一种锆及其合金的低温快速放电等离子扩散连接方法
1.本发明属于金属材料连接技术领域,具体涉及一种锆及其合金的低温快速放电等离子扩散连接方法。
背景技术:
2.锆及其合金由于优异的耐腐蚀性能、耐中子辐照性能和良好的加工特性而广泛用作核燃料包壳管材料,被称为“原子时代的第一金属”。锆的工业应用过程,大型复杂结构件的连接与组装是必不可少的,这使得可靠的连接技术成为一项关键要求。各种焊接技术在锆的连接过程都有所应用。常见熔焊技术(tig、电子束和激光焊等)由于较高的焊接温度,导致接头性能衰减(机械强度,耐腐蚀能),现有压焊技术(电阻焊、摩擦焊和热压扩散焊),存在焊接温度高,保温时间长和焊件变形较大接头残余应力高的问题。同时,以上的焊接技术(热压除外)的连接温度都是在高于锆的熔点(1852℃),这会导致受控区域内锆合金着火和核燃料脱氧,同时锆及其合金在850℃左右会发生晶格转变,由低中子吸收截面的α相相变为不耐中子辐照的β相。热压焊接虽然可以在一定程度上降低锆的连接温度(≥900℃),但其保温时间往往过长(》3h)。因此为促进锆及其合金安全可靠高效的核工业应用,发展新型的锆包壳组件低温快速连接技术是亟需解决的关键问题。
3.针对现有锆的连接技术存在焊接温度高和保温时间长等问题,本发明提出采用放电等离子技术扩散连接锆,利用电场在样品内部产生的焦耳热和电场效应促使锆及其合金在低温下实现快速连接。
技术实现要素:
4.针对现有焊接技术(tig、电子束和电阻焊等)连接锆时,存在较高的焊接温度过高弱化接头性能进而降低接头服役可靠性和保温时间过长阻碍锆的高效核工业应用的技术难题。本发明提出一种锆及其合金的低温快速放电等离子扩散连接方法。该方法可以有效的降低焊接温度和保温时间,实现锆同质接头的无缝连接,而且接头的变形较小残余应力低,进而提高接头的强度和服役的可靠性,有利于高性能核燃料锆包壳组件的制造。
5.本发明的技术方案如下:
6.一种锆及其合金的低温快速放电等离子扩散连接方法,其特征在于,包括如下步骤:
7.1)母材准备:
8.采用工业锆或锆合金作为母材,分别用320#、600#、800#、1000#、1500#、2000#的砂纸对待焊表面进行打磨,然后用1μm的金刚石悬浮抛光液对母材件的待焊表面进行抛光,并用超声清洗去除表面污渍,且烘干备用;
9.2)装配:
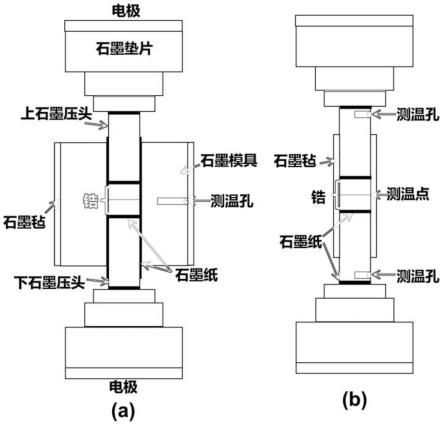
10.两种装配方式,其一为使用石墨模具,其二为不使用石墨模具;二者均按照石墨压头-石墨箔-待焊锆母材-待焊锆母材-石墨箔-石墨压头的装配次序装配;
11.3)放电等离子扩散焊连接:
12.采用放电等离子扩散连接技术对两块待焊锆母材进行低温固相扩散连接,且两种装配方式的焊接过程具有差异。
13.进一步的,所述步骤3)中若装配过程中使用石墨模具,焊接过程为:
14.将石墨模具置于烧结炉腔中,将主测温热电偶插入石墨膜腔的热电偶测温孔中,同时上下压头也用系统配备的热电偶进行温度检测;调整连接压力,打开真空泵使得炉内真空度达到指定要求,调节连接过程所需的功率,然后通入直流脉冲电流升温至扩散焊温度,保温一定时长,进行焊接作业。
15.进一步的,所述步骤3)中若装配过程中不使用石墨模具,焊接过程为:
16.将待焊锆放在下压头的石墨箔上,再放上另外的锆材,保证两个待焊件处于同一轴心位置,放入石墨箔放入上压头,加入适当大小的压力,将主测温热电偶接触到锆的待连接界面处,同时上下压头也用系统配备的热电偶进行温度检测,设置连接压力,打开真空泵使得炉内真空度达到指定要求,将系统控温方式设置为手动,焊接过程手动控温,保证温度持续稳定的升高,进行放电等离子扩散连接,在达到焊接温度时保温一定时间后,立即关闭焊接炉,随炉冷却。
