一种激光切管机智能控制方法及设备与流程
1.本技术涉及激光切管机技术领域,具体涉及一种激光切管机智能控制方法及设备。
背景技术:
2.在激光切管机中,管机防撞是管机系统开发中非常重要的一环,为了解决多卡盘间防撞、卡盘与支撑随动碰撞等(蜗牛辊或伺服随动等)的问题,现有的控制方法一般是让移动的部件先处于等待状态,待干涉区域部件退回到安全位置后再移动。但随着多卡盘切管机的不断普及,多卡盘与支撑随动之间的防撞逻辑已经十分复杂,再加上多卡盘设备移动部件较多,如若采取等待的方式避免发生碰撞,所耗费的时间较长。因此,如何让设备既能保证不碰撞提高安全性,又能缩短等待时间提高运行效率变得十分迫切。
技术实现要素:
3.为了解决上述问题,本技术提出了一种激光切管机智能控制方法,应用在激光切管机中,激光切管机设置有多个卡盘,方法包括:根据管材当前所处的加工进度,在激光切管机的对应位置处,确定用于移动或随动管材的伺服托辊组合,并确定伺服托辊组合对应的预动作区域和碰撞报警区域;根据加工进度中,卡盘与伺服托辊组合的移动策略,控制卡盘和伺服托辊组合移动;并在控制卡盘向管材靠近或远离的不间断移动过程中,当卡盘到达预动作区域后,伺服托辊组合中的指定伺服托辊启动复位,并确保复位所用的时间,小于卡盘从预动作区域移动至碰撞报警区域所用的时间,以及,当卡盘到达碰撞报警区域后,确定指定伺服托辊的复位状态,以根据复位状态控制卡盘进行制动。
4.在本技术的一种实现方式中,加工进度包括上料;确定用于移动或随动管材的伺服托辊组合,并确定伺服托辊组合对应的预动作区域和碰撞报警区域,具体包括:根据待切割的管材的上料长度确定激光切管机上料侧对应的第一伺服托辊组合,并确定第一伺服托辊组合对应的第一预动作区域和第一碰撞报警区域;控制卡盘和伺服托辊组合移动,具体包括:通过第一伺服托辊组合,将管材运输至属于上料侧的第一卡盘处;在控制卡盘向管材靠近或远离的不间断移动过程中,当卡盘到达预动作区域后,伺服托辊组合中的指定伺服托辊启动复位,并确保复位所用的时间,小于卡盘从预动作区域移动至碰撞报警区域所用的时间,以及,当卡盘到达碰撞报警区域后,确定指定伺服托辊的复位状态,以根据复位状态控制控制卡盘进行制动,具体包括:控制第一卡盘向管材的方向不间断移动,并在第一卡盘到达第一预动作区域后,第一伺服托辊组合中的第一指定伺服托辊启动复位,并确保复位所用的时间,小于第一卡盘从第一预动作区域移动至第一碰撞报警区域所用的时间;第一指定伺服托辊为沿第一卡盘运动方向上第一伺服托辊组合中与第一卡盘之间的距离最小的伺服托辊;在第一卡盘到达第一碰撞报警区域后,确定第一指定伺服托辊是否完成复位,若无,则控制第一卡盘减速直至停止。
5.在本技术的一种实现方式中,加工进度包括属于切割过程中的出光切割;确定用
于移动或随动管材的伺服托辊组合,并确定伺服托辊组合对应的预动作区域和碰撞报警区域,具体包括:控制多个卡盘中的第二卡盘夹持管材,并确定对应的第二伺服托辊组合作为随动托辊,以及第二伺服托辊组合对应的第二预动作区域和第二碰撞报警区域;控制卡盘和伺服托辊组合移动,具体包括:通过多个卡盘中的第一卡盘将管材沿靠近第二卡盘的方向上移动,并根据管材的所在位置,控制第二伺服托辊组合进行随动;在控制卡盘向管材靠近或远离的不间断移动过程中,当卡盘到达预动作区域后,伺服托辊组合中的指定伺服托辊启动复位,并确保复位所用的时间,小于卡盘从预动作区域移动至碰撞报警区域所用的时间,以及,当卡盘到达碰撞报警区域后,确定指定伺服托辊的复位状态,以根据复位状态控制控制卡盘进行制动,具体包括:当第一卡盘到达预动作区域后,第二伺服托辊组合中的第二指定伺服托辊启动复位,并确保复位所用的时间,小于第一卡盘从第二预动作区域移动至第二碰撞报警区域所用的时间;第二指定伺服托辊为沿第一卡盘运动方向上第二伺服托辊组合中与第一卡盘之间的距离最小的伺服托辊;在第一卡盘到达第二碰撞报警区域后,确定第二指定伺服托辊是否完成复位,若无,则控制第一卡盘减速直至停止。
