一种多重辊铝板分切用矫直装置及其矫直工艺的制作方法
1.本发明涉及制造装备技术领域,尤其涉及一种多重辊铝板分切用矫直装置。
背景技术:
2.铝卷在被剪切成为矩形平板前需要对其进行矫直,现有技术中,矫直单元普遍采用辊式矫直机。辊式矫直机是利用多个矫直辊使铝板连续产生弯曲变形,以消除铝板曲率的不均匀,从而使其弯曲曲率从大逐渐变小,最终得到平直的铝板材;辊式矫直机基本结构是由相对设置的上辊系和下辊系组成,下辊系固定不动,上辊系活动可调节,通过整体调整上机架的上下位置或者单个调整上辊系的上下位置控制压下量,以实现对铝板的矫直。在铝板带(铝卷)生产过程中,因为设备或者人员操作失误等原因容易出现质量问题;油污和划伤是质量问题中最为常见的:油污是指在分切生产及成品检查过程中肉眼可见的表面带油;这些油主要是由辊颈处或轧机出口上、下方甩、溅、滴在铝卷上、轧机测厚头滴油等造成,在矫直时这些油污会粘连在矫直辊上进而粘连在更多的铝板上;由于铝卷成品多数作为装饰或包装材料,必须有一个洁净的表面;且铝板厚度薄,在后续的退火时易形成泡状,由于油量较多在该处形成过多的残留物而影响使用,此类油污将给铝卷表面带来危害较大;划伤产生的主要原因是轧辊、导辊表面粘有硬杂物,硬杂物会粘连在铝卷上并在矫直时粘连在辊式矫直机的矫直辊上进而导致被矫直铝板和矫直轮的磨损。
3.现有技术中,通常采用在矫直辊上设置清辊组件的方式对矫直辊进行清理,清辊组件的结构一般为如图2所示的毛刷结构或如图3所示的条形布结构,条形布结构的清辊组件包括支撑杆005、固定杆006和擦除布310,擦除布310为长条形,定位在长条形的支撑杆005上,固定杆006的一端固定在机架上,另一端转动连接在支撑杆005上;毛刷结构的清辊组件针对硬质杂物的清理效果较好但对于油污的清理效果不理想;条形布结构的清辊组件虽清除硬质杂物和油污的效果均较好,但为了使条形布贴紧矫直辊进行清洁,需要向支撑杆005及其上的擦除布310施加一定的作用力,该作用力的大小很难直观且有效的进行调节,作用力小会导致清洁效果受限,作用力大会导致积累在擦除布310上的硬质杂质加剧矫直辊的磨损(若该作用力小,则硬质杂质与矫直辊之间的作用力相应减少,对矫直辊的损伤较小);且因擦除布310需要定期更换,该作用力必然会因擦除布310的更换而改变。
4.因此,需要一种搭配有清洁效果好且对矫直辊的磨损较小的清辊组件的多重辊铝板分切用矫直装置。
技术实现要素:
5.本技术实施例通过提供一种多重辊铝板分切用矫直装置,解决了现有技术中多重辊铝板分切用矫直装置的清辊组件因清辊组件与矫直辊之间的作用力不够直观且随机性大导致的清洁效果不稳定以及可能在清辊的同时加剧矫直轮的磨损的技术问题,实现了多重辊铝板分切用矫直装置的清辊组件进行清辊时对矫直辊的作用力稳定的技术效果。
6.本技术实施例提供了一种多重辊铝板分切用矫直装置,包括机架、矫直辊、支撑
座、轴承,所述机架为所述矫直辊的支撑部件,所述支撑座固定在所述机架上,矫直辊通过轴承绕自身轴线转动连接在所述支撑座上,还包括磁体层、支撑组件和擦除组件;所述支撑组件起到支撑定位所述磁体层和擦除组件的作用;所述擦除组件紧贴所述矫直辊设置,用于在矫直辊转动过程中擦除矫直辊上粘连的油污和硬质杂物;所述磁体层定位在所述支撑组件和擦除组件之间,起到通过磁力将擦除组件抵触在所述矫直辊表面的作用;所述磁体层包括容置囊和磁性材料;所述容置囊为囊体,用于容纳磁性材料,容置囊固定在所述支撑组件和擦除组件上。