17.进一步的,所述步骤3)中连接压力为15-50mpa,优选为30mpa;升温速率为80~120℃/min,优选为100℃/min;扩散焊温度600-900℃,优选600℃,扩散焊温度下保温时间为0-30min,优选为10min。
18.本发明取得的技术效果如下:
19.1)本发明公开了一种锆及其合金的低温快速放电等离子扩散连接的方法,利用电场在样品内部诱导产生的焦耳热和电场效应实现材料在较低温度下实现快速连接。通过对装配模式的改变,增加流经样品得电流密度,本发明使得锆的焊接温度(600℃)和保温时间显著降低(0-10min),避免了高温下导致锆同素异构转变引起接头中子辐照性能下降、核燃料脱氧和控制区锆着火的现实问题,解决现有连接技术获得的接头难于满足锆的核应用的难题,获得的接头结合良好,不存在明显未连接区域;同时该连接技术,不使用中间层,避免中间层的引入导致接头残余应力过大及服役过程中辐照肿胀率不匹配的问题。
20.2)本发明方法只在待焊件的端部加入适当的压力,得到的焊接接头变形小,残余应力低,解决常见压焊(搅拌摩擦焊、电阻焊)技术获得接头存在较大变形的技术难题。
21.3)本发明保温时间短,操作简单安全。因此生产效率高,自动化程度高可以适应于大规模的工业应用。
附图说明
22.图1为本发明两种装配模式示意图;
23.图2为本发明典型焊接条件下的温度和压强参数图;
24.图2中a和b分别为使用石墨模具时900℃,10min和不使用石墨模具时600℃,10min的焊接温度和压强参数图;
25.图3为本发明使用石墨模具时,采用30mpa的连接压力,在900℃时保温10min获得的zr/zr接头的sem图(实施例1);
26.图3中a,b分别代表在900℃时保温10min时焊接接头的边缘区域与中心区域的sem
图(实例1);
27.图4为本发明使用石墨模具时,采用30mpa的连接压力,在800℃时保温10min获得的zr/zr接头的sem图(实施例1);
28.图4中a,b分别代表在800℃时保温10min时焊接接头的边缘区域与中心区域的sem图(实例2);
29.图5为本发明使用石墨模具时,采用30mpa的连接压力,在700℃时保温10min获得的zr/zr接头的sem图(实施例3);
30.图5中a,b分别代表在700℃时保温10min时焊接接头的边缘区域与中心区域的sem图(实例3);
31.图6为本发明使用石墨模具时,采用30mpa的连接压力,在600℃时保温10min获得的zr/zr接头的sem图(实施例4);
32.图6中a,b分别代表在600℃时保温10min时焊接接头的边缘区域与中心区域的sem图(实例4);
33.图7为本发明不使用石墨模具时,采用30mpa的连接压力,在600℃时保温10min获得的zr/zr接头的sem图(实施例5);
34.图7中a,b分别代表在600℃时保温10min时焊接接头的边缘区域与中心区域的sem图(实例5);
35.图8为本发明不使用石墨模具时,采用30mpa的连接压力,在600℃时保温1s获得的zr/zr接头的sem图(实施例6);
36.图8中a,b分别代表在600℃时保温1s时焊接接头的边缘区域与中心区域的sem图(实例6);
37.图9为本发明中母材和典型焊接条件下(900℃,10min带石墨模具和600℃,10min不带石墨模具)获得接头的xrd图示;
38.图10为本发明中获得接头的典型断口图示;
39.图10a-b代表接头剪切强度高于303mpa的断口形貌,c-d代表接头剪切强度低于303mpa的断口形貌。
具体实施方式
