一种电机铁芯冲压级进模的制作方法
1.本发明涉及模具领域,更具体地说,它涉及一种电机铁芯冲压级进模。
背景技术:
2.电机铁芯冲裁模具多应用为定子和转子的生产。电机铁芯套冲模具在冲压生产时会有定子或转子的报废,最终无法满足定转子配套发货的需求。
3.现有公开号为cn104226813a的中国专利,其公开了用于冲裁定子冲片的级进模具,包括一体化设置的用于冲裁定子冲片铆接孔或焊接槽的冲孔模,以及用于冲裁定子冲片槽的冲槽模,还包括用于在带材上冲裁霍尔感应缺口的霍尔冲模。
4.上述的几个专利均存在着一些缺点,如:现有同类产品需要开两套以上的模具,开发成本较为高昂,且周期较长。
技术实现要素:
5.针对现有技术存在的不足,本发明的目的在于提供一种电机铁芯冲压级进模,以解决背景技术所提出的问题。
6.为实现上述目的,本发明提供了如下技术方案:一种电机铁芯冲压级进模,包括下模座和上模座,还包括:安装在上模座上的若干个构成级进的凸模;设置在下模座上的凹固板;设置在凹固板处的回转组件,所述回转组件包括回转轴、回转套、若干与凸模配合的凹模,所述回转轴相对下模座转动,所述回转套固定在回转轴外部,所述凹模与凸模配合套冲伺服定子和伺服转子;以及固定在上模座上回转导柱,所述凹固板中设置有与回转导柱配合的导向孔。
7.通过采用上述技术方案,本电机铁芯冲压级进模可实现套冲两款产品,包括伺服定子、伺服转子的模具,解决了产品的数量配套问题,并且此套模具缩短模具开发数量以及开发周期,节约模具开发成本,可以更加灵活的调节模具主要产品与转子的数量搭配,此套模具兼顾两个系列三个产品的搭配,可以快速灵活及时的调整库存产品数量的匹配度,相对与同型号步进套冲双回转模具,此套模具只需要单回转,模具维修率大大降低,切换两款内套产品时切换步骤简单,可节约两套模具的开发时间与成本;当应用本模具时,可应用回转组件中回转轴、回转套回转变更凹模,通过凹模与凸模的配合套冲伺服定子和伺服转子,回转导柱和导向孔可实现模具合模导向。
8.进一步的,所述凸模依次包括导正钉冲孔凸模、外槽型小孔冲孔凸模、螺钉孔冲孔凸模、转子轴孔冲孔凸模、转子叠铆冲孔凸模、转子落料冲孔凸模、小定子叠铆冲孔凸模、定子槽形冲孔凸模、定子计量冲孔凸模、定子内孔冲孔凸模、齿形冲裁凸模,所述凹模包括与凸模配合的导正钉冲孔凹模、外槽型小孔冲孔凹模、螺钉孔冲孔凹模、转子轴孔冲孔凹模、转子叠铆冲孔凹模、转子落料冲孔凹模、小定子叠铆冲孔凹模、定子槽形冲孔凹模、定子计
量冲孔凹模、定子内孔冲孔凹模、齿形冲裁凹模。
9.通过采用上述技术方案,凸模中的导正钉冲孔凸模、外槽型小孔冲孔凸模、螺钉孔冲孔凸模、转子轴孔冲孔凸模、转子叠铆冲孔凸模、转子落料冲孔凸模、小定子叠铆冲孔凸模、定子槽形冲孔凸模、定子计量冲孔凸模、定子内孔冲孔凸模、齿形冲裁凸模可与凹模中的导正钉冲孔凹模、外槽型小孔冲孔凹模、螺钉孔冲孔凹模、转子轴孔冲孔凹模、转子叠铆冲孔凹模、转子落料冲孔凹模、小定子叠铆冲孔凹模、定子槽形冲孔凹模、定子计量冲孔凹模、定子内孔冲孔凹模、齿形冲裁凹模配合,实现级进冲裁。
10.进一步的,所述上模座的底部固定有凸固板,所述凸模通过螺栓和销钉被固定在上模座和凸固板底部。
11.通过采用上述技术方案,利用凸固板可以对凸模进行固定。
12.进一步的,所述凸固板的底部设置有卸固板,所述卸固板位于凸模的外部。
13.通过采用上述技术方案,卸固板的设置能够在冲裁时辅助落料。
14.进一步的,所述卸固板通过若干卸料块和卸料弹簧连接在凸固板的底部。
15.通过采用上述技术方案,利用卸料块和卸料弹簧能够提高卸料效果。
16.进一步的,所述下模座的上方设置有用于固定凹模的凹固板。
17.通过采用上述技术方案,凹固板能够辅助凹模的固定。
