双目视觉传感器的机器人焊枪工具自动标定设备纠偏方法与流程
1.本发明涉及机器视觉相关领域,尤其涉及双目视觉传感器的机器人焊枪工具自动标定设备纠偏方法。
背景技术:
2.随着智能焊接领域的快速发展,智能焊接机器人也得到广泛应用。目前对于焊枪工具常常采用人工标定及修正,但存在耗费时间多、影响焊接效率等问题。智能化和自动化是制造业的必然发展方向,因此工具的自动标定是必然的发展趋势,基于此采用工具的自动标定是有效节省人力、物力的有效解决方案;现有技术的工具自动标定,一般会在一个精密仪器内,让机器人末端工具在其中进行旋转,得到某端工具在空间中的精确定位,以及当前机器人的姿态,由此得到tcp精确值,但是基于在精密仪器内的工具自动标定,往往需要很高成本的精密仪器进行辅助,并且无法达到对附加轴回城差进行纠正的问题。
技术实现要素:
3.因此,本发明正是鉴于以上问题而做出的,本发明的目的在于通过双目视觉传感器的机器人焊枪工具自动标定设备,以解决高成本、无法达到对附加轴回城差进行纠正的问题,本发明是通过以下技术方案实现上述目的:
4.1.双目视觉传感器的机器人焊枪工具自动标定设备纠偏方法,其特征在于:所述双目视觉传感器的机器人焊枪工具自动标定设备包括:工作平台、上单目相机、侧单目相机、焊枪;
5.纠偏方法如下:
6.s1:首先进行焊枪焊枪套筒位置定位;通过图像识别得到焊枪套筒点b位置,o点为上单目相机的相机中心点,由焊枪套筒点b到oh做垂足,得到直线bh,ob与bh所成角度α,则可求出ob:
7.tan(α)=oh/bh
[0008][0009]
s2:进行焊丝的位置定位;c点为焊枪圆心、即导电嘴点位,f为焊丝点,焊丝长度cf,cd为在上单目相机的相机视野内被焊枪遮挡住的焊丝长度,焊枪与工作平台(1)角度为β,a点为在相机视野内焊丝cf到焊枪套筒点b平面上的点;
[0010]
cd=tan(α-(90-β))*bc,则可求bd:
[0011][0012]
过b点作cf的平行线交af与g,则可求bg:ob/(bd+ob)=bg/(cf-cd)
[0013]
且∠gef=∠bdf=α+β;过g作bd的平行线交cf与e,则de=bg,ef=cf-cd-de;则根据余弦定理可以求出:
[0014]
[0015]
则可求出∠fge:
[0016]
fe/sin(∠fge)=gf/sin(∠gef)
[0017]
即∠aob=∠fge
[0018]
则可求出ab长度:
[0019]
ab/sin(∠aob)=ob/sin(∠oab)
[0020]
∠oab=180-∠aob-∠α
[0021]
由此根据焊丝投影点a到焊枪套筒点b的距离ab可以得到焊丝cf在相机下的坐标值;
[0022]
s3:计算偏移值;根据自己设定的程序由焊枪绕圆周运动,走若干个点位,由该若干个点位进行拟合得到一个圆周,在图中k点为作为参考的标准值的情况,m点为焊枪偏移后得到的点位,mn为焊丝所在直线,n为标准点k向mn直线所做的垂足,由于mn所在直线已知,k点已知,则可求出n点,则可以得到kn和mn的长度,由此得到kn、mn的长度即为焊枪偏移的x,y方向的偏移值,由此圆周上若干个点位进行综合计算,减小误差值;
[0023]
s4:进行附加轴误差的修正;在仅发生焊枪偏移时,圆的圆心并不会发生偏移,而当圆心发生偏移时,则必然是由于附加轴的回程差导致的偏移,如图5所示,由焊枪4绕圆周运动,走若干个点位,由该若干个点位进行拟合得到一个圆周,点r1、r2为圆心点,分别过r1、r2作两圆的十字中心线,过r1的横向中心线与过r2的竖向中心线交于l点,r1l,r2l分别为纵向以及横向的偏移距离,由于r1和r2点已知,则可求出r1l和r2l的距离,即分别为y,x向的插补附加轴导致的回程差。
[0024]
优选的,所述上单目相机位于工作平台1上端,上单目相机被固定在工作平台上。
[0025]
优选的,所述侧单目相机位于工作平台侧面,侧单目相机也被固定在工作平台(1)上。
[0026]
优选的,所述焊枪位于上单目相机下方,上单目相机(2)检测焊枪的x,y方向(左右)变化,侧单目相机检测焊枪的z方向(高度)变化。
[0027]
本发明有益效果:
[0028]
1、本发明利用双目视觉传感器进行工具标定的方法,能够适配所有焊枪类型,而不仅仅局限于某一种工具;
[0029]
2、本发明仅仅采用了两台工业相机,利用图像处理算法进行标定,具有成本低,且不易损坏的特点,从而避免了在工业场景中,频繁需要人工标定焊枪而消耗的人力、物力,使得一些中微型企业也可引入该装置;
[0030]
3、本发明针对焊枪工具在长时间高温等环境工作过程中,出现形变,导致工具坐标系不准的问题,基于双目视觉传感器,利用图像处理的方式,得到焊枪工具在图像坐标系的偏移值,从而得到在实际空间中的偏移值,进而进行修改工具坐标系,避免了在长时间焊接过程中出现的偏焊的问题。
