一种航空叶片气膜孔电火花超声复合无变质层加工工艺方法
1.本发明属于航空叶片加工领域,尤其设计一种航空叶片气膜孔电火花超声复合无变质层加工工艺方法。
背景技术:
2.随着科学技术的进步和人民生活水平的提供,对航空出行、运输以及军事应用的需求急剧增加,而航空发动机需要在高温、高寒、高速、高压、高转速、高负荷、缺氧、振动等极端恶劣环境下工作,因此航空发动机的研制难度极大。作为航空发动机的核心部件之一,叶片的加工尤其是航空发动机研制的瓶颈之一。在航空发动机循环中,叶片承受着高温高压燃气的冲击,需要有效的冷却措施保证发动机安全可靠的工作。气膜孔冷却技术具有隔热和散热的作用,通过将冷气流从叶片的内部经气膜孔吹出,在叶片的外围形成一层由冷气流组成的空气薄膜,将叶片外围轮廓与高温气流隔绝并带走局部辐射热能,从而可以实现对叶片的冷却保护功能。
3.尽管航空叶片气膜孔可以显著提高发动机的性能,但是气膜孔的加工存在两个难题:一是由于航空叶片的材料特殊,且气膜孔的空间位置复杂、公差要求严格,传统的金属切削机床加工成本极高,有时传统的机械加工方法甚至根本无法加工;二是随着设计理论和设计方法的不断进步,航空叶片气膜孔的结构越来越复杂,航空叶片的加工时间可能长达几百个小时,而且还需要穿透检测、孔型识别等检验环节,极大地限制了航空叶片的加工效率。
4.国内外学者对航空叶片气膜孔的加工开展了大量研究,主要加工方法有高能束流加工、电子数加工、电液束加工、液体喷射加工、电解成型、磨料喷射加工、聚焦等离子加工等。但是这些加工方法工艺不够成熟,难以实现航空叶片的高精度、高效率加工。多轴联动精密微细数控电火花机床作为装备制造领域国际尖端设备,在复杂曲面、小通道微细加工方面具有切削加工不可比拟的优势,是国际公认的难加工材料、高精密零件制造的最佳装备,是解决航空发动机叶片加工制造的利器,尤其适合航空叶片气膜孔的加工。
5.虽然电火花打孔是目前较为成熟的一种气膜孔加工方法,但由于电火花加工的复杂性,不能百分百保证每个气膜孔都符合标准,而加工零件又是航空航天关键零件,目前的质量检验依靠人工通过定制的塞规等检具对气膜孔进行检验,但是人工检验不但效率低,而且很容易出现漏检、错检的现象。检测成品是否符合格也成为了工件生产中的关键一环,实现自动检验对提高航空叶片生产的可靠性和稳定性具有重要意义。
6.由于电火花放电的复杂性和随机性,电火花加工工件表面不可避免地会形成一层加工变质层,加工变质层会极大地降低叶片的疲劳强度,导致叶片在高温下容易开裂,从而极大地影响了工件的使用寿命。
7.基于目前叶片气膜孔的制造水平,可以通过气膜孔结构设计、打孔工艺和检测环节采取措施来控制和提高电火花加工气膜孔质量,对于打孔工艺,国内外学者对电火花超声复合加工工艺进行了大量的实验研究,超声加工过程很少产生有害热区域,不会在工件
表面带来化学变化,同时,在工件表面产生的残余压应力可以提高被加工零件的疲劳强度,材料表面粗糙度也可达到0.02μm的精度。将超声震动加入到电火花微细小孔加工过程中,可以有效去除电解物,加快废屑排除加工间隙,使得放电间隙始终保持较好的放电状态,得到更好的加工精度。多项研究表明,在一定的超声震动幅度范围内,超声震动作为电火花加工的辅助手段,明显提高了加工效率和工件表面加工质量,并有效减少微裂纹。
8.目前正在使用的电火花超声震动辅助加工装置根据超声震动施加的位置不同,可分为工具电极振动、工件材料震动和介质工作液震动。国外的超声加工设备具有较完善的加工体系,例如德国dmg公司的ultrasonic gantry型五轴超声加工中心,可加工大型难加工材料的工件。虽然国内的超声加工设备制造公司起步较晚,但发展迅速,广东汇专绿色工具有限公司等企业均研发出可以安装在机床上的主轴附件式的超声波刀具。将超声振动加在砂轮上使得设备的应用空间更加广泛,其中将超声震动加在但加工出的工件是否符合标准还需要进一步的人工检查、验证,费时费力,集电极装夹、超声辅助加工以及质量检测为一体的一站式电火花加工中心是机床智能制造的发展趋势。
技术实现要素:
9.基于以上技术问题,本发明提供一种航空叶片气膜孔电火花超声复合无变质加工工艺方法,本发明所述工艺方法能够提高航空叶片气膜孔的加工效率、减少检测时间,同时保证叶片的加工精度和表面质量。
10.为达到上述目的,本发明的具体方案如下:
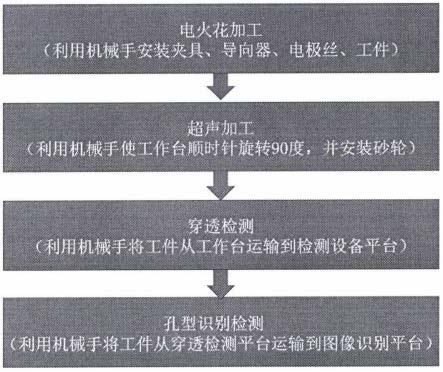
