一种浮动式超声螺栓滚丝机及螺纹底部光整强化方法
1.本发明涉及螺栓螺纹滚丝加工领域,特别是涉及到了一种浮动式超声螺栓滚丝机及螺纹底部光整强化方法。
背景技术:
2.目前,螺栓的主要制造工艺路线为:下料-镦制-热处理-车-磨-滚螺纹-滚r-成品-检验-入库等,由于螺纹表面的缺口敏感性特,螺栓在使用过程中容易开裂,进而造成整机装备承力构件的服役失效,甚至引起结构断裂和人员伤亡。而这一问题在铝合金材料的螺栓上尤为突出。为了解决这一问题,目前采取的办法主要是在螺纹成形后再次进行光整或强化处理,提高螺纹的表面完整性。上述加工方法中,螺纹的成型和光整强化处理需要分步进行,存在效率低的问题,同时由于光整强化处理的工艺均为固定工艺,而不同的螺栓零件本身的材料特性等可能有所不同,均采用相同工艺光整强化处理的螺栓最终质量无法保证。
技术实现要素:
3.本发明的目的在于提供一种浮动式超声螺栓滚丝机,以解决螺纹的加工及光整强化效率低的问题。
4.同时,本发明的目的还在于提供一种螺纹底部光整强化方法,以解决螺栓的生产及光整强化效率低的问题。
5.为了解决上述问题,本发明的浮动式超声螺栓滚丝机采用以下技术方案:一种浮动式超声螺栓滚丝机,包括机架,所述机架上设有滚丝轮,所述机架上还装配有超声滚丝单元,所述超声滚丝单元包括超声发生器和与超声发生器连接的超声光整轮,所述超声光整轮使用时与所述滚丝轮在被加工螺栓轴向同一位置处环绕布置在被加工螺栓的周围。
6.有益效果:本发明的浮动式超声螺栓滚丝机在机架上设置了超声滚丝单元,并且超声滚丝单元的超声光整轮与滚丝轮在被加工螺栓轴向同一位置处环绕布置在被加工螺栓的周围,因此可在滚丝的同时刻完成对螺纹的光整作业,即一次实现螺纹成形及螺纹底部光整强化,由此提高了螺纹的加工效率,解决了螺纹的加工及光整强化效率低的问题。
7.更进一步地,在所述滚丝轮的滚丝位置处附近还设有朝向滚丝位置的图像采集装置,所述图像采集装置与所述超声滚丝单元连接于一控制器,所述控制器可根据图像采集装置采集到的图像信息调整超声滚丝单元的参数,以控制超声光整轮的光整质量。图像采集装置可以用于采集加工后螺纹的表面质量参数(表面粗糙度、三维形貌等)特征,而后便可根据这些特征判断螺纹质量是否达标,并以此为依据调整超声滚丝单元的参数(超声频率、超声振幅、超声光整轮对工件的压力等),最终确保获得达标的螺栓。
8.更进一步地,所述图像采集装置配置有气吹装置,以用于清洁图像采集装置的采集点。气吹装置能够保证采集螺纹的表面的洁净,避免润滑油等的干扰,使图像采集结果更加准确。
9.更进一步地,所述超声光整轮配置有摩擦扭矩模块,用于控制加工过程中的摩擦力及摩擦系数的恒定。摩擦力及摩擦系数的恒定可进一步保证所加工螺纹各处质量的一致性。
10.更进一步地,所述超声滚丝单元的超声光整轮浮动装配在机架上,超声发生器一端固定在机架上,并且与所述超声光整轮之间配置有气压装置。气压装置可便于调节超声光整轮对工件的压力,同时保证其一直保持与工件的接触,优化光整效果。
11.更进一步地,所述超声光整轮与机架之间设有浮动导轨。浮动导轨可保证超声光整轮活动时的可靠性及可控性。
12.本发明的螺纹底部光整强化方法采用以下技术方案:
13.螺纹底部光整强化方法,该方法是在对螺杆进行滚丝成型的同时,通过带超声波发生器的超声光整轮在滚丝位置处对螺纹进行光整强化。
14.有益效果:本发明的螺纹底部光整强化方法在对螺杆进行滚丝成型的同时,通过带超声波发生器的超声光整轮在滚丝位置处对螺纹进行光整强化,可一次实现螺纹成形及螺纹底部光整强化,由此提高了螺纹的加工效率,解决了螺纹的加工及光整强化效率低的问题。