6.在本技术的一种实现方式中,加工进度包括属于切割过程中的拉料;确定用于移动或随动管材的伺服托辊组合,并确定伺服托辊组合对应的预动作区域和碰撞报警区域,具体包括:控制多个卡盘中的第二卡盘、第三卡盘夹持管材,并确定对应的第二伺服托辊组合作为随动托辊,以及第二伺服托辊组合对应的第二预动作区域和第二碰撞报警区域;控制卡盘和伺服托辊组合移动,具体包括:控制多个卡盘中的第四卡盘沿远离第三卡盘的方向拉动管材,并根据管材的位置,控制第二伺服托辊组合进行随动;在控制卡盘向管材靠近或远离的不间断移动过程中,当卡盘到达预动作区域后,伺服托辊组合中的指定伺服托辊启动复位,并确保复位所用的时间,小于卡盘从预动作区域移动至碰撞报警区域所用的时间,以及,当卡盘到达碰撞报警区域后,确定指定伺服托辊的复位状态,以根据复位状态控制控制卡盘进行制动,具体包括:当第四卡盘到达第二预动作区域后,第四卡盘减速,第二伺服托辊组合中的第三指定伺服托辊启动复位,并确保复位所用的时间,小于第四卡盘从第二预动作区域移动至第二碰撞报警区域所用的时间;第三指定伺服托辊为沿第四卡盘运动方向上第二伺服托辊组合中与第四卡盘之间的距离最小的伺服托辊;当第四卡盘到达第二碰撞报警区域之后,确定第三指定伺服托辊是否完成复位;若无,则控制第四卡盘减速直至停止,若有,则控制第四卡盘匀加速直至恢复至原速度。
7.在本技术的一种实现方式中,加工进度包括下料;
8.确定用于移动或随动管材的伺服托辊组合,并确定伺服托辊组合对应的预动作区域和碰撞报警区域,具体包括:
9.根据管材的下料长度,确定激光切管机下料侧对应的第三伺服托辊组合,并确定第三伺服托辊组合对应的第三预动作区域和第三碰撞报警区域;控制卡盘和伺服托辊组合移动,具体包括:通过多个卡盘中的第三卡盘和第四卡盘,将管材移动到下料侧的相应位置处;控制第三伺服托辊组合将管材移动至下料区域;在控制卡盘向管材靠近或远离的不间断移动过程中,当卡盘到达预动作区域后,伺服托辊组合中的指定伺服托辊启动复位,并确保复位所用的时间,小于卡盘从预动作区域移动至碰撞报警区域所用的时间,以及,当卡盘到达碰撞报警区域后,确定指定伺服托辊的复位状态,以根据复位状态控制控制卡盘进行制动,具体包括:当第四卡盘到达第三预动作区域后,第三伺服托辊组合中的第四指定伺服
托辊启动复位,并确保复位所用的时间,小于第四卡盘从第三预动作区域移动至第三碰撞报警区域所用的时间;第四指定伺服托辊为沿第四卡盘运动方向上第三伺服托辊组合中与第四卡盘之间的距离最小的伺服托辊;当第四卡盘到达第三碰撞报警区域后,确定第四指定伺服托辊是否完成复位,若无,则控制第四卡盘减速直至停止。
10.在本技术的一种实现方式中,根据待切割的管材的上料长度确定激光切管机上料侧对应的第一伺服托辊组合之后,方法还包括:根据待切割的管材的上料长度,从第一伺服托辊组合中,确定主轴对应的主伺服托辊,以及辅轴对应的辅伺服托辊;分别将主伺服托辊对应的上升下降轴和前进后退轴,耦合至辅伺服托辊对应的上升下降轴和前进后退轴上,以通过耦合后的第一伺服托辊组合,将管材运输至第一卡盘处。
11.在本技术的一种实现方式中,通过多个卡盘中的第三卡盘和第四卡盘,将管材移动到下料侧的相应位置处,具体包括:根据卡盘的最大运行速度和最大加速度,确定第三卡盘和第四卡盘之间的防撞阈值;在控制第三卡盘和第四卡盘移动的过程中,确定第三卡盘和第四卡盘之间的坐标差值,并将坐标差值与防撞阈值进行对比;在坐标差值不大于防撞阈值的情况下,获取第三卡盘和第四卡盘的运行状态;运行状态包括运动状态和静止状态;控制处于运动状态的第三卡盘和/或第四卡盘停止运动。
