焊接构件和用于将这样的焊接构件与构件焊接的方法与流程
1.本发明涉及一种焊接构件,所述焊接构件借助至少一个焊接区域固定在构件上。
背景技术:
2.例如在制造用于内燃机的排气设备时已知,通过焊接将视为焊接构件的用于接纳传感器的接套固定在视为构件的排气导向构件、例如管或壳体上。为此,固定这样的贴靠在管或壳体上定位并且通过建立接套和管或壳体之间的连接的、通常完全围绕接套环绕的焊缝。
技术实现要素:
3.本发明的任务是,设置焊接构件以及用于将这样的焊接构件与构件焊接的方法,利用其以简单的措施给出可能性,检查建立焊接构件和构件之间的固定连接的焊接区域的正确的设计。
4.按照本发明的第一方面,该任务通过一种用于借助至少一个焊接区域与构件焊接的焊接构件解决,其中,在焊接构件上设置至少一个焊接指示部布置结构,其中,所述至少一个焊接指示部布置结构具有要通过所述至少一个焊接区域覆盖的焊接区域最小指示部和不要通过所述至少一个焊接区域覆盖的焊接区域最大指示部。
5.设置这样的焊接指示部布置结构给出可能性,在产生焊接区域之后通过视觉的检查、必要时也通过光学的检查系统确定,焊接区域是否以足够的程度包围接合(握住)焊接构件。如果这样的焊接区域在未覆盖的焊接区域最大指示部情况下覆盖焊接区域最小指示部,则这表示,焊接区域正确地确定尺寸。如果焊接区域不覆盖焊接区域最小指示部或焊接区域也覆盖焊接区域最大指示部,则这示出,焊接区域过小或过大地确定尺寸并且必要时必须再加工。
6.为了良好的视觉的可察觉性,焊接区域最小指示部可以具有焊接构件的轮廓变化。焊接区域最大指示部也可以具有焊接构件的轮廓变化。
7.这样的轮廓变化可以例如由此提供,即,所述至少一个焊接指示部布置结构具有至少一个相对于焊接构件的外轮廓的凹入区域。
8.例如焊接区域最小指示部可以具有从外轮廓至凹入区域的过渡部,并且焊接区域最大指示部可以具有从凹入区域至外轮廓的过渡部。
9.在一种备选的设计形式中,至少一个焊接指示部布置结构可以具有两个关于焊接构件的外轮廓彼此具有距离设置的凹入区域。
10.尤其是在沿焊接构件纵轴线的方向伸展的或延伸的焊接构件中,所述外轮廓可以是焊接构件关于焊接构件纵轴线的外周轮廓,并且所述至少一个凹入区域可以具有关于焊接构件纵轴线优选完全环绕的槽状的凹入部。
11.在焊接构件的一种备选的设计型式中,焊接区域的质量或尺寸确定的良好的视觉的可察觉性可以由此实现,即,焊接指示部布置结构具有在第一外轮廓区域和关于第一外
轮廓区域错开的第二外轮廓区域之间的过渡区域,并且焊接区域最小指示部具有从第一外轮廓区域至过渡区域的过渡并且焊接区域最大指示部具有从过渡区域至第二外轮廓区域的过渡。
12.为此,第一外轮廓区域可以是焊接构件关于焊接构件纵轴线的第一外周轮廓区域,并且第二外轮廓区域可以是焊接构件关于焊接构件纵轴线的第二外周轮廓区域。在第一外轮廓区域中,焊接构件在这样的设计中关于焊接构件纵轴线具有不同于在第二外轮廓区域中的另一个径向尺寸,从而在过渡区域中设置从第一外轮廓区域的径向尺寸至第二外轮廓区域的径向尺寸的过渡。
13.例如所述过渡区域可以基本上截锥状地构成。
14.为了焊接构件关于与此通过焊接要连接的构件的定义的定位提出,在焊接构件上设置支承区域,以用于支承在要与焊接构件焊接的构件上,并且焊接区域最小指示部相比于焊接区域最大指示部与支承区域具有较小的距离。
15.尤其是在内燃机的排气设备中的使用中,焊接构件可以是接套、优选传感器接纳接套,包括接纳开口,其中,在接套上设置用于将接套支承在要与接套焊接的构件上的构件支承面。在接套的外周区域上可以然后设置所述至少一个焊接指示部布置结构。
16.按照另一方面,开头给出的任务通过用于将至少一个按照上述权利要求之一所述的焊接构件与构件焊接的方法解决,所述方法具有措施:
17.a)将所述至少一个焊接构件相对于所述构件设置在焊接相对定位中,