15.更进一步地,在对螺纹进行光整强化的过程中,通过采集光整位置处的图像信息来获取光整效果,并根据光整效果调节光整轮的参数,进而达到设定的光整结果。采集光整位置处的图像信息(表面粗糙度、三维形貌等)特征,可根据这些特征判断螺纹质量是否达标,并以此为依据调整超声滚丝单元的参数(超声频率、超声振幅、超声光整轮对工件的压力等),最终确保获得达标的螺栓。
16.更进一步地,采集光整位置处的图像信息时,对采集点进行喷吹,以保证采集点螺纹洁净。
17.更进一步地,检测超声光整轮处的摩擦扭矩,并根据检测结果调整超声光整轮对螺纹的压力,保证加工过程中摩擦力及摩擦系数的恒定,从而保证螺纹光整效果的一致性。
附图说明
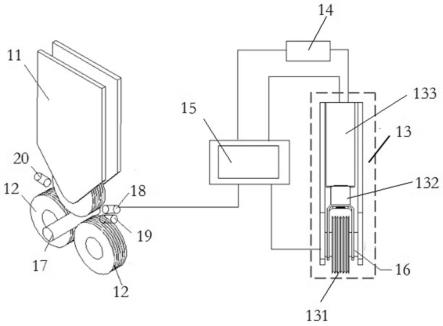
18.图1是本发明的浮动式超声螺栓滚丝机的实施例1的示意图;
19.图2是图1中的超声滚丝单元的结构示意图;
20.图3是图2中的轮架的结构示意图;
21.图4是本发明的浮动式超声螺栓滚丝机的实施例1工作的流程图;
22.图5是根据本发明的螺纹底部光整强化方法加工的螺纹的效果图。
23.图中:11、机架;111、开孔;12、滚丝轮;13、超声滚丝单元;131、超声光整轮;132、气缸;133、超声发生器;14、气泵;15、控制器;16、摩擦扭矩模块;17、螺栓件;18、图像采集装置;19、气吹装置;20、润滑口。
具体实施方式
24.为了使本发明的目的、技术方案及优点更加清楚明了,以下结合附图及实施例,对本发明进行进一步详细说明。应当理解,此处所描述的具体实施例仅用以解释本发明,并不用于限定本发明,即所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。通
常在此处附图中描述和示出的本发明实施例的组件可以以各种不同的配置来布置和设计。
25.因此,以下对在附图中提供的本发明的实施例的详细描述并非旨在限制要求保护的本发明的范围,而是仅仅表示本发明的选定实施例。基于本发明的实施例,本领域技术人员在没有做出创造性劳动的前提下所获得的所有其他实施例,都属于本发明保护的范围。
26.需要说明的是,可能出现的术语如“第一”和“第二”等之类的关系术语仅仅用来将一个实体或者操作与另一个实体或操作区分开来,而不一定要求或者暗示这些实体或操作之间存在任何实际的关系或者顺序。而且,术语如“包括”、“包含”或者其任何其他变体意在涵盖非排他性的包含,从而使得包括一系列要素的过程、方法、物品或者设备不仅包括那些要素,而且还包括没有明确列出的其他要素,或者是还包括这种过程、方法、物品或者设备所固有的要素。在没有、更多限制的情况下,由语句“包括一个
……”
等限定的要素,并不排除在包括所述要素的过程、方法、物品或者设备中还存在另外的相同要素。
27.以下结合实施例对本发明的特征和性能作进一步的详细描述。
28.本发明的浮动式超声螺栓滚丝机的实施例1:
29.如图1-3所示,本发明的浮动式超声螺栓滚丝机的主要构成部分有机架11、滚丝轮12、超声滚丝单元13、气泵14、控制器15以及摩擦扭矩模块16。
30.机架11的具体结构未在图中全部示出,此处需要说明的是,机架11在本发明中仅仅起到安装以上各部分的作用,只要能够满足上述安装需求即可,对其结构无特殊要求,因此此处不予赘述。
31.滚丝轮12有两个,其本身的结构以及在机架上的安装结构为现有技术,此处不予赘述。在本实施例中,两滚丝轮12均为水平移动的滚丝轮,可通过水平移动相互靠近以及远离。
