一种可快速定位的五金制品生产用打孔设备的制作方法
1.本技术涉及打孔设备,具体地,涉及一种可快速定位的五金制品生产用打孔设备。
背景技术:
2.五金制品日常生活和工业生产中使用的辅助性、配件性制成品。早期多用金、银、铜、铁、锡等金属材料制作,因而得名。现除采用各种金属材料,还广泛采用塑料、玻璃纤维等非金属材料制作。总体来说,五金制品行业运行良好,内外销增长势头明显,进出口高速增长,各项经济指标快速提升,行业整体基本恢复到金融危机前的水平,在对五金制品进行打孔时需要用到五金制品生产用打孔设备。
3.现有技术中,五金制品生产用打孔设备,在使用时,一般是手动使用夹具对五金制品的钣金件进行夹持,然后进行打孔操作,定位夹持速度缓慢,影响打孔效率。而且,不能够对不同规格的五金制品的钣金件进行夹持,通用性低,因此,急需一种可快速定位的五金制品生产用打孔设备来解决上述出现的问题。
技术实现要素:
4.针对现有技术存在的不足,本技术目的是提供一种可快速定位的五金制品生产用打孔设备,以解决上述背景技术中提出的问题。
5.为了实现上述目的,本技术提供了一种可快速定位的五金制品生产用打孔设备,包括:
6.打孔主体,打孔主体顶部对称设置有立板,打孔主体上方设置有钻头,打孔主体顶部设置有纵向液压缸,纵向液压缸的移动块上设置有用于放置工件的放置板,立板之间设置有用于驱动钻头对放置板上的工件进行打孔的打孔机构;
7.放置板顶部设置有用于对工件进行定位的挡板,放置板顶部对称设置有一对置于挡板两侧的导向板,导向板顶部对称设置有夹紧气缸,夹紧气缸的伸缩轴上设置有用于夹紧工件的夹紧块,放置板顶部对称设置有与导向板相匹配的导向槽,放置板侧壁上设置有驱动导向板在导向槽内部移动带动夹紧块对工件两侧进行夹紧的驱动机构。
8.进一步地,驱动机构包括设置在放置板侧壁的驱动电机,驱动电机的伸缩轴上设置有置于导向槽内部且贯穿导向板与放置板相连接的丝杆,丝杆远离驱动电机的一端设置有连接柱,连接柱与放置板连接处设置有轴承,导向板侧壁上对称设置有限位块,放置板内壁开设有与限位块相匹配的限位槽。
9.进一步地,连接柱直径小于丝杆的直径,导向板上开设有贯通的螺纹孔,丝杆与导向板之间通过螺纹相连接。
10.进一步地,导向板上设置有用于使夹紧气缸进行纵向移动的调节固定机构,调节固定机构包括开设在导向板顶部的调节槽,调节槽内部设置有调节块,夹紧气缸置于调节块顶部,导向板侧壁设置有与调节槽相连通的移动槽,调节块内部设置有插入移动槽内部的螺纹柱,螺纹柱端部设置有用于与放置板侧壁连接对调节块进行止动的转动限位盘。
11.进一步地,移动槽的高度和螺纹柱的直径相同,转动限位盘的直径大于螺纹柱的直径。
12.进一步地,转动限位盘侧壁上开设有多个插孔,其中一个插孔内部设置有施力柱。
13.进一步地,导向板顶部设置有置于调节槽两侧的刻度线。
14.进一步地,调节块为t字型结构,调节块底部与调节槽相匹配,调节块顶部的长度与导向板的长度相等。
15.进一步地,放置板顶部设置有多个用于对钻头打孔进行避让的避让槽。
16.进一步地,打孔机构包括设置在立板之间的横向液压缸,横向液压缸的滑块上设置有竖向液压缸,竖向液压缸的滑动块上设置有l型连接板,l型连接板顶部设置有用于连接钻头的打孔电机。
17.根据本技术的一种可快速定位的五金制品生产用打孔设备,
18.通过将五金制品的钣金件的一端与挡板贴合进行初步定位,然后使用驱动机构将夹紧气缸移动到合适的夹持位置,夹紧气缸工作带动夹紧块对五金制品的钣金工件两侧进行夹持,避免手动使用夹具对五金制品的钣金件进行夹持,从而加快定位夹持的速度,提高打孔效率;
19.通过使用驱动电机工作带动丝杆转动,从而带动夹紧气缸水平移动,从而以适应不同尺寸长度的五金制品的钣金件,对不同长度尺寸的五金制品的钣金件进行夹持,通用性高;
20.通过使用调节块在调节槽内部移动,从而使调节块顶部的夹紧气缸纵向移动到合适的夹持位置,并通过螺纹柱与调节块的螺纹连接,带动转动限位盘与导向板紧密贴合,从而对调节后的调节块进行锁紧固定,起到能够对不同宽度尺寸的五金制品的钣金工件进行夹持的作用,通用性高。
附图说明
