一种加工过程智能监测系统性能评价方法
1.本发明涉及监测系统性能评价技术领域,更具体的说是涉及一种加工过程智能监测系统性能评价方法。
背景技术:
2.在切削加工过程中,刀具磨损会降低工件的表面质量,特别是刀具剧烈磨损阶段,在较短的时间内刀具磨损值会发生较大变化,导致所加工零件的尺寸精度不能满足目标要求。所以在刀具快速磨损之前要换刀,如果提前换刀,会导致刀具寿命使用不足,加工成本提高。
3.对加工过程中的切削力、振动、声音的直接监测和对刀具磨损情况和加工表面粗糙度的间接监测是降低生产成本、提高加工质量的重要手段之一。目前已开发出了多种智能切削监测系统,其监测效果将影响着最终的加工质量。但是目前对于加工过程智能监测系统性能评价,没有统一的标准和方法,以更好的服务于实际工厂车间的加工过程。切削加工过程中监测系统采集的不同信号如切削力、振动加速度等频率差异较大,波形较为复杂,需要一种规范的方法去分析评价。
4.因此,如何对搭建的智能切削监测系统进行评价,解决目前没有统一的性能评价标准与方法问题,使智能切削监测系统更好地服务于实际加工进程是本领域技术人员亟需解决的技术问题。
技术实现要素:
5.有鉴于此,本发明提供了一种加工过程智能监测系统性能评价方法,可以对搭建的智能切削监测系统进行评价,解决了目前没有统一的性能评价标准与方法的问题,使智能切削监测系统更好地服务于实际加工过程,提高加工质量,节约生产成本。
6.为了实现上述目的,本发明提供如下技术方案:
7.一种加工过程智能监测系统性能评价方法,包括以下步骤:
8.搭建加工过程智能监测系统,选择单一测量设备作为参照设备;
9.将所述加工过程智能监测系统和参照设备同时安装在加工机床上,并保证测量条件的一致性;
10.进行加工实验并同时同步测量,获取监测信号和参照信号;
11.基于所述监测信号和参照信号,获取所述加工过程智能监测系统的准确性评价结果及实时性评价结果。
12.以上技术方案达到的技术效果为:提供一种加工过程智能监测系统性能评价方法,对搭建的智能切削监测系统进行评价,确认其是否能够满足实际生产需求,解决目前没有统一的性能评价标准与方法的问题,使智能切削监测系统更好地服务于实际加工过程。
13.可选的,所述加工过程智能监测系统包括采集装置实验台和机床箱体;
14.所述采集装置实验台上设有显示屏、机箱,所述机箱内设有控制器和采集卡,所述
机箱与显示屏相连;
15.所述机床箱体内设有工作台,所述工作台上依次放置有工件材料和切削力传感器,所述工件材料上安装有振动加速度传感器;所述机床箱体内还设有处于工件材料上方的机床主轴和刀具,所述机床主轴和刀具相连。
16.可选的,所述加工过程智能监测系统还包括尘埃粒子传感器、声音传感器,且所述尘埃粒子传感器、声音传感器、振动加速度传感器和切削力传感器均与采集卡相连。
17.可选的,所述单一测量设备包括用于直接监测的单一测量设备以及用于间接监测的单一测量设备;
18.所述用于直接监测的单一测量设备包括切削力测力仪、加速度传感器、手持式尘埃粒子计数器、噪声分贝检测仪;所述用于间接监测的单一测量设备包括基恩士显微镜、表面粗糙度仪。
19.可选的,获取所述加工过程智能监测系统的准确性评价结果,具体为:对所述监测信号和参照信号进行去除噪声、漂移和数据滤波处理,并根据采集的高频低频不同信号,采取不同方法进行准确性评价,分为以下几种情况:
20.对于高频切削力信号,提取每秒钟数据的时域特征,采用动态时间调整方法进行分析,得到所述加工过程智能监测系统的测量准确率;
21.对于高频的振动加速度信号和声音信号,在频谱中提取频域特征进行对比,获得准确性评价结果;所述频域特征包括频率重心和频率方差;
22.对于低频的尘埃粒子信号,对数据波形进行标准化处理并将时域对齐,采用动态时间调整方法进行分析,得到准确性评价结果。
