设有两个气缸、由气缸分别驱动滑动的滑杆,滑杆背离气缸的端部设有夹块,夹块用于夹紧镶件;底座设有驱动机构、由驱动机构驱动升降的支撑块,支撑块用于接触镶件的底面。驱动机构包括转动设置于底座的主轴,主轴固定有曲柄,曲柄背离主轴的端部固定有偏心轴,偏心轴外套设有转套,转套固定有连杆,连杆背离转套的端部铰接于支撑块。
技术实现要素:
[0004]
本发明的目的是针对上述问题,提供一种小型镶件高精度批量加工夹具。
[0005]
为达到上述目的,本发明采用了下列技术方案:
[0006]
一种小型镶件高精度批量加工夹具,包括下夹具主座,所述的下夹具主座上设有可拆式镶件定位夹板,所述的可拆式镶件定位夹板内设有镶件定位安装部,所述的可拆式镶件定位夹板与下夹具主座之间通过多方位连接件相连,所述的下夹具主座内设有镶件防转动对位组件,所述的镶件防转动对位组件与镶件定位安装部的位置相对应,所述的镶件定位安装部与多方位连接件交错设置。。
[0007]
在上述的小型镶件高精度批量加工夹具中,所述的镶件防转动对位组件包括设置于下夹具主座内的若干镶件底部对位槽,所述的镶件底部对位槽位于镶件定位安装部正下方,所述的镶件底部对位槽内设有可沿水平方向往复直线运动的可调式镶件抵接件,所述的可调式镶件抵接件与镶件定位安装部的位置相对应。
[0008]
在上述的小型镶件高精度批量加工夹具中,所述的可调式镶件抵接件包括设置于镶件底部对位槽内的镶件底部定位板,所述的镶件底部定位板与下夹具主座之间形成限位台阶,所述的限位台阶与待加工的小型镶件的形状相配适。
[0009]
在上述的小型镶件高精度批量加工夹具中,所述的镶件底部定位板与下夹具主座相滑动配合,所述的下夹具主座内设有定位板驱动件,所述的定位板驱动件与镶件底部定位板相连。
[0010]
在上述的小型镶件高精度批量加工夹具中,所述的定位板驱动件包括设置于下夹具主座内的若干直线驱动器,所述的直线驱动器的动力轴与镶件底部定位板相连,所述的镶件底部定位板底部设有定位板防偏部,所述的定位板防偏部与下夹具主座相滑动配合。
[0011]
在上述的小型镶件高精度批量加工夹具中,所述的定位板防偏部包括设置于镶件
底部定位板底部的定位板防偏底杆,所述的下夹具主座内设有底杆滑槽,所述的定位板防偏底杆延伸通入至底杆滑槽内且定位板防偏底杆与底杆滑槽相滑动配合。
[0012]
在上述的小型镶件高精度批量加工夹具中,所述的镶件底部对位槽内设有镶件底部垫板,所述的镶件底部定位板上设有横向卡板,所述的横向卡板与镶件底部垫板相卡接配合。
[0013]
在上述的小型镶件高精度批量加工夹具中,所述的镶件底部垫板由橡胶材料制成,所述的下夹具主座内设有垫板滑槽,所述的镶件底部垫板延伸通入至垫板滑槽内且镶件底部垫板与垫板滑槽相滑动配合,所述的镶件底部垫板上设有防脱上块,所述的防脱上块与下夹具主座相滑动配合。
[0014]
在上述的小型镶件高精度批量加工夹具中,所述的镶件定位安装部包括设置于可拆式镶件定位夹板内的若干镶件定位安装孔,所述的镶件定位安装孔位于镶件底部对位槽正上方,所述的镶件定位安装孔内设有固定内圈板,所述的固定内圈板底部设有镶件定位垫圈,所述的镶件定位垫圈内部孔腔呈圆台状。
[0015]
在上述的小型镶件高精度批量加工夹具中,所述的多方位连接件包括设置于可拆式镶件定位夹板与下夹具主座之间的若干夹具螺栓,所述的夹具螺栓的螺接部贯穿通过可拆式镶件定位夹板且与下夹具主座相螺接配合,所述的下夹具主座上设有若干合模轴,所述的合模轴贯穿通过可拆式镶件定位夹板。
[0016]