40.下面结合具体实施例对本发明作进一步说明,但本发明的保护范围并不限于此。
41.实施例1:
42.本实施例中一种锆及其合金的低温快速放电等离子扩散连接方法如下:
43.1)母材准备
44.所述的一种锆及其合金的低温快速放电等离子扩散连接的方法,采用φ20mm高5mm尺寸的zr702圆柱,分别用320#、600#、800#、1000#、1500#、2000#的砂纸对待焊表面进行打磨,然后用1μm的金刚石悬浮抛光液对母材件的待焊表面进行抛光,并用超声清洗去除表面污渍,用酒精棉轻轻擦拭烘干备用。
45.2)装配
46.将待焊的锆母材,按照石墨压头-石墨箔-待焊锆母材-待焊锆母材-石墨箔-石墨压头的顺序装配到石墨模具中,再将装配完成的模具放入炉腔中。
47.3)放电等离子扩散连接
48.将装有待焊件的石墨模具置入焊接炉腔中,将主测温热电偶固定石墨模腔测温孔中,并使用系统配备另外的热电偶,固定接触在上下石墨压头测温孔处,进行温度监测,调节连接压力至30mpa,打开真空泵使炉内真空度达到要求,然后通入直流脉冲电流以100℃/min的升温速率升温至900℃,在900℃温度下保温10min,最后随炉冷却,连接过程中全程抽真空,进行放电等离子扩散焊,最后得到锆接头。
49.实施例1如图3显示了获得锆接头的sem图像,图3a为接头边缘区域显示出接头存在少许未连接区域,图3b显示接头中间区域实现无缝连接,接头的中间区域连接质量明显高于边缘区域主要由于两者接触条件的差异;图9显示接头处xrd结果,显示在900℃装配石墨模具的焊接条件下不存在锆的相变;同时对最终获得的锆接头于室温下进行剪切强度测试,接头室温剪切强度为387.9
±
30.4mpa,图10a-b的混合断裂模式也体现了接头优异的性能。
50.实施例2:
51.本实施例中一种锆及其合金的低温快速放电等离子扩散连接方法如下:
52.1)母材准备
53.所述的一种锆及其合金的低温快速放电等离子扩散连接的方法,采用φ20mm高5mm尺寸的zr702圆柱,分别用320#、600#、800#、1000#、1500#、2000#的砂纸对待焊表面进行打磨,然后用1μm的金刚石悬浮抛光液对母材件的待焊表面进行抛光,并用超声清洗去除表面污渍,用酒精棉轻轻擦拭烘干备用。
54.2)装配
55.将待焊的锆母材,按照石墨压头-石墨箔-待焊锆母材-待焊锆母材-石墨箔-石墨压头的顺序装配到石墨模具中,再将装配完成的模具放入炉腔中。
56.3)放电等离子扩散连接
57.将装有待焊件的石墨模具置入焊接炉腔中,将主测温热电偶固定石墨模腔测温孔中,并使用系统配备另外的热电偶,固定接触在上下石墨压头测温孔处,进行温度监测,调节连接压力至30mpa,打开真空泵使炉内真空度达到要求,然后通入直流脉冲电流以100℃/min的升温速率升温至800℃,在800℃温度下保温10min,最后随炉冷却,连接过程中全程抽真空,进行放电等离子扩散焊,最后得到锆接头。
58.实施例2如图4显示了获得锆接头的sem图像,图4a的接头边缘区域显示出比图4b的接头中间区域较差的连接状态;同时对最终获得的锆接头于室温下进行剪切强度测试,接头室温剪切强度为302.1
±
84.59mpa,接头的典型失效模式如图10c-d所示。
59.实施例3:
60.本实施例中一种锆及其合金的低温快速放电等离子扩散连接方法如下:
61.1)母材准备
62.所述的一种锆及其合金的低温快速放电等离子扩散连接的方法,采用φ20mm高5mm尺寸的zr702圆柱,分别用320#、600#、800#、1000#、1500#、2000#的砂纸对待焊表面进行打磨,然后用1μm的金刚石悬浮抛光液对母材件的待焊表面进行抛光,并用超声清洗去除表面污渍,用烘干备用。
