一种船用薄型钢板焊接变形的跳跃式水火矫正方法与流程
1.本发明属于船舶制造领域,特别涉及一种船用薄型钢板焊接变形的跳跃式水火矫正方法,应用在船体上层建筑、船体格仓、舱壁等薄型钢板焊接变形的矫正。
背景技术:
2.船舶上层建筑、围壁、甲板、船体格仓,舱壁等板材较薄,通常情况下板越薄约束力、稳定性就越差,会因结构安装、分段组装、焊接而产生大的变形。为了达到设计检验所需的平整度,必须采用氧燃气通过加热枪按比例混合后喷射燃烧产生的高温火焰,在钢板变形处局部加热用水跟踪冷却,使钢板加热处产生收缩达到矫平效果。
3.传统水火矫正法采用线条状、松叶法、十字法等加热矫正法矫正,这些矫正法会因连续加热和加热面积过大,使钢板内部变形应力向受热处释放,极易产生筋状、僵块疤痕。板越薄、变形越大的板格,产生的缺陷就越明显。
技术实现要素:
4.为了改变上述现有技术中存在的问题,本发明提出一种跳跃式点烧矫正法,应用于薄板焊接变形的矫正,也可应用于不锈钢焊接变形的矫正。本发明的一种船用薄型钢板焊接变形的跳跃式水火矫正方法能够有效避免筋状、僵块缺陷的产生,保证板面光洁度质量,减少重复修正,提高工作效率,提高对外报验合格率。
5.为了达到上述发明目的,本发明专利提供的技术方案如下:
6.一种船用薄型钢板焊接变形的跳跃式水火矫正方法,所述船用薄型钢板的厚度为6mm以下薄型钢板或不锈钢板材,特别是厚度为3~4mm的围壁板、格仓板及甲板,该方法在变形钢板上用加热枪直接短暂局部加热形成直径6~8mm加热圆点,用水跟踪冷却,加热圆点与加热圆点之间间隔一定间距实现错位排列,加热点受周围冷钢板约束控制热膨胀而增大收缩率,该方法具体包括如下步骤:
7.第一步,准备水火矫正的配套工具,该配套工具包括有提供加热的加热枪、氧气和燃气,提供水降温的特制水龙头、胶管和冷却水,所述氧气和燃气分别通过管路输入至所述的加热枪,所述的特制水龙头的结构包括龙头主体和进水阀,所述进水阀垂直固定于龙头主体中部,龙头主体的尾部设有进水口,该进水口连接所述的胶管以接收冷却水,龙头主体的前端细长且有向下的弯曲,其弯曲方向与进水阀的固定方向相反,龙头主体弯曲部位的端部为出水口,该出水口的截面所在平面平行于所述龙头主体的轴线;
8.第二步,选定需要进行水火矫正的薄型钢板,确定其焊接变形部位,目测变形量和变形面积,制定水火矫正的方案,该方案为在变形部位通过点阵型布置加热点并及时进行冷却,控制加热点与周围加热点的距离以及加热点的原点大小;
9.第三步,操作时把氧气和燃气通过加热枪按一定比例混合后,经枪管和喷嘴实现喷射性燃烧,形成3050℃~3300℃淡蓝色高温固定火焰作为水火矫正的加热源,将冷却水通过胶管输入到特制水龙头中,操作者一只手持加热枪,另一只手持特制龙头,实现加热和
冷却的及时衔接;
10.第四步,在变形钢板的凸起部位用高温火焰作停顿成圆点,并进行加热水跟踪冷却,当圆点加热至肉眼可见的暗红时直接跳开直线移动进入下一个加热点,加热点之间前后、左右间隔距离为30mm为准,根据钢板的变形量较大,则距离变小,若变形量较小,则将距离变大,加热点阵列分布,且行与行之间的点错位分布;