与现有的技术相比,本发明的优点在于:
[0017]
1、本发明通过镶件定位安装部对待加工的小型镶件上部进行固定,避免待加工的小型镶件在加工过程中发生左右移动以及晃动,稳定性较强,通过镶件防转动对位组件对待加工的小型镶件底部进行定位,避免加工过程中镶件发生转动从而产生加工误差,不需单独校对刀具,可按夹具外形一次对刀,在批量生产小型镶件时可以做到批量加工,加工精度度高,安装和拆装方便快捷,极大的减少了人工操作的时间成本,避免的加工设备资源的浪费,从而避免了使用更多设备和零件的使用成本,大大减短模具生产的周期。
[0018]
2、本发明在安装待加工的小型镶件时,待加工的小型镶件底部与镶件底部垫板相抵接配合,避免加工的小型镶件底部与下夹具主座在加工过程中发生硬性碰撞,横向卡板用以将镶件底部垫板进行卡接固定,使得镶件底部定位板在水平调节位置过程中,可带着镶件底部垫板进行同步移动,避免出现底部空隙。
[0019]
3、本发明在安装待加工的小型镶件时,待加工的小型镶件的上部穿设于镶件定位安装孔处,通过镶件定位安装孔对待加工的小型镶件上部进行固定,避免待加工的小型镶件在加工过程中发生左右移动以及晃动,稳定性较强,镶件定位垫圈会与待加工的小型镶件相抵接配合,减少定位空隙,镶件定位垫圈内部孔腔呈圆台状,便于穿设固定待加工的小型镶件,固定内圈板用以固定镶件定位垫圈,镶件定位垫圈的内径规格还可根据待加工的小型镶件进行调整,确保紧贴固定性,实用性较强。
[0020]
本发明的其它优点、目标和特征将部分通过下面的说明体现,部分还将通过对本发明的研究和实践而为本领域的技术人员所理解。
附图说明
[0021]
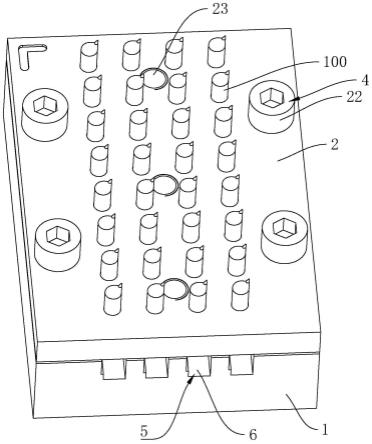
图1是本发明的结构示意图。
[0022]
图2是本发明的截面示意图。
[0023]
图3是图2中a处的放大示意图。
[0024]
图4是可拆式镶件定位夹板的截面示意图。
[0025]
图5是待加工的小型镶件的结构示意图。
[0026]
图中:下夹具主座1、可拆式镶件定位夹板2、镶件定位安装部3、多方位连接件4、镶件防转动对位组件5、镶件底部对位槽6、可调式镶件抵接件7、镶件底部定位板8、限位台阶9、定位板驱动件10、直线驱动器11、定位板防偏部12、定位板防偏底杆13、底杆滑槽14、镶件底部垫板15、横向卡板16、垫板滑槽17、防脱上块18、镶件定位安装孔19、固定内圈板20、镶件定位垫圈21、夹具螺栓22、合模轴23、待加工的小型镶件100、小型镶件底部凹槽101。
具体实施方式
[0027]
下面结合附图对本发明进行进一步说明。
[0028]
如图1-5所示,一种小型镶件高精度批量加工夹具,包括下夹具主座1,所述的下夹具主座1上设有可拆式镶件定位夹板2,所述的可拆式镶件定位夹板2内设有镶件定位安装部3,所述的可拆式镶件定位夹板2与下夹具主座1之间通过多方位连接件4相连,所述的下夹具主座1内设有镶件防转动对位组件5,所述的镶件防转动对位组件5与镶件定位安装部3的位置相对应,所述的镶件定位安装部3与多方位连接件4交错设置。
[0029]
