一种脆性或高强度材料双束激光辅助冲压方法及装置与流程
1.本发明属于激光辅助微成型技术领域,尤其涉及一种脆性或高强度材料双束激光辅助冲压方法及装置。
背景技术:
2.成型是基本的生产技术之一,由于该工艺的潜力和低成本,在工业应用中得到广泛应用。然而,目前脆性和高强度材料冲压成型存在工艺复杂、成品率低、加工表面质量差的问题,通过成型前的预热将使材料在成型前的力学性能改善,提高脆性材料的成型能力。
3.激光辅助加工是将高功率激光束聚焦在切削路径前一定距离的工件表面,在材料被切除前的极短时间内将局部加热到很高的温度,使材料局部软化,提高材料的局部塑性,使局部材料的切削性能在高温下发生改变,从而对其进行加工。
4.目前在成型前进行预热所采用的方法均为单面激光照射,但是对于脆性或高强度材料单面照射往往不能完整的改善材料加工区域的质量,材料背部因没有或只受到很少的热量,待加工区域并没有达到加工所需的塑性,极有可能产生毛刺或断裂。同时如果增大单面照射能量也会导致材料热影响区面积增大,影响材料性能。
技术实现要素:
5.针对现有技术存在的不足,本发明提供一种脆性或高强度材料双束激光辅助冲压方法及装置。
6.一种脆性或高强度材料双束激光辅助冲压方法,具体包括以下步骤:
7.步骤一:准备阶段,将工件通过冲床的夹具安装固定于冲床工作台上,将冲压头安装于冲床凸轮上的连杆下方;下表面分光元件安装于冲床工作台下方的三坐标工作台上,根据待加工材料的仿真结果和实验数据,设置好连续激光发生器输出的激光功率、光斑尺寸、材料加工所需的照射时间t和冲床的加工参数;打开双束激光辅助冲压装置的连续激光发生器和轴棱镜分光系统,调整设备和激光形状,使激光通过轴棱镜分光系统射出;
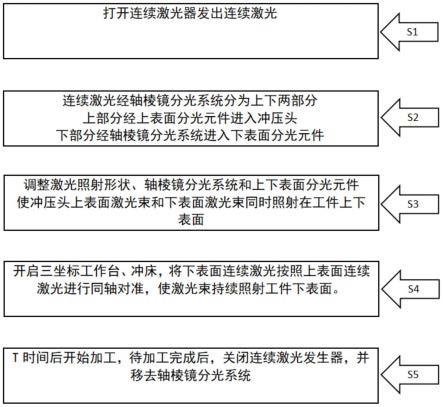
8.步骤二:打开连续激光发生器光闸,使连续激光发生器发出连续激光;
9.步骤三:连续激光经轴棱镜分光系统分为上下两部分,上部分经上表面分光元件进入冲压头形成上表面连续激光,下部分经轴棱镜分光系统进入下表面分光元件形成下表面连续激光;
10.步骤四:调整上表面分光元件和下表面分光元件,使上表面连续激光和下表面连续激光同时照射在工件的上、下表面;
11.步骤五:开启三坐标工作台,打开冲床,将下表面连续激光按照上表面连续激光进行同轴对准,使激光束持续照射工件下表面;使上表面连续激光与下表面连续激光同时进行照射
12.步骤六:达到根据实验结果得到的所需照射时间t后冲床开始对材料进行冲压加工,待加工完成后,关闭连续激光发生器,并移去轴棱镜分光系统。
13.一种脆性或高强度材料双束激光辅助冲压装置,包括冲床、连续激光发生器、轴棱镜分光系统、上表面分光元件、三坐标和下表面分光元件,工件通过夹具安装于冲床的冲床工作台上方,与冲压头相对;冲压头安装于冲床凸轮上的连杆下方;上表面分光元件设置在冲床的顶部;下表面分光元件安装在冲床工作台底部的三坐标的三坐标工作台上;所述连续激光发生器正对轴棱镜分光系统;三坐标与冲床的数控系统电连接;
14.冲床和照射在工件上表面的上表面连续激光组成上表面冲压头激光系统,三坐标工作台和照射在工件下表面的下表面连续激光组成下表面连续激光系统,上表面冲压头激光系统与下表面连续激光系统组成表面激光系统。
15.所述轴棱镜分光系统包括聚焦透镜一、轴棱镜、光路分光元件、第一反射元件、第二反射元件和第三反射元件,连续激光发生器发出的连续激光依次经过聚焦透镜一、轴棱镜、光路分光元件、第一反射元件、第二反射元件和第三反射元件;被光路分光元件透射的激光即第一个激光束λ1仍沿当前方向传输至第一反射元件,反射的激光即第二个激光束λ2沿光线的反射方向传输至上表面分光元件中;第一反射元件用于改变激光束λ1的传输方向,以使激光束λ1与激光束λ2的传输方向相同,照射至第二反射元件,第一个激光束λ1经第二反射元件反射后传输至第三反射元件,经第三反射元件反射使激光束λ1进入下表面分光元件中,照射在工件的下表面。
16.所述冲床工作台为中间镂空,两侧具有平行导轨。
17.两束激光λ1、λ2能量相当。