附图说明
[0031]
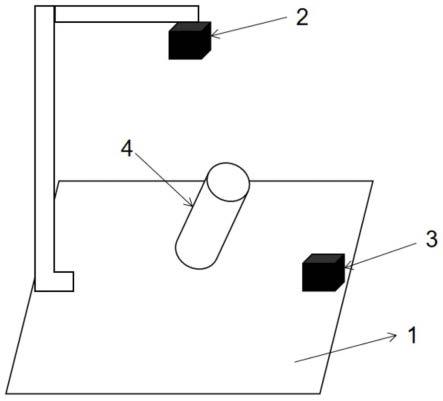
图1为本发明整体的结构示意图。
[0032]
图2为本发明的焊枪与上单目相机的正视图。
[0033]
图3为本发明的焊枪与上单目相机的局部放大图。
[0034]
图4为本发明计算偏移值的示意图。
[0035]
图5为本发明进行附加轴误差修正的示意图。
[0036]
附图说明:
[0037]
1、工作平台;2、上单目相机;3、侧单目相机;4、焊枪。
具体实施方式
[0038]
本发明优选实施例将通过参考附图进行详细描述然而本发明也可以各种不同的形式实现,因此本发明不限于下文中描述的实施例,另外,为了更清楚地描述本发明,与发明没有连接的部件将从附图中省略;
[0039]
本发明通过双目视觉传感器定标,在焊接现场进行焊枪偏移值误差修正、附加轴误差修正,使得双目视觉传感器可以更加准确检测出焊接位置实现焊接。如图1所示,双目视觉传感器的机器人焊枪工具自动标定设备纠偏方法包括双目视觉传感器的机器人焊枪工具自动标定设备,所述双目视觉传感器的机器人焊枪工具自动标定设备包括:工作平台1、上单目相机2、侧单目相机3、焊枪4;
[0040]
所述工作平台1起到固定支撑其它组件的作用;
[0041]
所述上单目相机2位于工作平台1上端,上单目相机2被固定在工作平台1上;
[0042]
所述侧单目相机3位于工作平台1侧面,侧单目相机3也被固定在工作平台1上;
[0043]
所述焊枪4位于上单目相机2下方,上单目相机2检测焊枪1的x,y方向(左右)变化,侧单目相机3检测焊枪1的z方向(高度)变化;
[0044]
本发明还公开了双目视觉传感器的机器人焊枪工具自动标定设备纠偏方法,使用步骤如下:
[0045]
如图2、3、4所示,进行焊枪偏移值误差修正计算;
[0046]
s1:如图2所示,首先进行焊枪套筒位置定位;
[0047]
通过图像识别得到焊枪套筒点b位置,o点为上单目相机2的相机中心点,由焊枪套筒点b到oh做垂足,得到直线bh,ob与bh所成角度α,则可求出ob:
[0048]
tan(α)=oh/bh
[0049][0050]
s2:如图2、3所示,进行焊丝的位置定位;
[0051]
c点为焊枪4圆心、即导电嘴点位,f为焊丝点,焊丝长度cf,cd为在上单目相机2的相机视野内被焊枪4遮挡住的焊丝长度,焊枪4与工作平台1角度为β,a点为在相机视野内焊丝cf到焊枪套筒点b平面上的点;
[0052]
cd=tan(α-(90-β))*bc,则可求bd:
[0053][0054]
过b点作cf的平行线交af与g,则可求bg:
[0055]
ob/(bd+ob)=bg/(cf-cd)
[0056]
且∠gef=∠bdf=α+β
[0057]
过g作bd的平行线交cf与e,则de=bg,ef=cf-cd-de;
[0058]
则根据余弦定理可以求出:
[0059][0060]
则可求出∠fge:
[0061]
fe/sin(∠fge)=gf/sin(∠gef)
[0062]
即∠aob=∠fge
[0063]
则可求出ab长度:
[0064]
ab/sin(∠aob)=ob/sin(∠oab)
[0065]
∠oab=180-∠aob-∠α
[0066]
由此根据焊丝投影点a到焊枪套筒点b的距离ab可以得到焊丝cf在相机下的坐标值;
[0067]
s3:如图4所示,计算偏移值;
[0068]
根据自己设定的程序由焊枪4绕圆周运动,走若干个点位,由该若干个点位进行拟合得到一个圆周,在图中k点为作为参考的标准值的情况,m点为焊枪4偏移后得到的点位,mn为焊丝所在直线,n为标准点k向mn直线所做的垂足,由于mn所在直线已知,k点已知,则可求出n点,则可以得到kn和mn的长度,由此得到kn、mn的长度即为焊枪4偏移的x,y方向的偏移值,由此圆周上若干个点位进行综合计算,减小误差值;
[0069]
s4:如图5所示,进行附加轴误差的修正;
[0070]
在仅发生焊枪偏移时,圆的圆心并不会发生偏移,而当圆心发生偏移时,则必然是由于附加轴的回程差导致的偏移,如图5所示,由焊枪4绕圆周运动,走若干个点位,由该若干个点位进行拟合得到一个圆周,点r1、r2为圆心点,分别过r1、r2作两圆的十字中心线,过r1的横向中心线与过r2的竖向中心线交于l点,r1l,r2l分别为纵向以及横向的偏移距离,由于r1和r2点已知,则可求出r1l和r2l的距离,即分别为y,x向的插补附加轴导致的回程差。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1