21.通过阅读参照以下附图对非限制性实施例所作的详细描述,本技术的其它特征、目的和优点将会变得更明显:
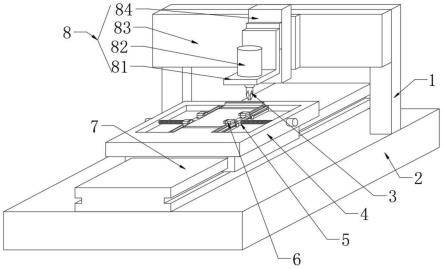
22.图1为根据本技术一实施例的一种可快速定位的五金制品生产用打孔设备的立体图;
23.图2为根据本技术一实施例的一种可快速定位的五金制品生产用打孔设备中放置板的立体图;
24.图3为根据本技术一实施例的图2中a的放大图;
25.图4为根据本技术一实施例的一种可快速定位的五金制品生产用打孔设备中调节块与螺纹柱连接处的立体图;
26.图5为根据本技术一实施例的一种可快速定位的五金制品生产用打孔设备中丝杆的立体图;
27.图中:1-立板、2-打孔主体、3-钻头、4-放置板、41-避让槽、5-导向板、51-导向槽、6-夹紧气缸、61-夹紧块、7-纵向液压缸、8-打孔机构、81-l型连接板、82-打孔电机、83-横向液压缸、84-竖向液压缸、9-驱动机构、91-限位块、911-限位槽、92-丝杆、921-连接柱、93-驱动电机、10-挡板、11-调节固定机构、111-调节槽、112-刻度线、113-施力柱、114-转动限位
盘、115-插孔、116-螺纹柱、117-移动槽、118-调节块。
具体实施方式
28.为使本技术实现的技术手段、创作特征、达成目的与功效易于明白了解,下面结合具体实施方式,进一步阐述本技术。
29.如图1所示,本技术提供一种技术方案:一种可快速定位的五金制品生产用打孔设备,包括:
30.打孔主体2,打孔主体2顶部对称设置有立板1,打孔主体2上方设置有钻头3,打孔主体2顶部设置有纵向液压缸7,纵向液压缸7的移动块上设置有用于放置工件的放置板4,立板1之间设置有用于驱动钻头3对放置板4上的工件进行打孔的打孔机构8;
31.放置板4顶部设置有用于对工件进行定位的挡板10,放置板4顶部对称设置有一对置于挡板10两侧的导向板5,导向板5顶部对称设置有夹紧气缸6,夹紧气缸6的伸缩轴上设置有用于夹紧工件的夹紧块61,放置板4顶部对称设置有与导向板5相匹配的导向槽51,放置板4侧壁上设置有驱动导向板5在导向槽51内部移动带动夹紧块61对工件两侧进行夹紧的驱动机构9,该设计通过将五金制品的钣金件的一端与挡板10贴合进行初步定位,然后使用驱动机构9将夹紧气缸6移动到合适的夹持位置,然后给夹紧气缸6同时通气,夹紧气缸6工作带动夹紧块61对五金制品的钣金工件两侧进行夹持,避免手动使用夹具对五金制品的钣金件进行夹持,从而加快定位夹持的速度,提高打孔效率。
32.参照图2,驱动机构9包括设置在放置板4侧壁的驱动电机93,驱动电机93的伸缩轴上设置有置于导向槽51内部且贯穿导向板5与放置板4相连接的丝杆92,丝杆92远离驱动电机93的一端设置有连接柱921,连接柱921与放置板4连接处设置有轴承,导向板5侧壁上对称设置有限位块91,放置板4内壁开设有与限位块91相匹配的限位槽911,该设计通过使用驱动电机93工作带动丝杆92转动,丝杆92转动在限位块91与限位槽911的作用下带动导向板5在导向槽51内部水平移动,导向板5移动带动夹紧气缸6水平移动,从而以适应不同尺寸长度的五金制品的钣金件,通过使用放置板4能够适应不同尺寸宽度的五金制品的钣金件,以及起到便于对夹持气缸的水平位置进行调节的作用,对不同长度尺寸的五金制品的钣金件进行夹持,通用性高。
33.参照图3和图5,连接柱921直径小于丝杆92的直径,该设计提高了连接柱921通过轴承与放置板4转动处的稳定性,导向板5上开设有贯通的螺纹孔,丝杆92与导向板5之间通过螺纹相连接,该设计便于导向板5沿着丝杆92水平移动。
34.参照图3,导向板5上设置有用于使夹紧气缸6进行纵向移动的调节固定机构11,调节固定机构11包括开设在导向板5顶部的调节槽111,调节槽111内部设置有调节块118,夹紧气缸6置于调节块118顶部,导向板5侧壁设置有与调节槽111相连通的移动槽117,调节块118内部设置有插入移动槽117内部的螺纹柱116,螺纹柱116端部设置有用于与放置板4侧壁连接对调节块118进行止动的转动限位盘114,该设计通过使用调节块118在调节槽111内部移动,从而使调节块118顶部的夹紧气缸6纵向移动到合适的夹持位置,可对不同宽度的五金制品的钣金工件进行夹持,并通过螺纹柱116与调节块118的螺纹连接,带动转动限位盘114与导向板5紧密贴合,从而对调节后的调节块118进行锁紧固定,起到能够对不同宽度尺寸的五金制品的钣金工件进行夹持的作用,通用性高。