23.以上技术方案达到的技术效果为:针对切削过程中采集的高频低频不同信号及其实际意义,采取不同方法对加工过程智能监测系统的准确性进行评价,可以得到更加符合实际的评价结果、更加规范。
24.可选的,获取所述加工过程智能监测系统的实时性评价结果,具体为:
25.通过对前n秒的直接测量数据采用智能算法获得间接监测的刀具磨损和加工表面粗糙度的具体数值,将获得的具体数值与实际观测数据进行对比,计算均方根误差和平均绝对误差,得到所述加工过程智能监测系统的实时性评价结果。
26.可选的,所述提取每秒钟数据的时域特征即每隔一秒钟提取在时域上对加工过程有参考意义的特征及能间接反映刀具磨损信息和加工表面粗糙度信息的特征,表示如下:
[0027][0028]
max=max(|xi|)&min=min(|xi|)
ꢀꢀꢀ
(2);
[0029][0030]
[0031][0032][0033]
式中,表示切削力传感器在切削过程中的一秒钟内采集到的信号的均值,是监测信号的静态部分,反映监测信号的变化趋势;n为一秒钟采集的数据个数;xi表示切削力传感器在切削过程一秒钟内采集到的第i个数据,i=1,2,3,
……
n;max和min分别为切削力传感器在切削过程中的一秒钟内采集到的监测信号的绝对值的最大值和最小值,反映监测信号的变化范围;rms为切削力传感器在切削过程中的一秒钟内采集到的监测信号的均方根,表示在给定的某一段时间内监测信号的平均能量,反映监测信号的强度;var为切削力传感器在切削过程中的一秒钟内采集到的监测信号的方差,是监测信号的动态部分,反映监测信号在均值附近波动的程度;skew(x)为切削力传感器在切削过程中的一秒钟内采集到的监测信号的偏度,反映监测信号以均值为对称线的不对称度;kurt为切削力传感器在切削过程中的一秒钟内采集到的监测信号的峭度,反映监测信号的瞬态现象和平稳性;
[0034]
提取所述加工过程智能监测系统和参照设备中的切削力传感器在加工过程中每秒钟的最大值max数据,构成时间序列并画出波形;
[0035]
采用动态时间调整方法,匹配最佳路径得到两波形累计距离的最小值d;
[0036]
将所述加工过程智能监测系统的测量准确率定义为最小值d与单一测量设备的切削力信号每秒钟最大值max的累加,其中单一测量设备的切削力信号每秒钟最大值max记为p;当时间序列为每秒钟提取的时域特征值时,保持两个切削力传感器测量条件相同的情况下n=m,则得到准确率计算公式为:
[0037][0038]
同时,比较加工过程智能监测系统和参照设备的切削力信号其他时域特征,获得所述加工过程智能监测系统的准确性评价结果。
[0039]
可选的,所述在频谱中提取频域特征,表示如下:
[0040][0041][0042]
式中:fcg为监测信号的频率重心,是频谱的静态部分;m表示监测信号的功率谱的长度;fi表示给定的某一时间段内采集到的监测信号通过快速傅里叶变换从时域信号转换而来的频谱;p(fi)表示监测信号的功率谱密度;fv为监测信号的频率方差,是频谱的动态部分,反映监测信号的频谱在频率重心附近的波动的程度。
[0043]
经由上述的技术方案可知,与现有技术相比,本发明公开提供了一种加工过程智能监测系统性能评价方法,针对切削加工过程中监测系统采集的不同信号频率差异较大、
波形较为复杂的现状给出了解决方案。对搭建的加工过程智能监测系统进行评价,解决了目前没有统一的性能评价标准与方法的问题,使智能切削监测系统更好地服务于实际加工过程,提高加工质量,节约生产成本。此外,针对切削过程中采集的高频低频不同信息及实际意义,提出了评价系统准确性的不同方法,可以得到更加符合实际的评价结果、更加规范。
附图说明