18.所述表面激光系统还包括集成在轴棱镜分光系统中的聚焦透镜二及ccd检测装置;聚焦透镜二设置在第一反射元件与ccd检测装置之间,ccd检测装置与冲床的数控系统电连接。
19.本发明的有益效果是:
20.这种加工方法适用于脆性或高强度材料的冲压,尤其适用于厚度为2mm-0.1mm的薄板材,实现复合难加工脆性或高强度材料的冲压,改善普通冲压加工效率低、质量不稳定的现状,与单面连续激光冲压相比,能有效的改善脆性或高强度材料背面因没有激光照射导致变形区的材料断裂,并且减轻了冲压头冲压时所需要的力和材料所受的力,减小冲压头磨损,增加冲压头的使用寿命,加工后的表面质量相对较好,且不需要二次加工。
21.同时此方法中的两种激光束采用同一光源,使加工装置更加简化,节约成本。
22.本发明为解决脆性或高强度材料的冲压加工提出了一种新的手段,能够进行脆性或高强度材料的冲压加工,使脆性或高强度材料的冲压加工材料有更广泛的应用。针对脆性或难加工材料采用双束激光预热,其中一束激光透过冲压磨具垂直照射工件表面,另一束激光从工件背面垂直照射工件,双束激光复合加热相比于单一场加热解决了仅单一表面受热导致实际加工仍然会出现的毛刺和断裂问题,也解决了整体加热后加工会影响材料相关性能的问题,同时具有更高的加工效率和更高的加工表面质量,有望成为加热辅助冲压领域发展的新趋势,同时也为以往单面激光无法加工的材料提供了一种思路。
附图说明
23.图1为本发明实施例提供的双束激光辅助冲压方法的流程图;
24.图2为本发明实施例提供的双束激光辅助冲压方法所采用的的装置的结构示意
图;
25.图3为本发明实施例提供的双束激光辅助冲压方法中的加工工件的示意图;
26.其中,
27.1-连续激光发生器,2-轴棱镜,3-光路分光元件,4-第一反射元件,5-上表面分光元件,6-冲床,7-上表面连续激光,8-夹具,9-冲床工作台,10-下表面连续激光,11-三坐标工作台,12-第二反射元件,13-第三反射元件,14-下表面分光元件,15-工件,16-冲压头,17-聚焦透镜一,18-聚焦透镜二。
具体实施方式
28.为了更好的解释本发明,以便于理解,下面结合附图,通过具体实施方式,对本发明的技术方案和效果作详细描述。
29.如图1-3所示,一种脆性或高强度材料双束激光辅助冲压装置,包括冲床6、连续激光发生器1、轴棱镜分光系统、上表面分光元件5、三坐标和下表面分光元件14,所述冲床6的冲床工作台9为中间镂空,两侧具有平行导轨,工件15通过夹具8安装于冲床工作台9上方,与冲压头16相对;冲压头16安装于冲床凸轮上的连杆下方;上表面分光元件5设置在冲床6的顶部,用于将连续激光形成上表面连续激光7聚焦照射在工件15的上表面;下表面分光元件14安装在冲床工作台9底部的三坐标的三坐标工作台11上,以便快速准确调整下表面分光元件14位置,用于将连续激光形成下表面连续激光10聚焦照射在工件15的下表面。三坐标与冲床6的数控系统电连接。所述连续激光发生器1正对轴棱镜分光系统,连续激光经轴棱镜分光系统分别进入到上表面分光元件5和下表面分光元件14中。下表面连续激光10与上表面连续激光7同轴,保证两激光加工的几何形状同轴,下表面连续激光10的焦点在工件15下表面,有效的减小因背面材料可塑性不足而导致的毛刺或断裂问题或需要进一步加工的麻烦,提高加工效率,减小热影响区面积。
30.所述轴棱镜分光系统包括聚焦透镜一17、轴棱镜2、光路分光元件3、第一反射元件4、第二反射元件12和第三反射元件13,轴棱镜2是一种旋转对称的光学元件,由圆柱部分和圆锥组成,轴棱镜2创建一个环形作为焦点几何形状,可以实现更均匀的温度分布。根据轴棱镜2的角度和所用镜头的焦距,镜片的叠加,可以调整需要照射的形状。连续激光发生器1发出的连续激光依次经过聚焦透镜一17、轴棱镜2、光路分光元件3、第一反射元件4、第二反射元件12和第三反射元件13,光路分光元件3能够反射连续激光发生器1发出的一部分光线,透射另一部分光线。被光路分光元件3透射的激光即第一个激光束λ1仍沿当前方向传输至第一反射元件4,反射的激光即第二个激光束λ2沿光线的反射方向传输至上表面分光元件5中,两束激光λ1、λ2能量相当。第一反射元件4用于改变激光束λ1的传输方向,以使激光束λ1与激光束λ2的传输方向相同,照射至第二反射元件12,第一个激光束λ1经第二反射元件12反射后传输至第三反射元件13,经第三反射元件13反射使激光束λ1进入下表面分光元件14中,照射在工件15的下表面。