63.2)装配
64.将待焊的锆母材,按照石墨压头-石墨箔-待焊锆母材-待焊锆母材-石墨箔-石墨压头的顺序装配到石墨模具中,再将装配完成的模具放入炉腔中。
65.3)放电等离子扩散连接
66.将装有待焊件的石墨模具置入焊接炉腔中,将主测温热电偶固定石墨模腔测温孔中,并使用系统配备另外的热电偶,固定接触在上下石墨压头测温孔处,进行温度监测,调节连接压力至30mpa,打开真空泵使炉内真空度达到要求,然后通入直流脉冲电流以100℃/min的升温速率升温至700℃,在700℃温度下保温10min,最后随炉冷却,连接过程中全程抽真空,进行放电等离子扩散焊,最后得到锆接头。
67.实施例3如图5显示了获得锆接头的sem图像,图5a的接头边缘区域显示出比图5b的接头中间区域较差的连接状态,同时由于连接温度的下降,图5b显示出接头中间区域同样存在未结合的界面;同时对最终获得的锆接头于室温下进行剪切强度测试,接头室温剪切强度为80.4
±
44.79mpa,断口形貌较为平滑,类似于图10c-d,显示为典型的脆性断裂模式。
68.实施例4:
69.本实施例中一种锆及其合金的低温快速放电等离子扩散连接方法如下:
70.1)母材准备
71.所述的一种锆及其合金的低温快速放电等离子扩散连接的方法,采用φ20mm高5mm尺寸的zr702圆柱,分别用320#、600#、800#、1000#、1500#、2000#的砂纸对待焊表面进行打磨,然后用1μm的金刚石悬浮抛光液对母材件的待焊表面进行抛光,并用超声清洗去除表面污渍,用酒精棉轻轻擦拭烘干备用。
72.2)装配
73.将待焊的锆母材,按照石墨压头-石墨箔-待焊锆母材-待焊锆母材-石墨箔-石墨压头的顺序装配到石墨模具中,再将装配完成的模具放入炉腔中。
74.3)放电等离子扩散连接
75.将装有待焊件的石墨模具置入焊接炉腔中,将主测温热电偶固定石墨模腔测温孔中,并使用系统配备另外的热电偶,固定接触在上下石墨压头测温孔处,进行温度监测,调节连接压力至30mpa,打开真空泵使炉内真空度达到要求,然后通入直流脉冲电流以100℃/min的升温速率升温至600℃,在600℃温度下保温10min,最后随炉冷却,连接过程中全程抽真空,进行放电等离子扩散焊,最后得到锆接头。
76.实施例4如图6显示了获得锆接头的sem图像,图6显示焊缝中间与边缘区域均存在明显未连接区域,表明在低温600℃装配石墨模具实验失败;
77.同时对最终获得的锆接头于室温下进行剪切强度测试,接头室温剪切强度为20.8
±
56.67mpa,接头断裂形式为类似与图10c-d的脆性断裂模式。
78.实施例5:
79.本实施例中一种锆及其合金的低温快速放电等离子扩散连接方法如下:
80.1)母材准备
81.所述的一种锆及其合金的低温快速放电等离子扩散连接的方法,采用φ20mm高5mm尺寸的zr702圆柱,分别用320#、600#、800#、1000#、1500#、2000#的砂纸对待焊表面进行打磨,然后用1μm的金刚石悬浮抛光液对母材件的待焊表面进行抛光,并用超声清洗去除表
面污渍,用酒精棉轻轻擦拭烘干备用。
82.2)装配
83.将待焊的锆母材,按照石墨压头-石墨箔-待焊锆母材-待焊锆母材-石墨箔-石墨压头的顺序进行装配,与使用石墨模具焊接不同的是,锆是直接置入炉腔内下石墨压头的石墨箔之上,锆圆柱保持同轴心放置,并在母材之上依次放置石墨纸箔与上石墨压头,随即可以进行焊接作业。
84.3)放电等离子扩散连接