7.进一步的,所述支撑组件包括支撑杆和固定杆;所述支撑杆为长条形杆,与磁体层直接接触;所述固定杆一端转动连接在所述机架上,另一端转动连接在所述支撑杆上,限制所述支撑杆的移动;所述擦除组件的主体为长条形。
8.优选的,还包括移位组件和粘除组件;所述支撑组件包括环形支撑框,主体为环形,套在所述矫直辊上;所述磁体层为环形,固定在环形支撑框的内壁上;所述擦除组件同样为环形,固定在磁体层的内壁上并紧贴所述矫直辊;所述移位组件定位在矫直辊和/或机架上,起到带动环形的擦除组件沿矫直辊的轴向往复移动的作用,其结构是卷扬机构或磁铁;所述粘除组件用于在擦除组件靠近支撑座时粘除擦除组件上暴露出的硬质杂物,避免硬质杂物在擦除组件上持续积累;所述粘除组件包括支撑盘和胶体层;所述支撑盘固定在支撑座上靠近擦除组件的一端,起到支撑定位所述胶体层的作用,胶体层为环形,包含胶体;实际使用时,擦除组件紧贴胶体层后部分硬质杂物会被粘连在胶体层上。
9.进一步的,所述支撑组件的主体为玦形,套在所述矫直辊上,所述磁体层和擦除组件均为玦形,固定在支撑组件上。
10.优选的,所述支撑组件长条形,包括储液囊体和填充蜡;储液囊体为多个条形囊体的组合,每个条形囊体均填充有填充蜡;所述磁体层和擦除组件均为长条形,磁体层固定在储液囊体上,擦除组件固定在磁体层上。
11.优选的,所述储液囊体为弹性囊体,支撑组件还包括加热组件,加热组件包括第一触点、第二触点和加热体;所述第一触点定位在支撑组件外表面上,第二触点定位在支撑座,加热体通过第一触点和第二触点与矫直机供能组件连通;实际使用时,当支撑组件抵触在粘除组件上时,加热体因电路连通开始加热填充蜡,填充蜡液化,整个支撑组件在储液囊体自身弹力作用下修复形变。
12.优选的,所述容置囊为多个囊的组合,囊的数量大于五个;容置囊为弹性材料制
成;所述磁性材料为磁粉或磁流体。
13.优选的,所述擦除组件为擦除布,擦除布靠近两侧的位置为防刮部,靠近中间的位置为吸油部;防刮部为尼龙材质的布组成,吸油部由棉布和/或吸油纸组成。
14.优选的,所述支撑组件、磁体层和擦除组件均为两个半环形拼接而成。
15.本技术实施例中提供的一个或多个技术方案,至少具有如下技术效果或优点:通过在擦除组件和支撑组件增设磁体层,利用磁力迫使擦除组件紧贴矫直轮,通过选择不同规格(不同厚度)的磁体层直观稳定的选择擦除组件与矫直轮之间的作用力;有效解决了现有技术中多重辊铝板分切用矫直装置的清辊组件因清辊组件与矫直辊之间的作用力不够直观且随机性大导致的清洁效果不稳定以及可能在清辊的同时加剧矫直轮的磨损的技术问题,进而实现了多重辊铝板分切用矫直装置的清辊组件进行清辊时对矫直辊的作用力稳定的技术效果。
附图说明
16.图1为本发明多重辊铝板分切用矫直装置的矫直辊与擦除组件的位置关系示意图;图2为现有技术中矫直辊与毛刷的位置关系示意图;图3为现有技术中的矫直辊与现有技术中的擦除组件的位置关系示意图;图4为本发明多重辊铝板分切用矫直装置的磁体层与擦除组件的位置关系示意图;图5为本发明多重辊铝板分切用矫直装置支撑组件与磁体层的位置关系示意图;图6为本发明多重辊铝板分切用矫直装置的移位组件第一种结构的结构示意图;图7为本发明多重辊铝板分切用矫直装置的移位组件第二种结构的结构示意图;图8为本发明多重辊铝板分切用矫直装置的擦除布的结构简图;图9为本发明多重辊铝板分切用矫直装置的粘除组件的结构示意图;图10为本发明多重辊铝板分切用矫直装置的矫直辊、中间辊和支撑辊之间的位置关系示意图;图11为本发明多重辊铝板分切用矫直装置的支撑组件的结构示意图;图12为本发明多重辊铝板分切用矫直装置的支撑组件与中间辊之间的位置关系示意图。