12.在本技术的一种实现方式中,激光切管机包括激光切割头,方法还包括:在加工进度为空移的情况下,确定激光切割头的初始坐标与目标坐标,以及由初始坐标和目标坐标连接而成的初始路径;初始路径包括若干子路径;确定初始路径中存在的拐点,以及相交于拐点的任意两条子路径;在激光切割头按照初始路径移动的过程中,对两条子路径进行插补,以得到与两条子路径均相切的圆弧轨迹;将圆弧轨迹作为目标轨迹,控制激光切割头按照目标轨迹进行空移。
13.在本技术的一种实现方式中,方法还包括:获取多个卡盘对应的卡盘坐标,以及各伺服托辊对应的伺服托辊坐标;根据伺服托辊坐标、卡盘坐标、以及预设的参数文件中的各运动参数,确定卡盘的运动轨迹参数;运动轨迹参数包括卡盘的速度、加速度以及加加速度;根据运动轨迹参数,绘制相应的卡盘运动轨迹曲线,以便于根据卡盘运动轨迹曲线对激光切管机进行控制。
14.本技术实施例还提供了一种激光切管机智能控制设备,包括:至少一个处理器;以及,与至少一个处理器通信连接的存储器;其中,存储器存储有可被至少一个处理器执行的指令,指令被至少一个处理器执行,以使至少一个处理器能够:根据管材当前所处的加工进度,在激光切管机的对应位置处,确定用于移动或随动管材的伺服托辊组合,并确定伺服托辊组合对应的预动作区域和碰撞报警区域;根据加工进度中,卡盘与伺服托辊组合的移动策略,控制卡盘和伺服托辊组合移动;并在控制卡盘向管材靠近或远离的不间断移动过程中,当卡盘到达预动作区域后,伺服托辊组合中的指定伺服托辊启动复位,并确保复位所用的时间,小于卡盘从预动作区域移动至碰撞报警区域所用的时间,以及,当卡盘到达碰撞报警区域后,确定指定伺服托辊的复位状态,以根据复位状态控制卡盘进行制动。
15.本技术提供的一种激光切管机智能控制方法及设备,至少具有以下有益效果:针对激光切管机的不同加工进度,分别确定对应的伺服托辊组合和卡盘,以及相应的预动作区域和碰撞报警区域,通过实时检测卡盘与伺服托辊之间的距离是否超出设定区域的范围,从而控制伺服托辊的复位和卡盘的运动状态,这样在卡盘的不间断移动过程中,就能避
免卡盘与托辊之间的碰撞,并且也不需要等待伺服托辊到安全位置后再启动卡盘,有效提高了设备的运行效率。
附图说明
16.此处所说明的附图用来提供对本技术的进一步理解,构成本技术的一部分,本技术的示意性实施例及其说明用于解释本技术,并不构成对本技术的不当限定。在附图中:
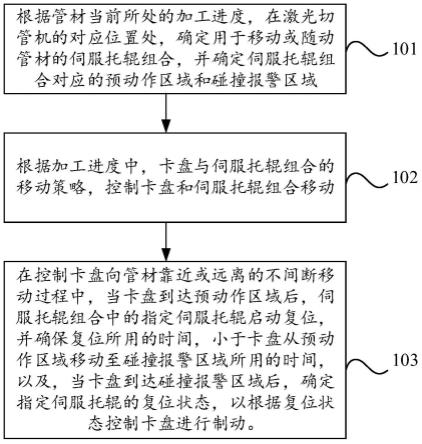
17.图1为本技术实施例中一种激光切管机智能控制方法流程示意图;
18.图2为本技术实施例提供的卡盘和托辊之间的相对位置示意图;
19.图3为本技术实施例提供的激光切管机机床坐标示意图;
20.图4(a)为本技术实施例提供的第一卡盘与伺服托辊的相对运动示意图;
21.图4(b)为本技术实施例提供的第二卡盘与伺服托辊的相对运动示意图;
22.图4(c)为本技术实施例提供的第三卡盘与伺服托辊的相对运动示意图;
23.图4(d)为本技术实施例提供的第四卡盘与伺服托辊的相对运动示意图;
24.图5为本技术实施例提供的cnc轴位移曲线图;
25.图6为本技术实施例提供的卡盘轴位移曲线图;
26.图7为本技术实施例提供的卡盘轴进给速度曲线图;
27.图8为本技术实施例提供的卡盘轴加速度曲线图;
28.图9为本技术实施例提供的卡盘轴jerk曲线图;
29.图10为本技术实施例提供的一种激光切管机智能控制设备结构示意图。
具体实施方式
30.为使本技术的目的、技术方案和优点更加清楚,下面将结合本技术具体实施例及相应的附图对本技术技术方案进行清楚、完整地描述。显然,所描述的实施例仅是本技术一部分实施例,而不是全部的实施例。基于本技术中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本技术保护的范围。