在本实施例中,在需要加工小型镶件100时,将待加工的小型镶件100先放置于下夹具主座1内,使得待加工的小型镶件100底部与镶件防转动对位组件5相抵接配合,再将可拆式镶件定位夹板2安装至下夹具主座1上,使得待加工的小型镶件100上部穿过镶件定位安装部3,并通过镶件定位安装部3对待加工的小型镶件100上部进行固定,由多方位连接件4将可拆式镶件定位夹板2与下夹具主座1进行连接固定,拆装简单方便,避免待加工的小型镶件100在加工过程中发生左右移动以及晃动,稳定性较强,通过镶件防转动对位组件5对待加工的小型镶件100底部进行定位,避免加工过程中镶件发生转动从而产生加工误差,不需单独校对刀具,可按夹具外形一次对刀,在批量生产小型镶件时可以做到批量加工,加工精度度高,安装和拆装方便快捷,极大的减少了人工操作的时间成本,避免的加工设备资源的浪费,从而避免了使用更多设备和零件的使用成本,大大减短模具生产的周期。
[0030]
结合图1-5所示,所述的镶件防转动对位组件5包括设置于下夹具主座1内的若干镶件底部对位槽6,所述的镶件底部对位槽6位于镶件定位安装部3正下方,所述的镶件底部对位槽6内设有可沿水平方向往复直线运动的可调式镶件抵接件7,所述的可调式镶件抵接件7与镶件定位安装部3的位置相对应。
[0031]
具体地说,在安装过程中,将待加工的小型镶件100底部插入至镶件底部对位槽6内,并与可调式镶件抵接件7相抵接配合,对待加工的小型镶件100底部进行定位,避免加工过程中镶件发生转动从而产生加工误差,可调式镶件抵接件7可进行水平移动,用以配适加工的小型镶件底部凹槽101。
[0032]
结合图1-3所示,所述的可调式镶件抵接件7包括设置于镶件底部对位槽6内的镶件底部定位板8,所述的镶件底部定位板8与下夹具主座1之间形成限位台阶9,所述的限位台阶9与待加工的小型镶件100的形状相配适。
[0033]
本实施例中,在安装过程中,将待加工的小型镶件100底部插入至镶件底部对位槽
6内,并与镶件底部定位板8相抵接配合,镶件底部定位板8与下夹具主座1之间形成限位台阶9对待加工的小型镶件100底部进行定位,避免加工过程中镶件发生转动从而产生加工误差,镶件底部定位板8可进行水平移动,用以配适加工的小型镶件底部凹槽101,工作人员可根据小型镶件底部凹槽101的深浅来进行镶件底部定位板8的位置调节,确保镶件底部定位板8与待加工的小型镶件100底部保持紧贴配合。
[0034]
所述的镶件底部定位板8与下夹具主座1相滑动配合,所述的下夹具主座1内设有定位板驱动件10,所述的定位板驱动件10与镶件底部定位板8相连。
[0035]
本实施例中,当需要调节镶件底部定位板8的水平位置时,启动定位板驱动件10即可,自动化程度较高。
[0036]
结合图3所示,所述的定位板驱动件10包括设置于下夹具主座1内的若干直线驱动器11,所述的直线驱动器11的动力轴与镶件底部定位板8相连,所述的镶件底部定位板8底部设有定位板防偏部12,所述的定位板防偏部12与下夹具主座1相滑动配合。
[0037]
本实施例中,当需要调节镶件底部定位板8的水平位置时,启动直线驱动器11即可,自动化程度较高,下夹具主座1内设有孔槽的部分,直线驱动器11分区设置,可设置多个直线驱动器11对应相连接的镶件底部定位板8,定位板防偏部12可在镶件底部定位板8移动过程中,对镶件底部定位板8起到限位作用,提高镶件底部定位板8的位移精度,本领域技术人员应当理解,直线驱动器11可以是气缸、油缸或者是直线电机。
[0038]
所述的定位板防偏部12包括设置于镶件底部定位板8底部的定位板防偏底杆13,所述的下夹具主座1内设有底杆滑槽14,所述的定位板防偏底杆13延伸通入至底杆滑槽14内且定位板防偏底杆13与底杆滑槽14相滑动配合。
[0039]
本实施例中,在镶件底部定位板8移动过程中,通过定位板防偏底杆13与底杆滑槽14之间的滑动配合,对镶件底部定位板8起到限位作用,提高镶件底部定位板8的位移精度。