18.b)这样产生至少一个用于将焊接构件固定在所述构件上的焊接区域,使得至少一个焊接指示部布置结构的焊接区域最小指示部通过至少一个焊接区域覆盖并且该焊接指示部布置结构的焊接区域最大指示部不通过该焊接区域覆盖。
19.在该方法中,相互要焊接的组件、即焊接构件和构件的定义的定位可以由此实现,即,在措施a)中为了实现焊接相对定位将焊接构件以支承区域贴靠在所述构件上地定位。
20.在使用接套作为焊接构件时,在措施a)中,接套可以以构件支承面贴靠在所述构件上地定位,并且所述在措施b)中产生的至少一个焊接区域可以具有围绕接套优选完全环绕的焊缝。
21.本发明此外涉及一种用于内燃机的排气设备,具有至少一个借助按照本发明的方法在提供构件的排气导向构件上固定的、提供按照本发明的焊接构件的接套。
附图说明
22.接着参考附图详细说明本发明。:
23.图1示出提供焊接构件的接套的纵剖面视图;
24.图2示出图1中的细节ii的放大图;
25.图3示出提供焊接构件的接套的一种备选的设计型式的对应图1的纵剖面视图;
26.图4示出图3中的细节iv的放大图;
27.图5在图a)和b)中示出焊接指示部布置结构的不同的设计的放大图;
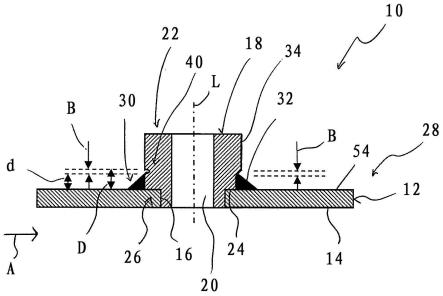
28.图6示出包括提供焊接构件的接套的排气设备的一个区段。
具体实施方式
29.在接着描述本发明的细节之前,参考图6解释本发明在其中可以使用的内容。
30.图6示出例如在车辆中的内燃机的总体以10表示的排气设备的一个区段。排气设备10具有例如作为管或壳体构成的排气导向构件12,在所述排气导向构件的内部空间中,排气a例如从排气处理单元、例如催化器、颗粒过滤器或类似物流动或流动至排气处理单元、例如催化器、颗粒过滤器或类似物。
31.在排气导向构件12的壁14中构成开口16,在所述开口的区域中在壁14上固定例如构成用于接纳传感器的接套18。在接套18中构成接纳开口20,穿过所述接纳开口,要在接套18上固定的传感器可以与排气a进入相互作用中。
32.在本发明的意义中提供以金属材料构造的焊接构件22的接套18沿焊接构件纵轴线l的方向纵长延伸或相对于焊接构件纵轴线基本上旋转对称地构成并且利用构件支承面24提供支承区域26,利用所述支承区域,接套18在本发明的意义中可视为以金属材料构造的构件28的排气导向构件12上可以定位在焊接相对定位中。接套18在排气导向构件12上的固定通过围绕焊接构件纵轴线l优选完全环绕的并且提供焊接区域30的焊缝32进行。因此获得接套18或焊接构件22与排气导向构件12或构件28的稳定的并且同时也气密的结合。
33.这样的接套18的第一设计形式在图1、2、5a中并且在图6的左边的半部中被形象地说明。在该设计形式中,与构件支承面24具有轴向的距离地在接套18的提供或定义外轮廓33的、基本上(圆)柱形的外周面34上设置包括沿周向围绕焊接构件纵轴线l优选完全环绕的槽状的凹入部38的凹入区域36。凹入区域36或槽状的凹入部38沿焊接构件纵轴线l方向具有宽度b且总体地提供焊接指示部布置结构40。从槽状的凹入部38至外周面34的处于槽状的凹入部38和构件支承面24之间的部分44的过渡部42形成焊接指示部布置结构40的焊接区域最小指示部46,并且从槽状的凹入部38至外周面34的与构件支承面24进一步远离的部分50的过渡部48形成焊接区域最大指示部52。
34.在焊接区域最小指示部46和焊接区域最大指示部52之间的轴向的距离对应于槽状的凹入部38的宽度b。在构件28或排气导向构件12上在为焊接设置的在图6中示出的焊接相对定位中,焊接区域最小指示部46与构件28或排气导向构件12的用于支承焊接构件22或接套18的外表面54具有距离d,所述距离以宽度b小于焊接区域最大指示部52和外表面54之间的距离d。