31.本技术提供了一种激光切管机智能控制方法及设备,用以解决现有的多卡盘激光切管机防碰撞机制所需的等待时间较长,从而使得设备运行效率下降的技术问题。
32.本技术实施例可应用于多卡盘激光切管机上,以下结合附图,以四卡盘激光切管机为例,详细说明本技术各实施例提供的技术方案。
33.如图1所示,本技术实施例提供了一种激光切管机智能控制方法,包括:
34.101:根据管材当前所处的加工进度,在激光切管机的对应位置处,确定用于移动或随动管材的伺服托辊组合,并确定伺服托辊组合对应的预动作区域和碰撞报警区域。
35.激光切管机中设有激光头、托辊以及多个卡盘。伺服托辊将管材运输至相应位置后,卡盘夹持住管材进行移动和旋转,在此过程中托辊的上下运动位置与卡盘的旋转姿态保持跟随运动,以确保管材被有效的托举支撑。在卡盘移动过程中,激光头会向下发射激光对管材进行切割,切割后的管材可通过托辊运输至相应的下料区域。
36.管材的加工进度分为上料、切割和下料三个阶段。在进行上料之前,控制系统需预先建立激光切管机的智能防撞体系,在该体系的基础上,激光切管机在运行到各加工进度时才能执行相应的智能防撞逻辑。
37.在一个实施例中,按照由左到右的顺序,依次将激光切管机中的多个卡盘作为第一卡盘、第二卡盘、第三卡盘和第四卡盘。
38.第一步:建立激光切管机对应的机床坐标系。各卡盘及托辊根据自身的原点传感器位置,确定有各自的自身坐标系,并根据各卡盘及伺服托辊相对于机床的实际物理位置,将其对应至机床坐标系中,确定其在机床坐标系中的对应坐标。
39.第二步:设置所有伺服轴的软硬限位。在数控机床中,伺服轴受速度和位置的控制,需对其设定限位来保证机床的安全运行。分别设置各伺服轴的软限位,并在各伺服轴的正负极限处安装硬限位传感器。其中,伺服轴包括cnc轴和nc轴,cnc轴包括各卡盘的移动轴和旋转轴、激光头上下移动轴以及龙门移动轴,nc轴包括各伺服托辊的上升下降轴和前进后退轴。
40.第三步:设定各伺服托辊的预动作区域以及报警区域。如图2所示,托辊宽度为a0,卡盘的移动为主动作,伺服托辊的动作为辅动作,由于卡盘全程处于移动中,因此,需规划出伺服托辊相对于卡盘移动方向的预动作区域a1、a4以及碰撞报警区域a2、a3,来实现安全防撞机制。碰撞报警区域表示卡盘与伺服托辊之间的最小安全距离,当二者之间的距离小于报警值时,便会发生碰撞。
41.如图3所示的激光切管机机床坐标示意图和图4(a)-图4(d)所示的卡盘与伺服托辊的相对运动示意图,激光切管机中设有多个卡盘以及多个托辊,从左至右依次为第一卡盘c1、第二卡盘c2、第三卡盘c3和第四卡盘c4,以及托辊1-托辊9,分别对应的纵坐标轴为vr1-vr9,横坐标轴lr1-lr9。多个托辊之间的间隔为s1-s8。多个托辊之间的间隔为s1-s8。伺服托辊左侧为预动作及报警区域x1,右侧为预动作及报警区域x2,其中,x1可以为500mm,x2可以为300mm。需要说明的是,上述数值仅为部分示例,x1和x2的具体数值可根据实际应用需求进行设置。
42.上料阶段:在多卡盘激光切管机中,卡盘一般分为上料卡盘、夹持卡盘和下料卡盘。在上料阶段,伺服托辊所进行的动作为移动。卡盘处于静止状态时,根据待切割的管材的上料长度,确定待切割管材所处于的上料区间。如图3所示的激光切管机机床坐标示意图所示,伺服托辊两两之间均对应有不同的上料区间,各上料区间表示托辊之间的间隔。不同的上料区间对应有不同的托辊组合方式。为保证管材能够被顺利夹持,应选择区间长度小于且最接近于待切割管材长度的上料区间。对应的伺服托辊便作为第一伺服托辊组合,用于将待切割管材移动至卡盘处,在确定出第一伺服托辊组合后,还需确定第一伺服托辊组合的第一预动作区域和第一碰撞报警区域,以据此对激光切管机进行防撞控制。