31.整个脆性或高强度材料双束激光辅助冲压装置包括上下两部分,上部分是由冲床6和上表面连续激光7组成的上表面冲压头激光系统,下部分是由三坐标工作台11和下表面连续激光10组成的下表面连续激光系统,上表面冲压头激光系统与下表面连续激光系统组成表面激光系统。
32.连续激光发生器1发出的连续激光经轴棱镜分光系统进入上表面分光元件5中,在上表面分光元件5内再次分光形成上表面连续激光7。上表面连续激光7分光聚焦后从冲压头16内部向工件15表面照射。连续激光发生器1发出的连续激光经轴棱镜分光系统的第一反射元件4透射和反射后照射方向与上表面连续激光7方向相同,再经过轴棱镜分光系统的第二反射元件12和第三反射元件13反射后进入下表面分光元件14中,经下表面分光元件14分光聚焦后照射到工件15下表面。
33.所述表面激光系统还包括集成在轴棱镜分光系统中的聚焦透镜二18及ccd检测装置,用于检测激光的几何形状和能量,聚焦透镜二18设置在第一反射元件4与ccd检测装置之间,ccd检测装置与冲床6的数控系统电连接,通过冲床6的数控系统调整冲床6的各项参数,以上统称为激光辅助系统。
34.一种脆性或高强度材料双束激光辅助冲压方法,具体包括以下步骤:
35.步骤一:准备阶段,将工件15通过冲床6的夹具8安装固定于冲床工作台9上,将冲压头16安装于冲床凸轮上的连杆下方;下表面分光元件14安装于冲床工作台9下方的三坐标工作台11上,根据待加工材料的仿真结果和实验数据,设置好连续激光发生器1输出的激光功率、光斑尺寸、材料加工所需的照射时间t和冲床6的加工参数。打开脆性或高强度材料双束激光辅助冲压装置的连续激光发生器1和轴棱镜分光系统,调整设备和激光形状,使激光通过轴棱镜分光系统射出。
36.在双束激光辅助冲压之前的仿真实验是在有限元仿真软件上进行,本实施例采用ansys建立工件15的温度场预测模型,通过仿真加工蚀除的方法,并基于傅立叶热传导定律建立工件15的温度场预测模型,以此确定连续激光发生器1的激光功率,首先按照实际工件15的大小建立模型划分网格,将下表面连续激光10看做表面热源,加载热辐射与对流边界条件,并通过温度测量试验修正边界条件,即可得到准确的下表面激光束温度场预测模型,进而实现不同材料的高效仿真。同样的,轴棱镜分光系统是利用tracepro光学仿真软件进行轴棱镜照射仿真,在这些仿真研究的基础上建立起来的,以冲压区域温度为目标,优化连续激光的功率,实际加工时,通过温度场预测模型得到加工几何形状需要的激光功率,对连续激光发生器1和轴棱镜分光系统进行设定。
37.步骤二:打开连续激光发生器1光闸,使连续激光发生器1发出连续激光。
38.步骤三:连续激光经轴棱镜分光系统分为上下两部分,上部分经上表面分光元件5进入冲压头16形成上表面连续激光7,下部分经轴棱镜分光系统进入下表面分光元件14形成下表面连续激光10。
39.步骤四:调整上表面分光元件5和下表面分光元件14,使上表面连续激光7和下表面连续激光10同时照射在工件15的上、下表面,目的是对工件15上、下表面同时进行预热软化,减少冲压时工件15变形区的受力,减小甚至消除冲压时上、下表面产生的撕裂变形和毛刺。
40.步骤五:开启三坐标工作台11,打开冲床6,将下表面连续激光10按照上表面连续激光7进行同轴对准,使激光束持续照射工件15下表面。
41.使上表面连续激光7与下表面连续激光10同时进行照射。
42.步骤六:达到根据实验结果得到的所需照射时间t后冲床6开始对材料进行冲压加工,待加工完成后,关闭连续激光发生器1,并移去轴棱镜分光系统。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1