17.图中:矫直辊001、支撑座002、轴承003、毛刷004、支撑杆005、固定杆006、中间辊007、支撑辊008;磁体层100、容置囊110、磁性材料120;支撑组件200、环形支撑框210、储液囊体211、填充蜡212;擦除组件300、擦除布310、防刮部311、吸油部312;移位组件400、拉拽绳410、卷扬420、移位磁铁430、电磁铁组440;粘除组件500、支撑盘510、胶体层520;加热组件600、第一触点610、第二触点620。
具体实施方式
18.为了便于理解本发明,下面将参照相关附图对本技术进行更全面的描述;附图中给出了本发明的较佳实施方式,但是,本发明可以以许多不同的形式来实现,并不限于本文所描述的实施方式;相反地,提供这些实施方式的目的是使对本发明的公开内容理解的更加透彻全面。
19.需要说明的是,本文所使用的术语“垂直”、“水平”、“上”、“下”、“左”、“右”以及类似的表述只是为了说明的目的,并不表示是唯一的实施方式。
20.除非另有定义,本文所使用的所有的技术和科学术语与属于本发明的技术领域的技术人员通常理解的含义相同;本文中在本发明的说明书中所使用的术语只是为了描述具体的实施方式的目的,不是旨在于限制本发明;本文所使用的术语“和/或”包括一个或多个相关的所列项目的任意的和所有的组合。
21.请参阅图4,为本发明多重辊铝板分切用矫直装置的磁体层与擦除组件的位置关系示意图;本技术多重辊铝板分切用矫直装置包括磁体层100、支撑组件200和擦除组件300;本技术通过在擦除组件300和支撑组件200增设磁体层100,利用磁力迫使擦除组件300紧贴矫直轮001,通过选择不同规格(不同厚度)的磁体层100直观稳定的选择擦除组件300与矫直轮001之间的作用力;解决了现有技术中多重辊铝板分切用矫直装置的清辊组件因清辊组件与矫直辊之间的作用力不够直观且随机性大导致的清洁效果不稳定以及可能在清辊的同时加剧矫直轮的磨损的技术问题。
22.实施例一本技术多重辊铝板分切用矫直装置包括机架、矫直辊001、支撑座002、轴承003、磁体层100、支撑组件200和擦除组件300。
23.所述机架为所述矫直辊001的支撑部件,所述支撑座002固定在所述机架上,矫直辊001通过轴承003绕自身轴线转动连接在所述支撑座002上。
24.所述支撑组件200起到支撑定位所述磁体层100和擦除组件300的作用,包括支撑杆005和固定杆006;所述支撑杆005为长条形杆,与磁体层100直接接触;所述固定杆006一端转动连接在所述机架上,另一端转动连接在所述支撑杆005上,限制所述支撑杆的移动。
25.所述擦除组件300的主体为长条形,优选为棉布、吸油纸,紧贴所述矫直辊001设置,用于在矫直辊001转动过程中擦除矫直辊001上粘连的油污和硬质杂物。
26.所述磁体层100定位在所述支撑组件200和擦除组件300之间,起到通过磁力将擦除组件300抵触在所述矫直辊001表面的作用;所述磁体层100包括容置囊110和磁性材料120;所述容置囊110为囊体,用于容纳磁性材料120,容置囊110固定在所述支撑组件200和擦除组件300上;所述磁性材料120为磁粉、磁流体等。