43.在确定好执行上料操作的第一伺服托辊组合后,控制系统还需将伺服托辊组合中的各伺服托辊轴进行耦合。具体地,根据待切割的管材的上料长度,从第一伺服托辊组合中,确定主轴对应的主伺服托辊,以及辅轴对应的辅伺服托辊,辅轴能够跟随主轴进行运动。然后将主伺服托辊对应的上升下降轴和前进后退轴,耦合至辅伺服托辊对应的上升下降轴和前进后退轴上,这样,通过耦合后的第一伺服托辊组合便能将管材运输至第一卡盘处,轴耦合的方式能够将多个伺服托辊关联起来,更易于控制。
44.切割阶段:在切割阶段,需要不同组合的卡盘来进行送料、拉料和夹持,还需要托辊进行随动起支撑管材的作用,此时,伺服托辊所进行的动作为随动。而切割阶段包括三种工况,分别是出光切割、空移和拉料,需先通过套料软件中相应的代码标记,确定激光切管
机机床当前所在的工况。
45.若处于出光切割阶段,比如第二卡盘用于夹持管材,第一卡盘用于向第二卡盘方向移动实现送料,伺服托辊会因管材的旋转运动而参与上下随动;或者在零尾料切割时,由第三卡盘夹持管材,第四卡盘用于向靠近第三卡盘方向移动实现送料。若处于空移阶段,卡盘的动作逻辑与出光切割相同。若处于拉料阶段,比如第四卡盘向远离第三卡盘方向移动实现送料,此时,第四卡盘可能会与下料区的托辊发生碰撞。因此,无论是哪一种工况,都需确定参与随动的第二伺服托辊组合,以及第二伺服托辊组合对应的第二预动作区域和第二碰撞报警区域。
46.下料阶段:管材经过切割后会存在多种下料长度,需根据管材的下料长度,确定激光切管机下料侧对应的卡盘组合和第三伺服托辊组合,以及第三伺服托辊组合对应的第三预动作区域和第三碰撞报警区域,然后通过第三伺服托辊组合将管材运输至相应的下料区。这里确定托辊组合的方式与上料侧相同,都是通过确定对应的长度区间来确定的。
47.需要说明的是,在四卡盘激光切管机中,上料、切割和下料的卡盘组合逻辑有很多种,本技术实施例仅对所使用的卡盘组合进行了部分举例,不包括所有的情形。
48.102:根据加工进度中,卡盘与伺服托辊组合的移动策略,控制卡盘和伺服托辊组合移动。
49.在上料阶段,选择好对应的第一伺服托辊组合后,伺服托辊先上升到设定高度,然后前进到设定位置,将管材运输至上料侧的第一卡盘处。第一卡盘开始朝向管材所在方向移动,并在移动过程中实时检测其与管材之间的距离,这一过程被称为料长检测。
50.在出光切割阶段,比如,第二卡盘夹持管材,第一卡盘将管材沿靠近第二卡盘的方向上移动来进行送料,相应的,当管材发生移动后,支撑管材的第二伺服托辊组合也会跟随运动。而在拉料阶段,第四卡盘会沿远离第三卡盘的方向拉动管材,第二伺服托辊组合会在拉料完成后的切割过程中跟随管材进行随动。
51.在下料阶段,卡盘和伺服托辊组合之间的动作为顺序动作,先通过g代码子程序g90/g91,控制第三卡盘和第四卡盘将管材移动到下料侧的相应位置后,再通过第三伺服托辊组合将管材移动至下料区域。
52.103:在控制卡盘向管材靠近或远离的不间断移动过程中,当卡盘到达动作区域后,伺服托辊组合中的指定伺服托辊启动复位,并确保复位所用的时间,小于卡盘从预动作区域移动至碰撞报警区域所用的时间,以及,当卡盘到达碰撞报警区域后,确定指定伺服托辊的复位状态,以根据复位状态控制卡盘进行制动。
53.在卡盘不间断移动的过程中,控制系统能够实时检测对应的伺服托辊坐标与卡盘坐标之间的差值,从而能够在不停止任意部件的情况下,通过控制伺服托辊复位来避免碰撞。
54.在上料阶段,当第一卡盘开启料长检测后,第一卡盘会夹持管材逐渐向第二卡盘移动,直到第二卡盘也夹持住管材。第一卡盘在移动过程中,还会同时开启探针检测功能,控制系统实时检测卡盘位置坐标,当第一卡盘到达第一预动作区域后,也就是第一卡盘的坐标大于第一伺服托辊组合的预动作区域坐标时,第一伺服托辊组合中的第一指定伺服托辊会立即启动复位并返回至初始位置,避免与卡盘发生碰撞。第一指定伺服托辊指的是沿第一卡盘运动方向上,第一伺服托辊组合中与第一卡盘之间的距离最小的伺服托辊。第一