[0044]
为了更清楚地说明本发明实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本发明的实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据提供的附图获得其他的附图。
[0045]
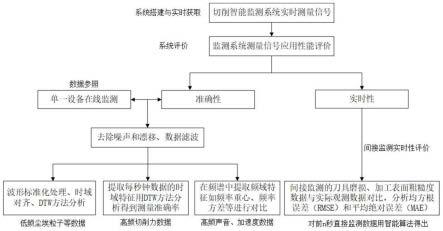
图1为加工过程智能监测系统性能评价方法的流程图;
[0046]
图2为加工智能监测系统的硬件搭建示意图;
[0047]
图3为性能评价实验硬件设备安装示意图;
[0048]
图4为两种传感器采用dtw方法规划路径示意图;
[0049]
附图标记:1-单一振动加速度传感器、2-kistler切削力传感器、3-切削力信号放大器、4-切削力采集卡、5-振动加速度采集卡、6-噪音分贝监测仪、7-手持式尘埃粒子计数器、8-工件夹具、9-监测系统的三向切削力传感器、10-三向切削力传感器的信号放大器、11-监测系统的三向加速度传感器、12-监测系统的声级计和前置放大器、13-监测系统的粉尘传感器、14-监测系统的数据采集设备(采集卡+控制器)、15-机床主轴、16-铣刀、17-待加工工件。
具体实施方式
[0050]
下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
[0051]
对于智能切削监测系统来说,为了能够满足实际生产需求,需要具有准确性、实时性、同步性、集成性和可扩展性,其中同步性、集成性和可扩展性受数据采集设备本身影响较大且易于评价,即需要监测系统满足多通道信号实时同步采集、软硬件设备集成和可根据实际需求外加其他传感器,因此本技术将对准确性和实时性两方面进行评价。
[0052]
本发明实施例公开了一种加工过程智能监测系统性能评价方法,如图1所示,包括以下步骤:
[0053]
搭建加工过程智能监测系统,选择单一测量设备作为参照设备;
[0054]
将所述加工过程智能监测系统和参照设备同时安装在加工机床上,并保证测量条件的一致性;
[0055]
进行加工实验并同时同步测量,获取监测信号和参照信号;
[0056]
基于所述监测信号和参照信号,获取所述加工过程智能监测系统的准确性评价结果及实时性评价结果。
[0057]
以图2的清洁切削智能实时监测系统为例,对已搭建的监测系统做性能评价实验,实时采集多传感器信号。首先,加工过程智能监测系统包括采集装置实验台和机床箱体;采集装置实验台上设有显示屏、机箱,机箱内设有控制器和采集卡,机箱与显示屏相连;机床箱体内设有工作台,工作台上依次放置有工件材料和切削力传感器,工件材料上安装有振动加速度传感器;机床箱体内还设有处于工件材料上方的机床主轴和刀具,机床主轴和刀具相连。该监测系统还设置有尘埃粒子传感器、声音传感器,且尘埃粒子传感器、声音传感器、振动加速度传感器和切削力传感器均与采集卡相连。
[0058]
为了保证变量单一性,性能评价实验过程中同时将监测系统和单一测量设备(参照设备)安装在加工机床上,保证测量条件一致性。其中,单一测量设备包括用于直接监测的单一测量设备以及用于间接监测的单一测量设备;用于直接监测的单一测量设备包括切削力测力仪、加速度传感器、手持式尘埃粒子计数器、噪声分贝检测仪等;用于间接监测的单一测量设备包括基恩士显微镜、表面粗糙度仪等。
[0059]