[0040]
所述的镶件底部对位槽6内设有镶件底部垫板15,所述的镶件底部定位板8上设有横向卡板16,所述的横向卡板16与镶件底部垫板15相卡接配合。
[0041]
本实施例中,在安装待加工的小型镶件100时,待加工的小型镶件100底部与镶件底部垫板15相抵接配合,避免加工的小型镶件100底部与下夹具主座1在加工过程中发生硬性碰撞,横向卡板16用以将镶件底部垫板15进行卡接固定,使得镶件底部定位板8在水平调节位置过程中,可带着镶件底部垫板15进行同步移动,避免出现底部空隙。
[0042]
结合图1、图3所示,所述的镶件底部垫板15由橡胶材料制成,所述的下夹具主座1内设有垫板滑槽17,所述的镶件底部垫板15延伸通入至垫板滑槽17内且镶件底部垫板15与垫板滑槽17相滑动配合,所述的镶件底部垫板15上设有防脱上块18,所述的防脱上块18与下夹具主座1相滑动配合。
[0043]
本实施例中,镶件底部垫板15由橡胶材料制成,可避免与待加工的小型镶件100底部发生硬性碰撞,在镶件底部垫板15随着镶件底部定位板8进行同步移动过程中,通过防脱上块18与下夹具主座1之间的滑动配合,避免镶件底部垫板15在移动过程中从下夹具主座1内脱离,下夹具主座1内设有横向镶件底部垫板安装槽,用以方便工作人员拆装更换镶件底部垫板15(图中未示出)。
[0044]
结合图1、图4所示,所述的镶件定位安装部3包括设置于可拆式镶件定位夹板2内的若干镶件定位安装孔19,所述的镶件定位安装孔19位于镶件底部对位槽6正上方,所述的
镶件定位安装孔19内设有固定内圈板20,所述的固定内圈板20底部设有镶件定位垫圈21,所述的镶件定位垫圈21内部孔腔呈圆台状。
[0045]
本实施例中,在安装待加工的小型镶件100时,待加工的小型镶件100的上部穿设于镶件定位安装孔19处,通过镶件定位安装孔19对待加工的小型镶件100上部进行固定,避免待加工的小型镶件100在加工过程中发生左右移动以及晃动,稳定性较强,镶件定位垫圈21会与待加工的小型镶件100相抵接配合,减少定位空隙,镶件定位垫圈21内部孔腔呈圆台状,便于穿设固定待加工的小型镶件100,固定内圈板20用以固定镶件定位垫圈21,镶件定位垫圈21的内径规格还可根据待加工的小型镶件100进行调整,确保紧贴固定性,实用性较强。
[0046]
结合图1所示,所述的多方位连接件4包括设置于可拆式镶件定位夹板2与下夹具主座1之间的若干夹具螺栓22,所述的夹具螺栓22的螺接部贯穿通过可拆式镶件定位夹板2且与下夹具主座1相螺接配合,所述的下夹具主座1上设有若干合模轴23,所述的合模轴23贯穿通过可拆式镶件定位夹板2。
[0047]
本实施例中,在合模过程中,通过合模轴23起到定位合模的作用,合模精确度较高,在固定好待加工的小型镶件100后,通过夹具螺栓22将可拆式镶件定位夹板2与下夹具主座1进行螺接固定,固定效果较好,同时拆装简单方便。
[0048]
本发明的工作原理是:
[0049]
在安装过程中,将待加工的小型镶件100底部插入至镶件底部对位槽6内,并与镶件底部定位板8相抵接配合,镶件底部定位板8与下夹具主座1之间形成限位台阶9对待加工的小型镶件100底部进行定位,避免加工过程中镶件发生转动从而产生加工误差,镶件底部定位板8可进行水平移动,用以配适加工的小型镶件底部凹槽101,工作人员可根据小型镶件底部凹槽101的深浅来进行镶件底部定位板8的位置调节,确保镶件底部定位板8与待加工的小型镶件100底部保持紧贴配合,