指定伺服托辊复位时,首先以设定的最大速度在竖直方向上降至初始值,然后再在前后方向上退回到初始值,复位所需的时间小于第一卡盘从第一预动作区域移动至第一碰撞报警区域所用的时间。只有确保复位时间小于卡盘的移动时间,才能在卡盘移动到第一碰撞报警区域之前完成伺服托辊的复位,才能确保二者之间不发生碰撞。
55.若第一卡盘进入第一碰撞报警区域,第一指定伺服托辊仍未复位,则第一卡盘在第一碰撞报警区域减速至停止,以防止与第一指定伺服托辊碰撞。
56.在切割阶段,也需实时检测伺服托辊与卡盘之间的坐标差值。
57.在一个实施例中,在出光切割工况下,当第一卡盘到达第二预动作区域后,第二伺服托辊组合中的第二指定伺服托辊启动复位,并确保复位所用的时间,小于第一卡盘从第二预动作区域移动至第二碰撞报警区域所用的时间。第二指定伺服托辊指的是沿第一卡盘运动方向上,第二伺服托辊组合中与第一卡盘之间的距离最小的伺服托辊。此时,第一卡盘的速度保持不变。若第一卡盘进入第二碰撞报警区域,第二指定伺服托辊仍未复位,则第一卡盘在第二碰撞报警区域减速至停止,以防止与第二指定伺服托辊碰撞。
58.在一个实施例中,在拉料工况下,比如,第二卡盘和第三卡盘夹持管材,第四卡盘沿下料侧所在方向拉动管材,拉料动作完成后,第二伺服托辊组合会跟随管材发生随动,与出光切割工况相同,当第四卡盘到达第二预动作区域后,第二伺服托辊组合中的第三指定伺服托辊会启动复位,且复位时间小于第四卡盘从第二预动作区域移动至第二碰撞报警区域所用的时间。第三指定伺服托辊指的是沿第四卡盘运动方向上,第二伺服托辊组合中与第四卡盘之间的距离最小的伺服托辊。需要说明的是,上述控制过程与出光切割工况的不同点在于,空移或者拉料时在控制伺服托辊启动复位的同时,卡盘在第二预动作区域进行减速,待伺服托辊复位后,卡盘匀加速恢复至原速度。
59.在一个实施例中,在空移工况下,控制系统会控制激光切割头空移至不与管材接触的位置,避免其在后续的拉料过程中与管材发生碰撞。激光切割头的空移过程可分为上升、平移和下降三个阶段,也就是说,激光切割头需按照设定的空移阶段进行移动,而每一阶段都需要调动不同的运动轴来带动激光切割头,所耗费的时间较长。本技术实施例根据激光切割头的初始坐标与目标坐标,可得到由初始坐标和目标坐标连接而成的初始路径,初始路径包括若干子路径,每一子路径对应不同的空移阶段。在得到初始路径后,确定初始路径中存在的拐点,以及相交于拐点的两条子路径,并在激光切割头按照初始路径移动的过程中,对两条子路径进行插补,从而得到与两条子路径均相切的圆弧轨迹。这样,将圆弧轨迹作为目标轨迹可缩短路径长度,通过控制激光切割头按照该目标轨迹进行空移,能够在不停止运行激光切管机的情况下,提高空移效率。
60.下料阶段:根据管材的下料长度确定激光切管机下料侧对应的第三伺服托辊组合,并确定第三伺服托辊组合对应的第三预动作区域和第三碰撞报警区域。下料阶段根据管材长度确定卡盘组合和第三伺服托辊组合。卡盘和托辊的防撞逻辑与上料过程中的防撞逻辑相同,当第四卡盘到达第三预动作区域后,第三伺服托辊组合中的第四指定伺服托辊启动复位,并确保复位所用的时间,小于第四卡盘从第三预动作区域移动至第三碰撞报警区域所用的时间;其中,第四指定伺服托辊指的是沿第四卡盘运动方向上,第三伺服托辊组合中与第四卡盘之间的距离最小的伺服托辊。若第四卡盘到达第三碰撞报警区域,第四指定伺服托辊仍未复位,则第四卡盘在第三碰撞报警区域减速直至停止,以防止与第四指定
伺服托辊碰撞。
61.区别点在于,在下料过程中,控制系统会实时检测相邻卡盘间的坐标,若相邻卡盘间的坐标差小于防撞阈值时,卡盘会减速至停止,从而避免了相邻卡盘间发生碰撞。