参照图3的传感器及采集设备硬件安装示意图进行安装,将待加工工件17、kistler切削力传感器2、监测系统的三向切削力传感器9依次放置,将监测系统的三向加速度传感器11安装在待加工工件17上,将单一振动加速度传感器1的两个单向传感器分别安装在机床主轴和工件夹具上,分别测量x、y方向上的实际加速度;将监测系统的声级计和前置放大器12与噪音分贝监测仪6放在测试条件相同的位置;将监测系统的粉尘传感器13与手持式尘埃粒子计数器7放在测试条件相同的位置;此外,机床主轴15与铣刀16相连,且设置在待加工工件17上方;kistler切削力传感器2、切削力信号放大器3、切削力采集卡4依次相连;工件夹具上的单向传感器与振动加速度采集卡5相连;监测系统的三向切削力传感器9、三向切削力传感器的信号放大器10、监测系统的数据采集设备14依次相连,且监测系统的数据采集设备14还分别与监测系统的粉尘传感器13、监测系统的声级计和前置放大器12、监测系统的三向加速度传感器11相连。
[0060]
以上步骤保障了变量的单一性,保障了加工过程与测量过程的一致性,使测量结果更加具有参考价值。接下来,从准确性和实时性两方面进行评价。
[0061]
准确性评价方面:
[0062]
切削力、振动加速度、声音信号频率较高且波形复杂,针对切削过程中采集的高频低频不同信号及其实际意义,分别提取其时域、频域特征进行进一步分析,采取不同方法评价监测系统准确性。
[0063]
(1)对于高频切削力信号,重点关注其时域上的幅值变化,实际测量的切削力是高频信号且波形较为复杂,难以直接对实测数据和波形进行分析,于是提取每秒钟数据的时域特征(主要为max最大值),采用动态时间调整方法进行分析,得到所述加工过程智能监测系统的测量准确率;具体地:
[0064]
每隔一秒钟提取在时域上对加工过程有参考意义的特征及能间接反映刀具磨损信息和加工表面粗糙度信息的特征,表示如下:
[0065][0066]
max=max(|xi|)&min=min(|xi|)
ꢀꢀꢀ
(2);
[0067][0068][0069][0070][0071]
式中,表示切削力传感器在切削过程中的一秒钟内采集到的信号的均值,是监测信号的静态部分,反映监测信号的变化趋势;n为一秒钟采集的数据个数;xi表示切削力传感器在切削过程一秒钟内采集到的第i个数据,i=1,2,3,
……
n;max和min分别为切削力传感器在切削过程中的一秒钟内采集到的监测信号的绝对值的最大值和最小值,反映监测信号的变化范围;rms为切削力传感器在切削过程中的一秒钟内采集到的监测信号的均方根,表示在给定的某一段时间内监测信号的平均能量,反映监测信号的强度;var为切削力传感器在切削过程中的一秒钟内采集到的监测信号的方差,是监测信号的动态部分,反映监测信号在均值附近波动的程度;skew(x)为切削力传感器在切削过程中的一秒钟内采集到的监测信号的偏度,反映监测信号以均值为对称线的不对称度;kurt为切削力传感器在切削过程中的一秒钟内采集到的监测信号的峭度,反映监测信号的瞬态现象和平稳性;
[0072]
切削力数值分析主要考量其一秒钟内的最大值max,提取加工过程智能监测系统和参照设备中的切削力传感器在加工过程中每秒钟的最大值max数据,构成时间序列并画出波形;采用动态时间调整方法,匹配最佳路径得到两波形累计距离的最小值d,评价两波形相似程度。
[0073]
dtw(动态时间调整)为按照距离最近的原则,构建两个序列元素之间的对应关系,评估两个时间序列的相似性的方法,其要求两序列单向对应、一一对应、对应后距离最近。
[0074]
dtw(动态时间调整)的使用步骤如下:
[0075]
监测系统传感器采集的信号时间序列为q,单一传感器设备采集的信号时间序列为r,长度分别为n和m,序列中每个点对应实际监测值或者每秒提取的时域特征值。监测系统传感器采集的信号序列共有n个点,第i点的值为qi;单一传感器设备采集的信号序列共有m个点,第i点的值为ri。
[0076]
q=q1,q2,q3,
…
,qi,
…
,qn;
[0077]
r=r1,r2,r3,