85.将2装配好的锆母材待焊件准备放电等离子扩散连接,将主测温热电偶固定接触在两件锆的待连接表面处,并使用系统配备另外的热电偶,固定接触在上下石墨压头测温孔处,进行温度监测,调整连接压力至30mpa,打开真空泵使烧结炉内的真空度达到指定要求,将控温模式改成手动控温,焊接过程中保证温度持续稳定的升高,在达到锆的连接温度600℃时保温10min,然后立即停止焊接作业,随炉冷却,最后得到锆的接头。
86.实施例5如图7显示了获得锆接头的sem图像,图7a为接头边缘区域显示出由于接触情况较差而产生的未连接区域,图7b显示接头中间区域实现无缝连接;图9的xrd结果显示在该焊接条件下不存在锆的相变;同时对最终获得的锆接头于室温下进行剪切强度测试,接头室温剪切强度为404.9
±
78.9mpa,达到母材剪切强度的80%,断口的失效模式也是类似于图10a-b的混合断裂。
87.实施例6:
88.本实施例中一种锆及其合金的低温快速放电等离子扩散连接方法如下:
89.1)母材准备
90.所述的一种锆及其合金的低温快速放电等离子扩散连接的方法,采用φ20mm高5mm尺寸的zr702圆柱,分别用320#、600#、800#、1000#、1500#、2000#的砂纸对待焊表面进行打磨,然后用1μm的金刚石悬浮抛光液对母材件的待焊表面进行抛光,并用超声清洗去除表面污渍,用酒精棉轻轻擦拭烘干备用。
91.2)装配
92.将待焊的锆母材,按照石墨压头-石墨箔-待焊锆母材-待焊锆母材-石墨箔-石墨压头的顺序进行装配,与使用石墨模具焊接不同的是,锆是直接置入炉腔内下石墨压头的石墨箔之上,锆圆柱保持同轴心放置,并在母材之上依次放置石墨纸箔与上石墨压头,随即可以进行焊接作业。
93.3)放电等离子扩散连接
94.将2装配好的锆母材待焊件准备放电等离子扩散连接,将主测温热电偶固定接触在两件锆的待连接表面处,并使用系统配备的另外一只热电偶,固定接触在上石墨压头测温孔处,进行温度监测,调整连接压力至30mpa,打开真空泵使烧结炉内的真空度达到指定要求,将控温模式改成手动控温,焊接过程中保证温度持续稳定的升高,在达到锆的连接温度600℃时立即停止焊接作业,随炉冷却,最后得到锆接头。
95.实施例6如图8显示了获得锆接头的sem图像,图8a为接头边缘区域显示出接头存在明显未连接区域,图8b显示接头中间区域实现无缝连接;同时对最终获得的锆接头于室温下进行剪切强度测试,接头室温剪切强度为154.09
±
84.75mpa,断裂模式也是类似于图10c-d的脆性断裂。
96.实施例1~6结果总结:针对现有焊接技术(激光焊、电子束和摩擦焊等)连接锆时,存在连接温度过高弱化接头性能使得获得的组件难以满足核应用和焊接效率低下的技术难题。本发明采用放电等离子扩散连接技术实现锆的可靠连接,其中使用石墨模具时,可以在与热压扩散焊相似的焊接温度下(900℃)实现锆的连接,而且保温时间显著降低(10min)。更重要的是通过不使用石墨模具,扩大流经样品的电流密度,在保温10min时,可以在保证接头性能前提下进一步降低连接温度(600℃)。获得的接不存在明显宏观变形和锆的相变,接头性能良好,剪切强度达到了母材80%。对于在相同600℃的焊接温度下,保温时间似乎对无模具装配下接头的性能有较大影响,显示出保温1s的接头强度为10min的38%,但其却为在600℃下,有石墨模具装配获得接头剪切强度的7倍,这为开发新型锆的连接技术拓宽了思路。本发明所提供的方法可有效降低锆的焊接温度和保温时间,可实现锆的高质量连接,接头的剪切力学性能优异,具有较高的工程使用价值。
97.本说明书所述的内容仅仅是对发明构思实现形式的列举,本发明的保护范围不应当被视为仅限于实施例所陈述的具体形式。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1