62.在一个实施例中,预先设置相邻卡盘间的防撞区域,防撞区域的防撞阈值可设为:s=(vmax*vmax)/(2*amax)。其中,vmax为卡盘允许的最大运行速度,amax为卡盘允许的最大加速度。控制系统实时检测第三卡盘和第四卡盘的位置坐标,并将二者之间的坐标差值与防撞阈值s实时比较,当坐标差值不大于防撞阈值s时,即abs(x4-x3)《s,立即同时判断第三卡盘和第四卡盘的运行状态,并根据判断结果,控制处于运动状态的第三卡盘和/或第四卡盘停止运动。运行状态包括运动状态和静止状态。
63.图5为本技术实施例提供的cnc轴位移曲线图。如图5所示,cnc轴的加减速轮廓线分为七段,分别为加加速段(0-t1)、匀加速进给段(t1-t2)、减加速段(t2-t3)、匀速进给段(t3-t4)、加减速段(t4-t5)、匀减速进给段(t5-t6)和减减速段(t6-t7)。
64.如图3所示,各卡盘对应有卡盘坐标,各伺服托辊对应有伺服托辊坐标。在卡盘的移动过程中,根据伺服托辊坐标、卡盘坐标、以及预设的参数文件中的各运动参数,能够确定卡盘的运动轨迹参数,并据此生成相应的卡盘运动轨迹曲线。运动轨迹参数包括卡盘的速度、加速度以及加加速度。预设的参数文件中存有各卡盘和各伺服托辊的位移长度、进给速度、最大允许加速度和最大允许jerk(最大允许加加速度)。在激光切管机的运行过程中,能够计算出卡盘轴此时的运动适用于上述图5中的七段速中的哪一段,并生成相应的运动轨迹曲线。既能保证切割过程平滑、稳定,柔性冲击小,又能使各轴响应时间快,反应迅速,各个工作环节可以在很短的时间内到达预定的期望值,缩短动作时间,提高效率。
65.在一个实施例中,如图3所示的激光切管机机床坐标示意图,以及图4(a)-图4(d)所示的卡盘与伺服托辊的相对运动示意图为例。比如,选用长度为l的管材进行上料,将该长度与图3中的各上料区间进行比较后,可确定其属于的上料区间以及该上料区间对应的第一伺服托辊组合:伺服托辊2、3、4(即vr2、vr3、vr4)。将伺服托辊2、3的上升下降轴和前进后退轴,均耦合至伺服托辊4的上升下降轴和前进后退轴上,耦合之后仅通过伺服托辊4便能实现管材的运输。控制伺服托辊4上升到设定高度,再前进到设定位置,此时,伺服托辊4与第一卡盘同心。第一卡盘开启料长检测,并逐渐向管材靠近,在靠近的过程中实时检测第一卡盘是否到达第一伺服托辊组合对应的第一预动作区域,若未到达,第一卡盘继续保持正常移动;若已到达,则伺服托辊2(即卡盘运动方向上距离最近的托辊,第一指定伺服托辊)开启复位,且复位时间小于第一卡盘从预动作区域移动到报警区域所需的时间。若第一卡盘到达了第一伺服托辊组合对应的第一碰撞报警区域,且此时伺服托辊2仍未完成复位,则第一卡盘会进行减速直至停止,以免与伺服托辊2发生碰撞。
66.切割过程中,第二卡盘夹持住管材后,第一卡盘向第二卡盘所在方向上进行送料,第三卡盘逐渐夹持住管材,第四卡盘向远离第三卡盘的方向上进行拉料,伺服托辊4和伺服托辊5参与随动。通过套料软件判断当前工况,若工况为出光切割,则判断夹持卡盘是否到达第二伺服托辊对应的第二预动作区域,若未到达,夹持卡盘正常运行,若已到达,则伺服托辊4(即卡盘运动方向上距离最近的托辊,第二指定伺服托辊)以设定的最大速度竖直方向先降至初始值,前后方向再退回到初始值,此时,夹持卡盘的运行速度保持不变,托辊执行完上述动作的时间小于夹持卡盘从第二预动作区域到第二报警区域的时间。若夹持卡盘
已经到达第二碰撞报警区域且第二伺服托辊仍未复位,此时,夹持卡盘进行减速直至停止。若工况为空移或拉料,判断第四卡盘是否到达第二预动作区域,若未到达,夹持卡盘正常运行,若到达,伺服托辊5以设定的最大速度竖直方向先降至初始值,前后方向再退回到初始值,此时,伺服托辊5执行完上述动作的时间小于第四卡盘从第二预动作区域到第二碰撞报警区域的时间,第四卡盘匀减速,待伺服托辊5复位后,第四卡盘再匀加速。
