一种用于航空发动机盲腔内的螺母拧紧机构及机器人的制作方法
1.本发明涉及航空发动机装配技术领域,具体涉及一种用于航空发动机盲腔内的螺母拧紧机构及机器人。
背景技术:
2.航空发动机的轴端螺母是将航空发动机的压气机和涡轮机转子进行装配的关键零部件。而轴端螺母上的锁紧槽和挡圈槽分别安装锁紧套和弹簧挡圈,以防止轴端螺母的转动和轴向窜动。在航空发动机的低涡轴的轴端螺母的装配过程中,需要在发动机的装配腔内内装配轴端螺母,装配腔的深度与其直径的比例大于5:1,而这种比例的装配腔一般称为盲腔。
3.目前,轴端螺母的安装需要三个工人配合重量超过100kg的专用工装,并处于无法直接观察螺母的状态下完成对轴端螺母的装配、拧紧及对正等操作。具体装配过程如下:
4.步骤1:人工将螺母套入航空发动机的轴端。
5.步骤2:工人1控制天车将专用工装吊起,并靠近待装配的航空发动机。
6.步骤3:工人2手扶专用工装并将其插入航空发动机的盲腔内,尤其是在插入过程中,专用工装不能擦碰航空发动机内的任何部位。工人2需要十分小心的调整专用工装的内筒姿态,并使得拧紧套筒与螺母的外齿啮合;同时,工人2还需要十分小心的调整专用工装的外筒姿态,并使得返扭花键与压气机内花键啮合;在专用工装的姿态微调过程中需要工人2与工人1操作天车进行紧密的配合。
7.步骤4:工人3将省力机安装于专用工装上,并将螺母拧紧至规定力矩范围内。
8.步骤5:工人3将省力机从专用工装上拆下,通过工人2和工人1的精密配合将专用工装移出航空发动机的盲腔,尤其是在移出过程中,专用工装不能擦碰航空发动机内的任何部位。
9.步骤6:观察螺母的锁紧槽是否与航空发动机的轴端的锁紧槽对齐,由于螺母的拧紧方式采用盲装,故螺母的第一次装配往往无法使得螺母的锁紧槽与轴端的锁紧槽对齐。
10.步骤7:需要3名工人重复步骤2~步骤6的装配过程,直至螺母在规定拧紧力矩范围内将螺母的锁紧槽与轴端的锁紧槽对齐。
11.步骤8:安装锁紧套和弹簧挡圈。
12.现有的轴端螺母的盲装过程十分繁琐复杂,这种盲装过程的装配效率极低,不仅需要人工的工作量十分巨大、装配质量一致性差,而且及其耗时。
技术实现要素:
13.本发明提供了一种用于航空发动机盲腔内的螺母拧紧机构及机器人,以解决现有航空发动机轴端螺母的盲装过程中的装配效率极低,不仅需要人工的工作量十分巨大、装配质量一致性差,而且及其耗时的技术问题。
14.本发明公开一种用于航空发动机盲腔内的螺母拧紧机构,该用于航空发动机盲腔
内的螺母拧紧机构包括第一换枪盘、拧紧工具,第一换枪盘可拆卸地设置于机械手的操作端。拧紧工具包括第二换枪盘及用于拧紧螺母的套齿批头,第二换枪盘可拆卸地连接于第一换枪盘,套齿批头可拆卸地连接于第二换枪盘。
15.进一步的,第一换枪盘包括换枪主盘、移动活塞及锁紧滚珠,换枪主盘包括第一盘腔、锁紧进气孔、松开进气孔及滚珠孔,锁紧进气孔、松开进气孔及滚珠孔均与第一盘腔连通,滚珠孔位于换枪主盘远离机械手的一端。锁紧滚珠活动地设置于滚珠孔内,移动活塞设置于第一盘腔内,移动活塞用于推动锁紧滚珠移动。
16.进一步的,第一换枪盘还包括推力弹簧,推力弹簧设置于第一盘腔内,且位于第一盘腔的腔底与移动活塞远离锁紧滚珠的一端之间。
17.进一步的,第一换枪盘还包括松开到位传感器、锁紧到位传感器,松开到位传感器设置于换枪主盘上,且其感应端设置于第一盘腔内;锁紧到位传感器设置于换枪主盘上,且其感应端设置于第一盘腔内。
18.进一步的,拧紧工具还包括安装板,安装板的一侧设有套齿批头,套齿批头位于安装板沿其长度方向的一端;安装板的另一侧设有第二换枪盘,第二换枪盘位于安装板的另一端。
19.进一步的,第二换枪盘包括容纳换枪主盘远离机械手的一端的第二盘腔;第二盘腔内设有配合锁紧滚珠卡接固定的锁紧凸楞,锁紧凸楞沿第二盘腔的腔壁环设。