32.超声滚丝单元13包括超声光整轮131、气缸132和超声发生器133,其中超声发生器133安装在机架11上,并且通过气缸132与超声光整轮131传动连接,在使用的时候,气缸132与气泵14相连,能够保持超声光整轮131与螺栓件17(被加工工件)的接触,并且可以调节超声光整轮131对螺栓件17施加的压力。超声光整轮131在使用时与两滚丝轮12位于螺栓件17轴向的同一位置处,绕螺栓件17周向分布,因此可在滚丝的同时对螺纹进行光整加强。超声发生器133和气泵14均连接于控制器15,通过控制器15可以对气泵14以及超声发生器133的参数进行相应的调节。
33.如图所示,超声光整轮131安装在机架11上,为了对超声光整轮131随气缸132的活动进行导向,在机架11上设置了浮动导轨,浮动导轨的结构如图3所示,在本实施例中,具体是由在机架11上设置开孔111,通过所述开孔111的孔壁构成。
34.机架11上在滚丝轮12的滚丝位置处附近还设有朝向滚丝位置的图像采集装置18(光学表面质量监测模块),图像采集装置18用于采集加工出的螺纹的表面质量参数(表面粗糙度、三维形貌等)特征,为了避免润滑液等杂质影响图像采集的质量,为图像采集装置18配置有气吹装置19,气吹装置19可通过吹气口处喷出的高压气体对图像采集位置进行喷吹清洁。图像采集装置与控制器15连接,通过在控制器15内预设螺纹表面参数阈值,可与图像采集装置的采集信息进行对比,自动调整(其它实施例中还可以人工通过控制器调整)超声滚丝单元13的参数(如超声发生器的超声频率、超声振幅),以获得期望的螺纹表面质量。
35.摩擦扭矩模块16设在超声光整轮131处,包括与控制器15连接的摩擦扭矩传感器,
摩擦扭矩模块16用于获取滚丝加工中的摩擦力、摩擦系数等,在加工过程中始终保持摩擦力、摩擦系数的恒定,进而保证螺纹光整效果的一致性。超声光整轮在运转过程中,其摩擦扭矩传感器采集到该过程中的切削力后由控制器15计算出水平切向力,并在已知作用在超声发生器上的垂直载荷的基础上,控制器15利用公式μ=f/n,得出实时的摩擦系数。
36.使用本发明的滚丝机进行螺栓件17的加工时,可首先启动电源,调整气压参数、超声参数和摩擦扭矩参数,将螺栓件17放入滚丝位置进行滚丝加工,滚丝过程中润滑油从润滑口20流出,同时高压气体经气吹装置19的吹气口吹出后将螺纹表面的润滑油吹洁净,然后图像采集模块获取成形螺纹的表面质量参数(表面粗糙度、三维形貌等)特征,并与控制器15预设的表面质量和摩擦扭矩参数对比,在线调控超声光整轮131的超声参数和气压参数,使螺纹表面具有较高的表面质量,进一步使螺纹表面和次表层获得较高的残余压应力场和显微硬度,大幅度提高螺栓的疲劳强度。该滚丝机的工作流程如图4所示。
37.本发明的螺纹底部光整强化方法的实施例:
38.该方法是在对螺杆进行滚丝成型的同时,通过带超声波发生器的超声光整轮在滚丝位置处对螺纹进行光整强化,其中在对螺纹进行光整强化的过程中,通过采集光整位置处的图像信息来获取光整效果,并根据光整效果调节光整轮的参数,进而达到设定的光整结果。采集光整位置处的图像信息时,对采集点进行喷吹,以保证采集点螺纹洁净。光整强化过程中,控制超声光整轮处的摩擦扭矩,保证加工过程中摩擦力及摩擦系数的恒定,从而保证螺纹光整效果的一致性。图5示出了根据本发明的螺纹底部光整强化方法加工的螺纹的效果图,由图可知采用本发明的方法后,螺纹底部的表面质量得到了明显提高,并且各处质量均匀。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1