11.第五步,在变形钢板上通过一个个独立的圆点加热,根据板厚调节控制加热圆点的直径,通常3mm以下板厚加热圆点直径≤6mm,加热温度控制在500℃,6mm以下板厚圆点加热直径≤8mm,加热温度控制在550℃;
12.第六步,矫正过程中,加热圆点冷却后检查一个区域的变形矫正情况,然后检查整体变形钢板的矫正情况,若变形量矫正完成则检查表面光洁度。
13.在本发明的一种船用薄型钢板焊接变形的跳跃式水火矫正方法中,所述特制水龙头的整体造型与加热枪造型相同,且特制水龙头的出水口长度与加热枪火焰出口长度相同。
14.在本发明的一种船用薄型钢板焊接变形的跳跃式水火矫正方法中,所述特制水龙头的重量小于加热枪的重量以使得工作时二者的重量相近,以便于操作者两手同时操作的稳定性。
15.在本发明的一种船用薄型钢板焊接变形的跳跃式水火矫正方法中,在所述第二步中,变形部位的加热圆点成阵列分布,画出加热圆点的位置,确保相邻行之间的加热圆点错位分布,计算加热圆点的直径大小,并预先画出加热圆点的加热直径标记。
16.在本发明的一种船用薄型钢板焊接变形的跳跃式水火矫正方法中,在所述第三步中,矫正前操作者先调整好加热枪,确保加热枪火焰喷射大小和温度符合要求后用左手拿稳,并通过左手拇指实现火焰的调节与关闭,另一只手拿着特制水龙头,特制水龙头喷出的水紧跟加热源快速冷却,特制水龙头上的进水阀由右手拇指操作实现冷却水的通路和断路。
17.在本发明的一种船用薄型钢板焊接变形的跳跃式水火矫正方法中,所述第四步中,操作者加热完成加热圆点后,立刻平移至下一个加热圆点进行加热,同时特制水龙头对已完成加热圆点喷出冷却水实现冷却,重复操作直至完成所有预设加热圆点的加热与冷却。
18.在本发明的一种船用薄型钢板焊接变形的跳跃式水火矫正方法中,在所述第五步中,操作中保证冷却水的水压及水流量实现快速冷却,使对一个加热圆点的冷却时间等于下一个加热圆点的加热时间,实现同步加热和同步冷却,确保薄板表面光洁度。
19.在本发明的一种船用薄型钢板焊接变形的跳跃式水火矫正方法中,所述的燃气选用丙烷、乙炔或天然气,经加热枪混合后喷射燃烧,加热枪喷嘴呈淡蓝色固定火焰,焰心温度可达3030℃~3300℃高温。
20.基于上述技术方案,本发明专利一种船用薄型钢板焊接变形的跳跃式水火矫正方法经过实践应用取得了如下技术效果:
21.1.本发明一种船用薄型钢板焊接变形的跳跃式水火矫正方法利用较小加热点受四周围冷钢板的约束控制膨胀,增大水冷却后的收缩量,又因该操作法加热点小无法诱导焊接变形应力的释放,故能有效避免筋状、僵块缺陷的产生,保证板面光洁度质量,减少重
复修正,提高工作效率,提高对外报验合格率。
22.2.本发明一种船用薄型钢板焊接变形的跳跃式水火矫正方法通过设计特制水龙头,使其与加热枪的形状和大小都相同,使用时的整体重量也相近,一个人双手分别持有加热枪和特制水龙头即可同时操作来完成跳跃式水火矫正,大大提高了水火矫正的效率。
23.3.本发明的跳跃式矫正法需与薄型钢板变形部位选择、加热点温度、加热点间隔距离、水火距选择配套使用,操作简便灵活,不受场地、环境因素影响,矫正成本低、见效快,除了薄型钢板以外,还适用6mm以下不锈钢、铝合金有色金属焊接变形的矫正。