18.进一步的,所述回转轴通过一组轴承套和轴向接触轴承转动连接在凹固板中。
19.通过采用上述技术方案,利用轴承套和轴向接触轴承能够提高回转轴转动的稳定性。
20.进一步的,所述回转轴底部具有阶梯,所述回转轴的阶梯处通过另一组轴承套和轴向接触轴承转动连接在下模座中。
21.通过采用上述技术方案,通过在回转轴底部设置阶梯、再应用轴承套和轴向接触轴承,能够提高回转轴转动的稳定性。
22.进一步的,所述凹固板上设置有若干个弹簧定位销和弹簧挡料销。
23.通过采用上述技术方案,弹簧定位销和弹簧挡料销能够实现级进冲裁的定位与挡料。
24.进一步的,所述上模座的底部固定有导向柱,所述下模座内开设有与导向柱配合的导向套。
25.通过采用上述技术方案,利用导向柱和导向套的配合,能够提高合模的稳定性。
26.综上所述,本发明主要具有以下有益效果:本电机铁芯冲压级进模可实现套冲两款产品,包括伺服定子、伺服转子的模具,解决了产品的数量配套问题,并且此套模具缩短模具开发数量以及开发周期,节约模具开发成本,可以更加灵活的调节模具主要产品与转子的数量搭配,此套模具兼顾两个系列三个产品的搭配,可以快速灵活及时的调整库存产品数量的匹配度,相对与同型号步进套冲双回转模具,此套模具只需要单回转,模具维修率大大降低,切换两款内套产品时切换步骤简单,可节约两套模具的开发时间与成本;当应用本模具时,可应用回转组件中回转轴、回转套回转变更凹模,通过凹模与凸模的配合套冲伺服定子和伺服转子,回转导柱和导向孔可实现模具合模导向。
附图说明
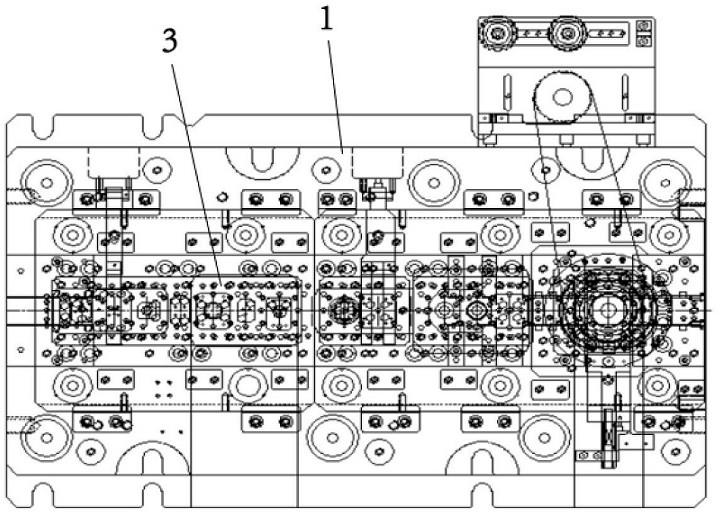
27.图1为本发明提供的一种实施方式的结构示意图之一;图2为本发明提供的一种实施方式的结构示意图之二;图3为本发明提供的模具的排样图。
28.图中:1、上模座;2、回转导柱;3、凸模;4、凸固板;5、卸固板;6、凹固板;7、下模座;8、回转套。
具体实施方式
29.实施例:以下结合附图1-3对本发明作进一步详细说明。
30.实施例1参考图1、图2和图3,本实施例提供一种电机铁芯冲压级进模,包括下模座7和上模座1,还包括:安装在上模座1上的若干个构成级进的凸模3;设置在下模座7上的凹固板6;设置在凹固板6处的回转组件,所述回转组件包括回转轴、回转套8、若干与凸模3配合的凹模,所述回转轴相对下模座7转动,所述回转套8固定在回转轴外部,所述凹模与凸模3配合套冲伺服定子和伺服转子;以及固定在上模座1上回转导柱2,所述凹固板6中设置有与回转导柱2配合的导向孔。
31.参考图1、图2和图3,本电机铁芯冲压级进模可实现套冲两款产品,包括伺服定子、伺服转子的模具,解决了产品的数量配套问题,并且此套模具缩短模具开发数量以及开发周期,节约模具开发成本,可以更加灵活的调节模具主要产品与转子的数量搭配,此套模具兼顾两个系列三个产品的搭配,可以快速灵活及时的调整库存产品数量的匹配度,相对与同型号步进套冲双回转模具,此套模具只需要单回转,模具维修率大大降低,切换两款内套产品时切换步骤简单,可节约两套模具的开发时间与成本;当应用本模具时,可应用回转组件中回转轴、回转套8回转变更凹模,通过凹模与凸模3的配合套冲伺服定子和伺服转子,回转导柱2和导向孔可实现模具合模导向。