20.进一步的,安装板内设有安装腔,安装腔的腔底设有第一安装孔。拧紧工具还包括密封板、主动齿轮、从动齿轮及拧紧轴管,密封板可拆卸地罩设于安装腔的腔口处,密封板上设有第二安装孔。主动齿轮转动地设置于安装腔内,且与第一安装孔同轴心设置。从动齿轮转动地设置于安装腔内,且与第二安装孔同轴心设置,主动齿轮与从动齿轮啮合。拧紧轴管的一端与从动齿轮连接。套齿批头可拆卸地连接于拧紧轴管的另一端。
21.进一步的,安装腔的腔底设有与第二安装孔相对设置的第三安装孔。拧紧工具还包括观察轴管、第一相机,观察轴管的一端设置于安装板设有第二换枪盘的一侧,观察轴管的另一端依次贯穿第三安装孔、从动齿轮进入拧紧轴管内。第一相机设置于观察轴管内,且位于观察轴管靠近套齿批头的一端;第一相机用于观察螺母的锁紧槽的安装角度。
22.进一步的,拧紧工具还包括固定轴管、外花键轴管、返扭批头、预紧弹簧,固定轴管套设于拧紧轴管,且其一端与密封板固接。外花键轴管套设于拧紧轴管,且其一端位于固定轴管与拧紧轴管之间;外花键轴管可伸缩地连接于拧紧轴管;返扭批头套设于拧紧轴管,且可拆卸地连接于外花键轴管远离固定轴管的一端。预紧弹簧套设于拧紧轴管,且设置于固定轴管与拧紧轴管之间;预紧弹簧的一端卡接于从动齿轮的一端,预紧弹簧的另一端抵触于外花键轴管远离返扭批头的一端。
23.进一步的,螺母拧紧机构还包括动力组件,动力组件包括伺服电机、减速器、扭矩传感器,减速器包括动力输出轴及动力输入端,动力输出轴贯穿第一安装孔,且与主动齿轮连接。动力输入端与伺服电机的动力输出端连接。扭矩传感器设置于减速器上;扭矩传感器用于检测动力输出轴在拧紧过程中所受到的扭矩。
24.进一步的,螺母拧紧机构还包括观察组件,观察组件围绕第一换枪盘的中心布设。
25.进一步的,观察组件包括多个激光位移传感器及至少一个第二相机,多个激光位移传感器通过安装子板连接于第一换枪盘,多个激光位移传感器围绕第一换枪盘的中心均
匀布设。至少一个第二相机设置于至少一个激光位移传感器的一侧。
26.进一步的,螺母拧紧机构还包括第一安装工具,第一安装工具包括第三换枪盘,第三换枪盘可拆卸地连接于第一换枪盘;第三换枪盘包括第三盘腔,第三盘腔内设有配合第一换枪盘的锁紧滚珠卡接固定的锁紧凸楞,锁紧凸楞沿第三盘腔的腔壁环设。
27.进一步的,第一安装工具还包括安装轴管、第一气缸、第一定位套、多个楔形滑块、第二定位套、滑套、滑销及复位弹簧。安装轴管的一端可拆卸地连接于第三换枪盘;第一气缸设置于安装轴管内;第一定位套可拆卸地设置于安装轴管远离第三换枪盘的一端;多个楔形滑块滑动连接于第一定位套;多个楔形滑块位于第一定位套内的一端围设成锥形的销孔;第二定位套可拆卸地设置于安装轴管远离第三换枪盘的一端,且罩设于第一定位套;滑套设置于安装轴管内,且位于远离第三换枪盘的一端;滑销设置于滑套内,且其一端与第一气缸的伸缩端连接;滑销的另一端呈锥形,且位于第一定位套内;复位弹簧设置于滑套与滑销之间。
28.进一步的,螺母拧紧机构还包括第二安装工具,第二安装工具包括第四换枪盘,第四换枪盘可拆卸地连接于第一换枪盘;第四换枪盘包括第四盘腔,第四盘腔内设有配合第一换枪盘的锁紧滚珠卡接固定的锁紧凸楞,锁紧凸楞沿第四盘腔的腔壁环设。
29.进一步的,第二安装工具包括连接轴管、导向管、第二气缸、推头。连接轴管的一端可拆卸地连接于第四换枪盘;导向管可拆卸地连接于连接轴管的另一端;第二气缸设置于连接轴管内;推头设置于导向管内,且推头的一端与第二气缸的伸缩端连接。
30.本发明还公开一种用于航空发动机盲腔内的螺母拧紧机器人,包括移动模块、机械手、如上所述任一项的螺母拧紧机构,移动模块包括工作区,机械手包括基座、操作端,基座设置于工作区内,螺母拧紧机构与操作端可拆卸连接。
31.本发明提供的用于航空发动机盲腔内的螺母拧紧机构及机器人,可以实现以下技术效果:
32.1、利用螺母拧紧机构及机器人对航空发动机盲腔内的轴端螺母进行拧紧,降低了工人的工作量,提高了装配效率,保障了装配质量的一致性,同时还节约了时间。
33.2、在第一换枪盘上设置观察组件,实现了航空发动机盲腔内的低涡轴端螺母的可视化装配。
34.以上的总体描述和下文中的描述仅是示例性和解释性的,不用于限制本发明。
附图说明
35.一个或一个以上实施例通过与之对应的附图进行示例性说明,这些示例性说明和附图并不构成对实施例的限定,附图中具有相同参考数字标号的元件视为类似的元件,并且其中:
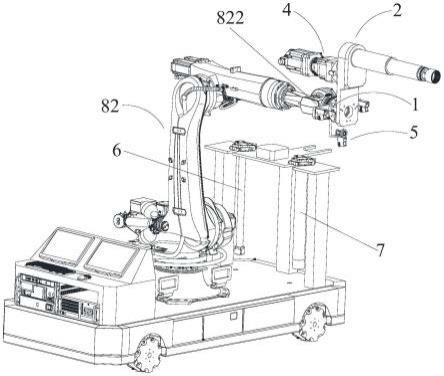
36.图1是本发明一种用于航空发动机盲腔内的螺母拧紧机器人的一种实施例的示意图;
37.图2是本发明一种用于航空发动机盲腔内的螺母拧紧机构的第一换枪盘的一种实施例的示意图;
38.图3是本发明一种用于航空发动机盲腔内的螺母拧紧机构的第一换枪盘的一种实施例的截面图;
39.图4是本发明一种用于航空发动机盲腔内的螺母拧紧机构的拧紧工具的一种实施例的示意图;
40.图5是本发明一种用于航空发动机盲腔内的螺母拧紧机构的拧紧工具的一种实施例的截面图一;
41.图6是本发明一种用于航空发动机盲腔内的螺母拧紧机构的拧紧工具的一种实施例的截面图二;
42.图7是本发明一种用于航空发动机盲腔内的螺母拧紧机构的安装板与密封板的一种实施例的截面图;
43.图8是本发明一种用于航空发动机盲腔内的螺母拧紧机构的拧紧工具的一种实施例的截面图三;
44.图9是本发明一种用于航空发动机盲腔内的螺母拧紧机构的动力组件的一种实施例的示意图;
45.图10是本发明一种用于航空发动机盲腔内的螺母拧紧机构的第一安装工具的一种实施例的截面图一;
46.图11是本发明一种用于航空发动机盲腔内的螺母拧紧机构的第一安装工具的一种实施例的截面图二;
47.图12是本发明一种用于航空发动机盲腔内的螺母拧紧机构的第一安装工具的一种实施例的爆炸示意图;
48.图13是本发明一种用于航空发动机盲腔内的螺母拧紧机构的第二安装工具的一种实施例的截面图一;
49.图14是本发明一种用于航空发动机盲腔内的螺母拧紧机构的第二安装工具的一种实施例的截面图二;
50.图15是本发明一种用于航空发动机盲腔内的螺母拧紧机构的移动模块的一种实施例的示意图;
51.图16是本发明一种用于航空发动机盲腔内的螺母拧紧机构的机械手的一种实施例的示意图。
52.附图标记:
53.1、第一换枪盘;10、换枪主盘;101、第一盘腔;102、锁紧进气孔;103、松开进气孔;11、移动活塞;111、弹簧固定槽;112、缺口;12、推力弹簧;13、换枪封盖;131、滚珠孔;14、锁紧滚珠;15、锁紧到位传感器;16、松开到位传感器;17、面检测传感器;2、拧紧工具;20、第二换枪盘;201、第二盘腔;21、安装板;211、安装腔;212、第一安装孔;213、第三安装孔;22、密封板;221、第二安装孔;222、转动槽;23、主动齿轮;24、从动齿轮;241、让位孔;25、拧紧轴管;26、套齿批头;27、轴承;31、观察轴管;32、第一相机;33、固定轴管;331、限位凸起;34、外花键轴管;341、限位块;35、返扭批头;351、卡接凸起;36、预紧弹簧;4、动力组件;41、伺服电机;42、减速器;421、动力输出轴;43、扭矩传感器;5、观察组件;51、安装子板;52、激光位移传感器;53、第二相机;6、第一安装工具;61、第三换枪盘;611、第三盘腔;62、安装轴管;63、第一气缸;64、第一定位套;641、滑孔;65、楔形滑块;651、圆弧面;66、第二定位套;67、滑套;68、滑销;681、卡接边沿;69、复位弹簧;7、第二安装工具;71、第四换枪盘;711、第四盘腔;72、连接轴管;73、导向管;730、锥形孔;74、第二气缸;75、推头;81、移动模块;811、工作区;