[0050]
待加工的小型镶件100的上部穿设于镶件定位安装孔19处,通过镶件定位安装孔19对待加工的小型镶件100上部进行固定,避免待加工的小型镶件100在加工过程中发生左右移动以及晃动,稳定性较强,镶件定位垫圈21会与待加工的小型镶件100相抵接配合,减少定位空隙,镶件定位垫圈21内部孔腔呈圆台状,便于穿设固定待加工的小型镶件100,固定内圈板20用以固定镶件定位垫圈21,镶件定位垫圈21的内径规格还可根据待加工的小型镶件100进行调整,确保紧贴固定性,实用性较强,
[0051]
在合模过程中,通过合模轴23起到定位合模的作用,合模精确度较高,在固定好待加工的小型镶件100后,通过夹具螺栓22将可拆式镶件定位夹板2与下夹具主座1进行螺接固定,固定效果较好,同时拆装简单方便,
[0052]
当需要调节镶件底部定位板8的水平位置时,启动直线驱动器11即可,自动化程度较高,下夹具主座1内设有孔槽的部分,直线驱动器11分区设置,可设置多个直线驱动器11对应相连接的镶件底部定位板8,定位板防偏部12可在镶件底部定位板8移动过程中,对镶件底部定位板8起到限位作用,提高镶件底部定位板8的位移精度,
[0053]
在镶件底部定位板8移动过程中,通过定位板防偏底杆13与底杆滑槽14之间的滑动配合,对镶件底部定位板8起到限位作用,提高镶件底部定位板8的位移精度,
[0054]
在安装待加工的小型镶件100时,待加工的小型镶件100底部与镶件底部垫板15相
抵接配合,避免加工的小型镶件100底部与下夹具主座1在加工过程中发生硬性碰撞,横向卡板16用以将镶件底部垫板15进行卡接固定,使得镶件底部定位板8在水平调节位置过程中,可带着镶件底部垫板15进行同步移动,避免出现底部空隙,
[0055]
镶件底部垫板15由橡胶材料制成,可避免与待加工的小型镶件100底部发生硬性碰撞,在镶件底部垫板15随着镶件底部定位板8进行同步移动过程中,通过防脱上块18与下夹具主座1之间的滑动配合,避免镶件底部垫板15在移动过程中从下夹具主座1内脱离,下夹具主座1内设有横向镶件底部垫板安装槽,用以方便工作人员拆装更换镶件底部垫板15,
[0056]
整个夹具不需单独校对刀具,可按夹具外形一次对刀,在批量生产小型镶件时可以做到批量加工,加工精度度高,安装和拆装方便快捷,极大的减少了人工操作的时间成本,避免的加工设备资源的浪费,从而避免了使用更多设备和零件的使用成本,大大减短模具生产的周期。
[0057]
本文中所描述的具体实施例仅仅是对本发明精神作举例说明。本发明所属技术领域的技术人员可以对所描述的具体实施例做各种各样的修改或补充或采用类似的方式替代,但并不会偏离本发明的精神。
[0058]
尽管本文较多地使用下夹具主座1、可拆式镶件定位夹板2、镶件定位安装部3、多方位连接件4、镶件防转动对位组件5、镶件底部对位槽6、可调式镶件抵接件7、镶件底部定位板8、限位台阶9、定位板驱动件10、直线驱动器11、定位板防偏部12、定位板防偏底杆13、底杆滑槽14、镶件底部垫板15、横向卡板16、垫板滑槽17、防脱上块18、镶件定位安装孔19、固定内圈板20、镶件定位垫圈21、夹具螺栓22、合模轴23、待加工的小型镶件100、小型镶件底部凹槽101等术语,但并不排除使用其它术语的可能性。使用这些术语仅仅是为了更方便地描述和解释本发明的本质,把它们解释成任何一种附加的限制都是与本发明精神相违背的。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1