35.在接套18在排气导向构件12上在焊接相对定位中按照图6的定位之后,焊缝32在从接套18的外周面34至排气导向构件12的外表面54的过渡区域中这样产生,使得所述焊缝沿焊接构件纵轴线l方向在外周面34上延伸直到焊接指示部布置结构40的区域中。这表示,焊缝32这样产生,使得所述焊缝对外周面34的所述部分44直至焊接区域最小指示部46的区域中或超过焊接区域最小指示部46进行覆盖,从而焊接区域最小指示部46、亦即在槽状的凹入部38和外周面34的所述部分44之间的过渡部42不再可见。然而焊缝32没有这样远地延伸,使得其覆盖整个的槽状的凹入部38直到焊接区域最大指示部52、亦即至接套18的外周面34的部分50的过渡部48。
36.在焊缝32沿焊接构件纵轴线l的这样的伸展中,所述焊缝正确地确定尺寸或定位。这可以在视觉的检查中、例如借助对应的光学的系统校验。如果发现,焊接区域最小指示部46被焊缝32覆盖,而焊接区域最大指示部52还可看出,则制造的结合部评估为正确。如果发
现,例如焊缝32未覆盖焊接区域最小指示部46,亦即所述焊接区域最小指示部在光学的检查中还可看出,则评估,焊缝32未正确地确定尺寸。如果发现,不仅焊接区域最小指示部46而且还有焊接区域最大指示部52被覆盖并且因此在光学的检查中不可以被识别,则焊缝32或焊接区域30同样地被评估为不正确实施。在焊接区域32评估为不正确实施的情况中,可以在后续的工作步骤检查中,是否或在什么范围中可以或必须实施校正,以便必要时进行焊接区域30的修改,或只要其不可能,则将这样制造的结合部分拣出并且不再输送给进一步的加工。
37.一种备选的设计在图3、4、5b和图6的右边的半部中形象地说明。在该设计型式中,焊接指示部布置结构40具有在接套18的外周面34的部分44和50之间的过渡区域56。该过渡区域56也可以沿焊接构件纵轴线l的方向具有宽度b。所述过渡部56例如具有截锥状的结构,从而外周面34的在该设计中提供第一外轮廓区域58的部分44比外周面34的提供第二外轮廓区域60的部分50与焊接构件纵轴线l具有较小的径向距离。从所述部分44或第一外轮廓区域58至过渡区域56的过渡部62在该设计中提供焊接区域最小指示部46。从过渡区域56至外周面34的提供第二外轮廓区域60的部分50的过渡部64提供焊接区域最大指示部52。
38.在接套18在排气导向构件12上在图6中可看出的焊接相对定位中的定位中,焊缝32这样形成,使得所述焊缝沿焊接构件纵轴线l延伸直到过渡区域56的轴向的伸展区域中,从而虽然过渡部62被覆盖,然而过渡部64未被覆盖。只有这时焊缝32评估为正确实施的。否则焊缝32评判为不正确实施,并且要决定,是否或以何种程度或方式进行校正。
39.通过本发明可能的是,以简单的结构上的措施提供可能性,以如下方式进行焊接区域的检查,即,所述焊接区域是否正确地确定尺寸或在正确的位置上实施。要指出,在两个相互通过焊接要连接的构件上、亦即不仅在焊接构件上而且在与此要焊接的构件上,可以设置这样的焊接指示部布置结构。在示出的示例中,可例如在排气导向构件12的壁14上在其外表面54上与开口16间隔距离地例如作为同中心的环形成缺口或槽状的凹入部,以便以至外表面54的相应的过渡部提供焊接区域最小指示部和焊接区域最大指示部。同样地,例如当在图6中可看出的焊缝32沿周向只应该局部地实施时,可能也在接套18的不同的周向位置上在所述接套的外周面34上例如通过在外周面34中的沿焊接构件纵轴线l方向延伸的槽状的凹入部设置焊接区域最小指示部和焊接区域最大指示部。
40.在焊接指示部布置结构的一种备选的设计中,焊接指示部布置结构可彼此具有距离地具有两个凹入区域或槽状的凹入部,其中一个所述凹入区域形成焊接区域最小指示部并且在正确的焊接时应该至少部分地通过焊接区域覆盖,而另一个凹入区域提供焊接区域最大指示部并且在正确的焊接时不应该或至少不应该完全通过焊接区域覆盖。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1