35.参照图3和图4,移动槽117的高度和螺纹柱116的直径相同,转动限位盘114的直径大于螺纹柱116的直径,该设计便于对转动限位盘114进行限位,使转动限位盘114与导向板5紧密贴合,转动限位盘114侧壁上开设有多个插孔115,其中一个插孔115内部设置有施力柱113,该设计通过使用一个施力柱113插入多个插孔115内部,方便对转动限位盘114进行施力转动,导向板5顶部设置有置于调节槽111两侧的刻度线112,该设计通过使用刻度线112,便于对夹紧气缸6的移动位置进行确认,从而使放置板4两侧相互对应的夹紧气缸6在同一直线上,起到夹紧五金制品的钣金工件的稳定性,防止出现倾斜的现象。
36.参照图4,调节块118为t字型结构,调节块118底部与调节槽111相匹配,调节块118顶部的长度与导向板5的长度相等,提高了该设计的合理性。
37.参照图2,放置板4顶部设置有多个用于对钻头3打孔进行避让的避让槽41,该设计便于使钻头3对五金制品的钣金工件进行打孔时,对钻头3进行避让,防止钻头3碰撞放置板4而损坏。
38.参照图1,打孔机构8包括设置在立板1之间的横向液压缸83,横向液压缸83的滑块上设置有竖向液压缸84,竖向液压缸84的滑动块上设置有l型连接板81,l型连接板81顶部设置有用于连接钻头3的打孔电机82,该设计通过使用纵向液压缸7带动放置板4上的五金制品的钣金工件纵向移动,同时配合横向液压缸83带动钻头3横向移动,竖向液压缸84带动钻头3竖向移动,从而便于对五金制品的钣金工件进行打孔操作。
39.参照图1-图5,作为本技术的一个实施例:当需要对五金制品的钣金件进行打孔时,工作人员首先将五金制品的钣金件的一端与挡板10贴合进行初步定位,然后使用驱动机构9将夹紧气缸6移动到合适的夹持位置,然后给夹紧气缸6同时通气,夹紧气缸6工作带动夹紧块61对五金制品的钣金工件两侧进行夹持,避免手动使用夹具对五金制品的钣金件进行夹持,从而加快定位夹持的速度,提高打孔效率。
40.通过使用驱动电机93工作带动丝杆92转动,丝杆92转动在限位块91与限位槽911的作用下带动导向板5在导向槽51内部水平移动,导向板5移动带动夹紧气缸6水平移动,从而以适应不同尺寸长度的五金制品的钣金件,起到便于对夹持气缸的水平位置进行调节的作用,对不同长度尺寸的五金制品的钣金件进行夹持,通用性高。
41.通过使用调节块118在调节槽111内部移动,从而使调节块118顶部的夹紧气缸6纵向移动到合适的夹持位置,可对不同宽度的五金制品的钣金工件进行夹持,并通过转动转动限位盘114带动螺纹柱116转动,螺纹柱116转动与调节块118的螺纹连接,带动转动限位盘114与导向板5紧密贴合,从而对调节后的调节块118进行锁紧固定,提高夹紧气缸6夹紧钣金工件的稳定性,起到能够对不同宽度尺寸的五金制品的钣金工件进行夹持的作用,通用性高。
42.以上显示和描述了本技术的基本原理和主要特征和本技术的优点,对于本领域技术人员而言,显然本技术不限于上述示范性实施例的细节,而且在不背离本技术的精神或基本特征的情况下,能够以其他的具体形式实现本技术。因此,无论从哪一点来看,均应将实施例看作是示范性的,而且是非限制性的,本技术的范围由所附权利要求而不是上述说明限定,因此旨在将落在权利要求的等同要件的含义和范围内的所有变化囊括在本技术内。不应将权利要求中的任何附图标记视为限制所涉及的权利要求。
43.此外,应当理解,虽然本说明书按照实施方式加以描述,但并非每个实施方式仅包
含一个独立的技术方案,说明书的这种叙述方式仅仅是为清楚起见,本领域技术人员应当将说明书作为一个整体,各实施例中的技术方案也可以经适当组合,形成本领域技术人员可以理解的其他实施方式。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1