24.4.本发明一种船用薄型钢板焊接变形的跳跃式水火矫正方法在传统水火矫正法基础上改进而成,可提高30%以上工效,可避免锤击等落后工艺施工,保证板面光洁光顺度质量。
附图说明
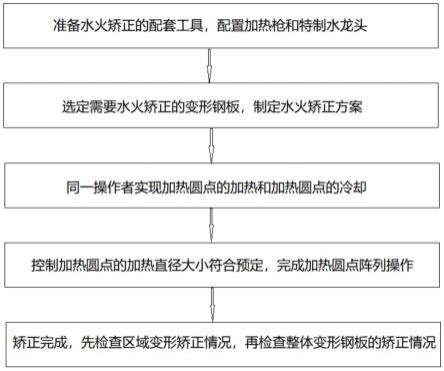
25.图1是本发明一种船用薄型钢板焊接变形的跳跃式水火矫正方法的操作流程图。
26.图2是本发明加热枪与特制水龙头的结构对比示意图。
27.图3是一种变形后的船用薄板的示意图。
28.图4是本发明一种船用薄型钢板焊接变形的跳跃式水火矫正方法实施过程中跳跃式加热点水跟踪冷却的示意图。
29.图5是本发明一种船用薄型钢板焊接变形的跳跃式水火矫正方法中加热圆点的布置示意图。
具体实施方式
30.下面我们结合附图和具体的实施例来对本发明一种船用薄型钢板焊接变形的跳跃式水火矫正方法做仅有别的详细阐述,以求更为清楚明了地理解其结构组成和工作方式,但不能以此来限制本发明的保护范围。
31.本发明是一种船用薄型钢板焊接变形的跳跃式水火矫正方法,所述船用薄型钢板的厚度为6mm以下薄型钢板或不锈钢板材,特别是厚度为3~4mm的围壁板、格仓板及甲板,该方法在变形钢板上用加热枪直接短暂局部加热形成直径6~8mm加热圆点,用水跟踪冷却,加热圆点与加热圆点之间间隔一定间距实现错位排列,加热点受周围冷钢板约束控制热膨胀而增大收缩率。
32.如图1所示,上述方法具体包括如下步骤:
33.第一步,准备水火矫正的配套工具,该配套工具包括有提供加热的加热枪、氧气和燃气,提供水降温的特制水龙头、胶管和冷却水,所述氧气和燃气分别通过管路输入至所述的加热枪,所述的特制水龙头的结构包括龙头主体12和进水阀13,所述进水阀13垂直固定于龙头主体12中部,龙头主体12的尾部设有进水口13,该进水口13连接所述的胶管以接收冷却水,龙头主体12的前端细长且有向下的弯曲,其弯曲方向与进水阀13的固定方向相反,龙头主体12弯曲部位的端部为出水口14,该出水口14的截面所在平面平行于所述龙头主体12的轴线。如图2所示,所述特制水龙头1的整体造型与加热枪2造型相同,且特制水龙头的出水口长度与加热枪火焰出口长度相同,所述特制水龙头的重量小于加热枪的重量以使得工作时二者的重量相近,以便于操作者两手同时操作的稳定性。
34.第二步,选定需要进行水火矫正的薄型钢板,如图3所示,确定其焊接变形部位,目测的方式来大致测出变形量和变形面积,制定水火矫正的方案,该方案为在变形部位通过点阵型布置加热点并及时进行冷却,控制加热点与周围加热点的距离以及加热点的原点大小。其中,变形部位的加热圆点成阵列分布,画出加热圆点的位置,确保相邻行之间的加热圆点错位分布,计算加热圆点的直径大小,并预先画出加热圆点的加热直径标记。
35.第三步,操作时把氧气和燃气通过加热枪按一定比例混合后,经枪管和喷嘴实现喷射性燃烧,形成3050℃~3300℃淡蓝色高温固定火焰作为水火矫正的加热源,将冷却水通过胶管输入到特制水龙头中,操作者一只手持加热枪,另一只手持特制龙头,实现加热和冷却的及时衔接,如图4所示。矫正前操作者先调整好加热枪,确保加热枪火焰喷射大小和温度符合要求后用左手拿稳,并通过左手拇指实现火焰的调节与关闭,另一只手拿着特制水龙头,特制水龙头喷出的水紧跟加热源快速冷却,使得特制水龙头的出水口与加热枪的火焰出口对齐,特制水龙头上的进水阀由右手拇指操作实现冷却水的通路和断路。