32.参考图1至图3,其中所述凸模3依次包括导正钉冲孔凸模、外槽型小孔冲孔凸模、螺钉孔冲孔凸模、转子轴孔冲孔凸模、转子叠铆冲孔凸模、转子落料冲孔凸模、小定子叠铆冲孔凸模、定子槽形冲孔凸模、定子计量冲孔凸模、定子内孔冲孔凸模、齿形冲裁凸模,所述凹模包括与凸模3配合的导正钉冲孔凹模、外槽型小孔冲孔凹模、螺钉孔冲孔凹模、转子轴孔冲孔凹模、转子叠铆冲孔凹模、转子落料冲孔凹模、小定子叠铆冲孔凹模、定子槽形冲孔凹模、定子计量冲孔凹模、定子内孔冲孔凹模、齿形冲裁凹模,凸模3中的导正钉冲孔凸模、外槽型小孔冲孔凸模、螺钉孔冲孔凸模、转子轴孔冲孔凸模、转子叠铆冲孔凸模、转子落料冲孔凸模、小定子叠铆冲孔凸模、定子槽形冲孔凸模、定子计量冲孔凸模、定子内孔冲孔凸模、齿形冲裁凸模可与凹模中的导正钉冲孔凹模、外槽型小孔冲孔凹模、螺钉孔冲孔凹模、转子轴孔冲孔凹模、转子叠铆冲孔凹模、转子落料冲孔凹模、小定子叠铆冲孔凹模、定子槽形冲孔凹模、定子计量冲孔凹模、定子内孔冲孔凹模、齿形冲裁凹模配合,实现级进冲裁。
33.参考图1至图3,其中所述上模座1的底部固定有凸固板4,所述凸模3通过螺栓和销钉被固定在上模座1和凸固板4底部,利用凸固板4可以对凸模3进行固定;其中所述凸固板4的底部设置有卸固板5,所述卸固板5位于凸模3的外部,卸固板5的设置能够在冲裁时辅助
落料。
34.参考图1至图3,其中所述卸固板5通过若干卸料块和卸料弹簧连接在凸固板4的底部,利用卸料块和卸料弹簧能够提高卸料效果;其中所述下模座7的上方设置有用于固定凹模的凹固板6,凹固板6能够辅助凹模的固定;其中所述回转轴通过一组轴承套和轴向接触轴承转动连接在凹固板6中,利用轴承套和轴向接触轴承能够提高回转轴转动的稳定性。
35.参考图1至图3,其中所述回转轴底部具有阶梯,所述回转轴的阶梯处通过另一组轴承套和轴向接触轴承转动连接在下模座7中,通过在回转轴底部设置阶梯、再应用轴承套和轴向接触轴承,能够提高回转轴转动的稳定性;其中在所述凹固板6上设置有若干个弹簧定位销和弹簧挡料销,弹簧定位销和弹簧挡料销能够实现级进冲裁的定位与挡料。
36.参考图1至图3,其中所述上模座1的底部固定有导向柱,所述下模座7内开设有与导向柱配合的导向套,利用导向柱和导向套的配合,能够提高合模的稳定性。
37.参考图1和图2,其中级进模的装配要点:凹模型孔的相对位置及布局一定要准确,否则冲出的制件很难满足规定的质量要求。级进模的凹模是装配基准件,其结构多采用镶拼的形式,由若干块拼块或镶块组成。因此级进模的装配首先是装配凹模或凹模组件,当凹模组件装配合格后,再将其压入固定板,然后把固定板装入下模,以凹模定位装配凸模3,再把凸模3装入上模,待用试切纸法试冲达到要求后,用销钉定位固定,再装入其他辅助件。级进模装配的关键是获得准确的布局和保证间隙均匀,因此必须对各组凸、凹模进行预配。
38.参考图1和图2,其中,将上模座1与垫板、凸固板4的相应螺孔、销孔位置对齐,打入销钉,然后拧紧螺钉,为操作方便可辅助采用高度合适的垫铁。将卸固板5套装在已装入固定板的凸模3上,装上弹簧(或橡胶)后旋入卸料钉。装配后要求卸料板运动灵活,并保证在弹簧作用下卸料板处于最低位置时,凸模3的下端面应处在卸料板孔内,故要调节弹簧(或橡胶)的预压量,使卸料板高出凸模3下端3-0.5mm。之后安装其他零件,如导正销等。其中装配前要用干净的棉纱仔细擦净销钉、导向柱与导向套等各配合面,若存有油垢,将会影响配合面的装配质量。销钉要用铜棒(锤)垂直敲入,螺钉应拧紧。上模座1、下模座7合模时要先弄清上模座1、下模座7的相互正确位置,使上模座1、下模座7打字面或标记面都面向操作者,合模前回转导柱2、导向孔应涂以润滑油,上模座1、下模座7应保持平行,使回转导柱2平稳入导向孔,不可用铜棒使劲打入。凸模3刃口即将进入下模刃口时要缓慢进行,防止上、下刃囗相啃。
39.本具体实施例仅仅是对本发明的解释,其并不是对本发明的限制,本领域技术人员在阅读完本说明书后可以根据需要对本实施例做出没有创造性贡献的修改,但只要在本发明的权利要求范围内都受到专利法的保护。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1