67.管材切割完后,根据下料长度确定对应的第三伺服托辊组合5、6,以及第三卡盘、第四卡盘进行组合下料。先让第三卡盘和第四卡盘到达预设位置后,再控制伺服托辊5、6到达相应的位置,将管材运输至下料区域中去。当第四卡盘到达第三伺服托辊组合对应的第三预动作区域后,伺服托辊5(即第四指定伺服托辊)启动复位,并确保复位所用的时间,小于第四卡盘从第三预动作区域移动至第三碰撞报警区域所用的时间。若第四卡盘到达第三碰撞报警区域,伺服托辊5仍未复位,则第四卡盘在第三碰撞报警区域减速直至停止,以防止与伺服托辊5碰撞。此外,在该过程中,还需检测第三卡盘和第四卡盘的位置坐标,并将二者之间的坐标差值与防撞阈值进行实时比较,当坐标差值小于等于防撞阈值时,立即同时判断第三卡盘和第四卡盘的运行状态,并根据判断结果,停止第三卡盘运动和/或第四卡盘运动。
68.根据表1提供的参数文件示意图可知伺服托辊与卡盘的进给速度、最大允许加速度、最大允许jerk,伺服托辊左侧预动作区域为500mm,右侧预动作区域为300mm。表1如下所示:
[0069][0070]
根据参数文件,以及卡盘坐标和伺服托辊的坐标,能够绘制出卡盘对应的运动轨迹曲线。运动轨迹曲线如图6-图9所示,卡盘在激光切管机的运行过程中始终保持移动的状态,位移逐渐增大。在移动过程中,卡盘由静止逐渐开始移动,进给速度逐渐增大,在到达一定水平后速度保持平稳,进而逐渐减速。加速度呈先上升后平稳再下降的趋势,在保持平稳一段时间后,会随之反向上升待保持平稳后,最终下降至初始值0。jerk与加速度整体波动趋势相同,区别点在于,jerk相较于加速度来说缩短了变换周期。
[0071]
以上为本技术提出的方法实施例。基于同样的思路,本技术的一些实施例还提供了上述方法对应的设备。
[0072]
图10为本技术实施例提供的一种激光切管机智能控制设备结构示意图。
[0073]
如图10所示,包括:
[0074]
至少一个处理器1001;以及,
[0075]
与至少一个处理器1001通信连接的存储器1002;其中,
[0076]
存储器1002存储有可被至少一个处理器1001执行的指令,指令被至少一个处理器
1001执行,以使至少一个处理器1001能够:
[0077]
根据管材当前所处的加工进度,在激光切管机的对应位置处,确定用于移动或随动管材的伺服托辊组合,并确定伺服托辊组合对应的预动作区域和碰撞报警区域;根据加工进度中,卡盘与伺服托辊组合的移动策略,控制卡盘和伺服托辊组合移动;并在控制卡盘向管材靠近或远离的不间断移动过程中,当卡盘到达动作区域后,伺服托辊组合中的指定伺服托辊启动复位,并确保复位所用的时间,小于卡盘从预动作区域移动至碰撞报警区域所用的时间,以及,当卡盘到达碰撞报警区域后,确定指定伺服托辊的复位状态,以根据复位状态控制控制卡盘进行制动。
[0078]
本技术中的各个实施例均采用递进的方式描述,各个实施例之间相同相似的部分互相参见即可,每个实施例重点说明的都是与其他实施例的不同之处。尤其,对于设备实施例而言,由于其基本相似于方法实施例,所以描述的比较简单,相关之处参见方法实施例的部分说明即可。
[0079]
还需要说明的是,术语“包括”、“包含”或者其任何其他变体意在涵盖非排他性的包含,从而使得包括一系列要素的过程、方法、商品或者设备不仅包括那些要素,而且还包括没有明确列出的其他要素,或者是还包括为这种过程、方法、商品或者设备所固有的要素。在没有更多限制的情况下,由语句“包括一个
……”
限定的要素,并不排除在包括所述要素的过程、方法、商品或者设备中还存在另外的相同要素。
[0080]
以上所述仅为本技术的实施例而已,并不用于限制本技术。对于本领域技术人员来说,本技术可以有各种更改和变化。凡在本技术的精神和原理之内所作的任何修改、等同替换、改进等,均应包含在本技术的权利要求范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1