82、机械手;821、基座;822、操作端;83、工具架;84、卡接口;91、固定孔;92、锁紧凸楞;93、法兰盘;94、通气孔;95、阶梯孔;96、销孔;97、夹层;98、螺栓。
具体实施方式
54.为了使本发明的目的、技术方案及优点更加清楚明白,以下结合附图及实施例,对本发明进行进一步详细说明,应当理解,此处所描述的具体实施例仅用以解释本发明,并不用于限定本发明。
55.在本发明中,用于航空发动机盲腔内的螺母拧紧机构简称螺母拧紧机构。用于航空发动机盲腔内的螺母拧紧机器人简称螺母拧紧机器人。
56.如图1至图3所示,本发明公开一种用于航空发动机盲腔内的螺母拧紧机构,该螺母拧紧机构包括第一换枪盘1、拧紧工具2。第一换枪盘1包括换枪主盘10、移动活塞11、推力弹簧12、换枪封盖13、锁紧滚珠14。换枪主盘10上构造有固定孔91,用螺栓穿设固定孔91并将换枪主盘10固定于机械手82的操作端822,实现了第一换枪盘1与机械手82的操作端822的可拆卸连接。换枪主盘10内一体成型有第一盘腔101,第一盘腔101位于换枪主盘10的中心位置,第一盘腔101的腔口位于换枪主盘10远离操作端822的一侧面。换枪主盘10上构造有锁紧进气孔102、松开进气孔103,锁紧进气孔102位于换枪主盘10靠近操作端822的一端,锁紧进气孔102的一端位于换枪主盘10的外侧壁,锁紧进气孔102的另一端与第一盘腔101连通。松开进气孔103位于换枪主盘10远离操作端822的一端,松开进气孔103的一端位于换枪主盘10的外侧壁,松开进气孔103的另一端与第一盘腔101连通。
57.移动活塞11的一端一体成型有弹簧固定槽111,同时,该端的外侧壁上还一体成型有缺口112。先将推力弹簧12设置于第一盘腔101内,推力弹簧12的一端抵触于第一盘腔101的腔底,之后将移动活塞11设置于第一盘腔101内,并使得推力弹簧12的另一端卡接于移动活塞11的弹簧固定槽111内。换枪封盖13上同样构造有固定孔91,换枪封盖13设置于第一盘腔101的腔口处,用螺栓穿设换枪封盖13的固定孔91并将换枪封盖13固定于换枪主盘10上,实现了换枪封盖13与换枪主盘10的可拆卸连接,同时还完成了对第一盘腔101的密封,还能够防止灰尘进入第一盘腔101内。换枪封盖13远离换枪主盘10的一端构造有多个滚珠孔131,多个滚珠孔131均与第一盘腔101连通,多个滚珠孔131围绕换枪封盖13的中心轴线均匀布设。锁紧滚珠14的数量与滚珠孔131的数量相同,每个滚珠孔131内均设有一个锁紧滚珠14,锁紧滚珠14能够在滚珠孔131内活动。
58.优选的,如图3所示,第一换枪盘1还包括锁紧到位传感器15、松开到位传感器16。例如,锁紧到位传感器15、松开到位传感器16均可以采用压力传感器。锁紧到位传感器15安装于换枪主盘10上,锁紧到位传感器15位于换枪主盘10远离操作端822的一端,锁紧到位传感器15的感应端贯穿换枪主盘10至第一盘腔101内。松开到位传感器16设置于换枪主盘10上,松开到位传感器16位于换枪主盘10靠近操作端822的一端,松开到位传感器16的感应端贯穿换枪主盘10至第一盘腔101内。锁紧到位传感器15、松开到位传感器16通过压力感应的方式检测移动活塞11在换枪主盘10内的位置。锁紧到位传感器15及松开到位传感器16均能够将其检测到数据进行存储,便于后期工人对轴端螺母装配过程中的参数进行追溯并分析,还便于数字化、信息化管理。
59.优选的,如图3所示,第一换枪盘1还包括面检测传感器17。例如,面检测传感器17
同样可以采用压力传感器。面检测传感器17安装于换枪主盘10,面检测传感器17的感应端设置于换枪主盘10设有换枪封盖13的一端的端面。在轴端螺母装配过程中,面检测传感器17能够检测第一换枪盘1更换工具时的数据并将其进行储存,便于后期工人对第一换枪盘1更换工具时的参数进行追溯并分析,还便于数字化、信息化管理。