…
,ri,
…
,rn;
[0078]
为对齐两个序列,创建一个n*m的矩阵网络,矩阵元素(i,j)表示qi和rj两个点的距离d(ti,rj),也就是序列q的每一个点和序列r的每一个点的相似度,距离越小则相似度越高。
[0079]
找到一条最优的规划路径w如图4,w=w1,w2,
…
,wk,其中w=(i,j),认为时间序列q的第i个点和时间序列r的第j个点是相似的。所有相似点的距离之和作为规划路径距离,用
规划路径距离d来衡量两个施加序列的相似性,规划路径距离越小,相似度越高。
[0080]
加工过程智能监测系统的测量准确率η定义为规划路径距离d与kistler切削力测力仪监测信号每秒钟最大值max(记为p)的累加;当时间序列为每秒钟提取的时域特征值时,保持两个切削力传感器测量条件相同的情况下n=m,则得到准确率计算公式为:
[0081][0082]
同时,比较加工过程智能监测系统和参照设备的切削力信号其他时域特征,获得所述加工过程智能监测系统的准确性评价结果。
[0083]
(2)对于高频的振动加速度信号和声音信号,其在频域上的表现更为重要,在频谱中提取每秒钟数据的频域特征如下;
[0084][0085][0086]
式中:fcg为监测信号的频率重心,是频谱的静态部分;m表示监测信号的功率谱的长度;fi表示给定的某一时间段内采集到的监测信号通过快速傅里叶变换(fft)从时域信号(即原始信号)转换而来的频谱;p(fi)表示监测信号的功率谱密度;fv为监测信号的频率方差,是频谱的动态部分,反映监测信号的频谱在频率重心附近的波动的程度。
[0087]
(3)对于低频的尘埃粒子信号以及其他的低频信号,对实时采集的数据分别进行去除噪声、漂移和数据滤波处理,把监测系统中传感器和单一设备传感器采集的信号波形标准化处理并将时域对齐,同样采用动态时间调整方法进行分析,得到准确性评价结果。
[0088]
实时性评价方面
[0089]
直接监测数据由传感器采集频率、传输频率决定,一般来说,其实时性效果较好,采集的数据与实际数据时间偏差在整个加工过程中可忽略不计。对于间接监测的刀具磨损、表面粗糙度等信息,其数值为通过对前n秒的直接测量数据采用智能算法而获得,可比较获得的具体数值与实际观测数据的误差评价监测系统的实时性,去考虑均方根误差(rmse)和平均绝对误差(mae):
[0090][0091][0092]
式中,n为用基恩士显微镜、表面粗糙度仪等实际测量值的记录数据个数;y
exp,i
为用基恩士显微镜、表秒粗糙度仪等第i次实际观测值;y
pre,i
为该时刻刀具磨损的间接测量值。
[0093]
通过计算均方根误差(rmse)和平均绝对误差(mae),可以得出间接测量数据的准确性,同时反映了监测系统的实时性特征。
[0094]
针对切削加工过程中监测系统采集的不同信号频率差异较大、波形较为复杂的现
状,本技术方案对搭建的加工过程智能监测系统进行评价,解决了目前没有统一的性能评价标准与方法的问题,使智能切削监测系统更好地服务于实际加工过程,提高加工质量,节约生产成本。
[0095]
本说明书中各个实施例采用递进的方式描述,每个实施例重点说明的都是与其他实施例的不同之处,各个实施例之间相同相似部分互相参见即可。对所公开的实施例的上述说明,使本领域专业技术人员能够实现或使用本发明。对这些实施例的多种修改对本领域的专业技术人员来说将是显而易见的,本文中所定义的一般原理可以在不脱离本发明的精神或范围的情况下,在其它实施例中实现。因此,本发明将不会被限制于本文所示的这些实施例,而是要符合与本文所公开的原理和新颖特点相一致的最宽的范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1