36.第四步,在变形钢板的凸起部位用高温火焰作停顿成圆点,并进行加热水跟踪冷却,当圆点加热至肉眼可见的暗红时直接跳开直线移动进入下一个加热点,加热点之间前后、左右间隔距离为30mm为准,根据钢板的变形量较大,则距离变小,若变形量较小,则将距离变大,加热点阵列分布,且行与行之间的点错位分布,如图5所示。操作者加热完成加热圆点后,立刻平移至下一个加热圆点进行加热,同时特制水龙头对已完成加热圆点喷出冷却水实现冷却,重复操作直至完成所有预设加热圆点的加热与冷却。
37.第五步,在变形钢板上通过一个个独立的圆点加热,根据板厚调节控制加热圆点的直径,通常3mm以下板厚加热圆点直径≤6mm,加热温度控制在500℃,6mm以下板厚圆点加热直径≤8mm,加热温度控制在550℃。操作中保证冷却水的水压及水流量实现快速冷却,使对一个加热圆点的冷却时间等于下一个加热圆点的加热时间,实现同步加热和同步冷却,确保薄板表面光洁度。
38.第六步,矫正过程中,加热圆点冷却后检查一个区域的变形矫正情况,然后检查整体变形钢板的矫正情况,若变形量矫正完成则检查表面光洁度。
39.上述的燃气选用丙烷、乙炔或天然气,经加热枪混合后喷射燃烧,加热枪喷嘴呈淡蓝色固定火焰,焰心温度可达3030℃~3300℃高温。
40.本发明跳跃式水火矫正法涉及船舶建造薄型钢板焊接变形的矫正,特别涉及军品上层建筑3~4mm围壁板、格仓板焊接变形的矫正。该跳跃式水火矫正操作法由氧、燃气、水、胶管、加热枪和特制喷水龙头等工具配合使用。操作时在变形钢板部位进行短暂局部加热,然后用水跟踪冷却,使加热区收缩,达到矫平效果。跳跃加热时左右方向直线运行,上下行加热点错位布局。本发明的操作法是一个个独立的圆点加热,加热圆点直径根据板厚调节控制,通常3mm以下板厚加热圆点直径≤6mm,加热温度控制在500℃,6mm以下板厚圆点加热直径≤8mm,加热温度控制在550℃。操作中必须严格控制加热温度及加热点直径尺寸,并保证冷却水水压及水流量达到快速冷却效果,确保薄板表面光洁度质量。
41.上述跳跃式矫正法需与薄型钢板变形部位选择、加热点温度、加热点间隔距离、水火距选择配套使用,本发明跳跃式水火矫正操作法具有操作简便灵活,不受场地、环境因素影响,矫正成本低、见效快,可避免常规水火矫正产生的筋状、僵块等缺陷,可保证板面光洁度质量,可适用6mm以下不锈钢、铝合金有色金属焊接变形的矫正。该操作法在传统水火矫
正法基础上改进而成,可提高30%以上工效,可避免锤击等落后工艺施工,保证板面光洁光顺度质量。
42.本发明的跳跃式矫正法已成功运用到17艘多型号船舶薄板焊接变形的矫正中,特别适用于局部突变区的矫正。矫正后的板面不会有筋状、僵块、褶皱等缺陷产生,推广使用至今无缺陷损坏的换板、退验等质量问题产生,可保证板面平整光洁度质量。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1