27.进一步的,为了避免磁体层100长时间使用导致容置囊110内的磁性材料120分布不均匀进而影响擦除效果,所述容置囊110为多个囊的组合,囊的数量大于五个;优选的,为了避免磁体层100长时间使用导致容置囊110内的磁性材料120分布不均匀进而影响擦除效果,所述容置囊110为弹性材料制成,材质优选为橡胶。
28.实际使用时,擦除组件300在磁体层100的挤压下紧贴矫直辊001对矫直辊001进行清理;可以根据实际需要,选择不同的磁体层100的厚度。
29.上述本技术实施例中的技术方案,至少具有如下的技术效果或优点:解决了现有技术中多重辊铝板分切用矫直装置的清辊组件因清辊组件与矫直辊之间的作用力不够直观且随机性大导致的清洁效果不稳定以及可能在清辊的同时加剧矫直轮的磨损的技术问题,实现了多重辊铝板分切用矫直装置的清辊组件进行清辊时对矫直辊的作用力稳定的技术效果。
30.实施例二考虑到实施例一中的方案在实际使用时,因擦除组件300上会持续积累矫直辊001上的硬质杂物,导致擦除组件300需要频繁更换(每日更换甚至更频繁),否则容易导致矫直辊001的持续磨损,更换过程繁琐且耗时甚至影响正常的矫直工作;针对上述问题,本技术实施例在上述实施例的基础上对支撑组件200、磁体层100和擦除组件300的结构做了一定的改进,并增设了移位组件400和粘除组件500,具体为:如图5所示,所述支撑组件200包括环形支撑框210,主体为环形,套在所述矫直辊001上;所述磁体层100为环形,固定在环形支撑框210的内壁上;所述擦除组件300同样为环形,固定在磁体层100的内壁上并紧贴所述矫直辊001;优选的,为了便于拆卸,所述支撑组件200、磁体层100和擦除组件300均为两个半环形拼接而成;优选的,为了便于更换,所述擦除组件300与磁体层100的连接方式为可拆卸固定连接,优选通过魔术贴连接。
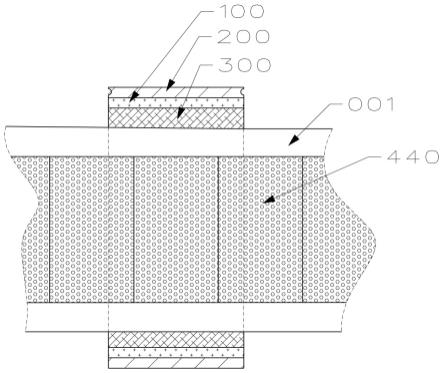
31.所述移位组件400定位在矫直辊001和/或机架上,起到带动环形的擦除组件300沿矫直辊001的轴向往复移动的作用,其结构能够是卷扬机构或磁铁;优选的,所述移位组件400如图6所示,包括拉拽绳410和卷扬420,卷扬420固定在机架上,拉拽绳410一端固定在支撑组件200上,另一端定位在卷扬420上,拉拽绳410和卷扬420的数量均为多个,卷扬420通过卷收和释放拉拽绳410移动擦除组件300,卷扬420的运行受控于矫直装置的控制单元;优选的,所述移位组件400如图7所示,包括磁铁、拉拽绳410和卷扬420,矫直辊001为空心结构,磁铁为块体,滑动定位在矫直辊001内部;拉拽绳410和卷扬420的数量均为两个且对称设置;卷扬420固定在机架上,拉拽绳410一端固定在磁铁上,另一端定位在卷扬420上,卷扬420的运行受控于矫直装置的控制单元,卷扬420通过卷收和释放拉拽绳410移动磁铁,磁铁通过磁力吸引磁体层100移动进而带动擦除组件300移动;优选的,为了避免中空的矫直辊001强度受限,所述移位组件400如图1所示,为定位在矫直辊001内部的电磁铁组440,通过电磁铁的通断电吸引磁体层100移动进而带动擦除组件300移动。