11.本发明提供一种航空叶片气膜孔电火花超声复合无变质加工工艺方法,包括,s1,机械手从物料库取出夹具、导向器、电极丝安装在电火花主伺服轴头上,然后将工件安装到旋转工作台上,电极丝对叶片气膜孔进行电火花加工;s2,电火花加工完成后,机械手顺时针旋转工作台90度,并将砂轮安装在超声主伺服轴上,砂轮对电火花加工后的工件进行超声去除表面变质层;s3,机械手取下已电火花超声复合加工的工件,并安装到穿透检测设备上,对其进行穿透检测;s4,机器手取下已通过穿透检测的工件,安装到图像识别平台,对其进行小孔孔型检测;所述工件包括待加工的航空叶片。
12.优选地,复合脉冲电源系统检测加工电流和电压信号的变化趋势,判断电火花加工是否完成,当加工电流、电压变化符合气膜孔穿透时的信号特征时,方可进行下一步操作。
13.优选地,超声加工信号变化趋势符合变质层去除完全的标准,判断加工完成,方可进行下一步操作。
14.优选地,完成无变质层加工的工件由机械手传送到穿透检测平台,在航空叶片气膜孔加工过程中,可将通孔加工过程分为接触、中间、贯穿三个阶段,在不同的加工阶段利用分段自适应控制策略制定穿透检测方法和穿透判定准则。根据判定准则,完成穿透加工的工件进行下一个孔型评价工序;未能完成穿透加工的工件,重复s1和s2步骤,之后重新进行穿透检测;若加工工件达不到穿透标准,则报废,不再进行下一步工艺;
15.优选地,首先建立多位姿下航空叶片孔型数据库,并以此为依据,评判气膜孔的孔型精度。综合考虑检测的准确性和高效性,基于图像识别技术建立孔型对比算法,将加工完成的孔型与数据库中的标准孔型进行对比。对比通过的工件认为是成品,否则作为废品报
废。
16.优选地,所述夹具、导向器、电极丝、工件竖直放置在物料库置物架上,由机器手完成夹具、导向器、电极丝、工件拿取、安装,并运送至各个加工检测平台,在s2中,机械手使工作台顺时针转动90度。利用机械手,工件在电火花加工、超声加工、穿透检测、图像识别检测过程中实现自动传送。航空叶片工件在“物料库-无变质层加工工作台-穿透检测-孔型评价-成品库”之间的传输通过机器手实现,控制终端完成系统的联动控制,通过modbus总线实现各装备之间信息的交互和共享,从而实现航空叶片的高精度、高效率加工。
17.本发明有效效果为:
18.本发明提供了一种适用于航空叶片气膜孔电火花超声复合无变质层加工工艺方法,所述工艺简单、加工时间短、加工精度高,为航空叶片气膜孔的自动化加工提供了经济、可行的方案。
19.本发明所述的电火花超声复合加工在同一个工作台上进行,节约了装夹工件的时间,与机械手配合,实现电火花超声加工、穿透检测和图像识别自动完成,减少了人员投入,很大程度的提高了加工效率和效益。
附图说明
20.图1为本发明所述航空叶片气膜孔电火花超声复合无变质加工工艺方法流程图;
21.图2为本发明所述机械手、物料库、电火花超声复合机床、穿透监测设备和孔型监测设备的位置示意图。
具体实施方式
22.下面,通过具体实施例对本发明的技术方案进行详细说明,但是应该明确提出这些实施例用于举例说明,但是不解释为限制本发明的范围。
23.实施例1
24.将一个航空叶片加工出一系列直径为0.4mm通孔的具体工艺,包括:
25.(1)电火花超声复合机床对工件进行电火花加工:
26.所述的工件、直径为0.39mm电极丝、导向器在物料库垂直放置,根据控制程序,由机械手将工件安装到工作台上,工作台通过夹具对工件进行固定加紧;机械手依次将导向器和电极丝安装到电火花主轴上,并通过电极夹具进行固定;机床根据总线指令,对叶片进行电火花加工。
27.(2)电火花加工完成后,根据总线指令,机械手使工作台顺时针旋转90度,并用螺母固定工作台;机械手将砂轮从物料库取出,并将其安装到超声加工主轴上;根据指令,超声主轴对工件进行变质层去除处理。
28.(3)根据指令,机械手将工件从工作台运动到穿透检测平台,根据穿透检测标准,工件复合穿透检测标准,则进入下一步孔型识别检测;若工件未能通过穿透检测,重复s1和s2;若工件加工超出穿透标准,则报废,不再进行下一步工艺;
29.(4)根据指令,机械手将工件从穿透检测平台运送到孔型识别平台,基于图像识别技术,若孔型满足孔型对比算法,则工件由机械手运输到成品库;若孔型不满足孔型对比算法,则工件报废。
30.以上所述,仅为本发明的具体实施方式,但本发明的保护范围并不局限于此,任何熟悉本领域的技术人员在本发明揭露的技术范围内,根据本发明的技术方案及发明构思加以等同替换或改变,都应涵盖在本发明的保护范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1