32.优选的,如图8所示,所述擦除组件300为擦除布310,擦除布310靠近两侧的位置为防刮部311,靠近中间的位置为吸油部312;防刮部311为尼龙材质的布组成,吸油部312由棉布和/或吸油纸组成。
33.如图9所示,所述粘除组件500用于在擦除组件300靠近支撑座002时粘除擦除组件300上暴露出的硬质杂物,避免硬质杂物在擦除组件300上持续积累;所述粘除组件500包括支撑盘510和胶体层520;支撑盘510固定在支撑座002上靠近擦除组件300的一端,起到支撑
定位所述胶体层520的作用,胶体层520为环形,包含胶体;实际使用时,擦除组件300紧贴胶体层520后部分硬质杂物会被粘连在胶体层520上。
34.优选的,所述胶体层520为多个环形不干胶贴纸堆叠而成,使用一段时间后可进行撕除最表面的一张。
35.实施例三如图10所示,考虑到实施例二的方案在适配类似于专利号为cn109127782a的包含中间辊007和/或支撑辊008的矫直机时存在环形的支撑组件200、磁体层100和擦除组件300无法适配矫直辊001的问题(中间辊007和/或支撑辊008需要抵触在矫直辊001上给予其支撑),为了提高本技术的适用性,本实施例在上述实施例的基础上对支撑组件200、磁体层100和擦除组件300做了一定的改进,具体为:所述支撑组件200的主体为如图11所示的玦形(三分之二圆及以上),套在所述矫直辊001上,所述磁体层100和擦除组件300均为玦形,固定在支撑组件200上。
36.考虑到矫直辊001多为非标件且各个矫直辊001的直径液大多不同,找到合适大小(适配)的支撑组件200较为困难,损坏后也很难找到适配的支撑组件200,为了提高本技术的实用性,优选的:如图11和图12所示,所述支撑组件200长条形,包括储液囊体211和填充蜡212;储液囊体211为多个条形囊体的组合,每个条形囊体均填充有填充蜡212(石蜡);所述磁体层100和擦除组件300均为长条形,磁体层100固定在储液囊体211上,擦除组件300固定在磁体层100上;实际使用时,仅需将支撑组件200、磁体层100和擦除组件300放在热水中浸泡,待石蜡液化后将擦除组件300包覆在矫直辊001上即可(石蜡会自然冷却固化)。
37.为了避免长时间的使用导致支撑组件200受力变形,优选的,所述储液囊体211为弹性囊体,支撑组件200还包括加热组件600,加热组件600包括第一触点610、第二触点620和加热体;加热体优选为电加热丝,第一触点610定位在支撑组件200外表面上,第二触点620定位在支撑座002,加热体通过第一触点610和第二触点620与矫直机供能组件连通;实际使用时,当支撑组件200抵触在粘除组件500上时,加热体因电路连通开始加热填充蜡212(脱离后停止加热),填充蜡212液化,整个支撑组件200在储液囊体211自身弹力作用下修复形变。
38.本技术多重辊铝板分切用矫直装置的矫直工艺为:1.将支撑组件200、磁体层100和擦除组件300放在70摄氏度水中浸泡3至5分钟;2.待石蜡液化后将支撑组件200、磁体层100连同擦除组件300包覆在矫直辊001上;3.控制移位组件400运行,并控制矫直辊001转动,开始矫直铝板。
39.以上所述仅为本发明的优选实施方式,并不用于限制本发明,对于本领域技术人员来说,本发明可以有各种更改和变化。凡在本发明精神和原则内,所作的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1