60.如图1、图4至图8所示,拧紧工具2包括第二换枪盘20、安装板21、密封板22、主动齿轮23、从动齿轮24、拧紧轴管25及套齿批头26。第二换枪盘20一端的端面上一体成型有第二盘腔201,第二盘腔201内一体成型有锁紧凸楞92,锁紧凸楞92沿第二盘腔201的腔壁环设。第二换枪盘20上构造有固定孔91,用螺栓穿设第二换枪盘20的固定孔91并将第二换枪盘20固定于安装板21的一侧面,且第二换枪盘20位于安装板21沿其长度方向的一端。安装板21的另一侧面上一体成型有安装腔211,安装腔211位于安装板21沿其长度方向的另一端。安装腔211的腔底构造有第一安装孔212及第三安装孔213,第一安装孔212比第三安装孔213靠近第二换枪盘20。密封板22上构造有第二安装孔221,密封板22设置于安装板21的另一侧面,且位于安装腔211的腔口处。密封板22上构造有固定孔91,用螺栓98穿设密封板22的固定孔91并将密封板22固定于安装板21上,实现了密封板22可拆卸地设置于安装腔211的腔口处,此时,第二安装孔221与第三安装孔213同轴心设置,密封板22朝向安装腔211的腔底的一侧面上构造有转动槽222,转动槽222与第一安装孔212相对设置。
61.在主动齿轮23的两端分别套设一个轴承27,将其设有轴承27的一端卡入第一安装孔212内,将其设有轴承27的另一端卡入转动槽222内,主动齿轮23与第一安装孔212同轴心设置,主动齿轮23与转动槽222同轴心设置,这样的设置不仅能够使得安装腔211内的主动齿轮23能够转动,还能够提高动力组件4驱动主动齿轮23转动的效率。在从动齿轮24的两端分别套设一个轴承27,将其设有轴承27的一端卡入第三安装孔213内;将其设有轴承27的另一端贯穿密封板22的第二安装孔221且暴露于安装腔211外,从动齿轮24与第二安装孔221同轴心设置,此时,主动齿轮23与从动齿轮24啮合,主动齿轮23转动能够带动从动齿轮24转动。拧紧轴管25的一端焊接于从动齿轮24暴露于安装腔211外的一端。拧紧轴管25的另一端构造有固定孔91,套齿批头26的一端同样构造有固定孔91,将拧紧轴管25的另一端设置于套齿批头26内,并用螺栓98依次穿设套齿批头26的固定孔91及拧紧轴管25的固定孔91,实现了套齿批头26与拧紧轴管25的可拆卸连接。套齿批头26的另一端构造有内齿,套齿批头26的内齿与航空发动机的低涡轴端螺母的内螺母相适配。面检测传感器17用于检测拧紧工具2的第二换枪盘20与所述第一换枪盘1的卡接固定是否到位。
62.第一换枪盘1与拧紧工具2的第二换枪盘20的卡接固定过程如下:
63.如图1至图8所示,机械手82的操作端822控制第一换枪盘1的换枪封盖13进入第二换枪盘20的第二盘腔201内,气泵对锁紧进气孔102进行充气,气体经过锁紧进气孔102进入第一盘腔101内并驱动移动活塞11向换枪封盖13移动,推力弹簧12辅助移动活塞11移动,第一盘腔101内的另一部分气体通过松开进气孔103排出。移动活塞11的一端进入换枪封盖13内并挤压锁紧滚珠14向外移动,由于滚珠孔131远离移动活塞11的一端的孔径比锁紧滚珠14的直径小,故锁紧滚珠14只能通过滚珠孔131使其一部分暴露于第一盘腔101外。锁紧滚珠14暴露于第一盘腔101外的一部分与第二盘腔201内的锁紧凸楞92配合进行卡接固定,从而使得第一换枪盘1与拧紧工具2连接。此时,移动活塞11的侧壁对锁紧到位传感器15的感应端进行抵触,锁紧到位传感器15的感应端检测到压力,而松开到位传感器16位于移动活
塞11的缺口112内,松开到位传感器16的感应端无法检测到压力。在本发明中,利用螺母拧紧机构对航空发动机盲腔内的轴端螺母进行拧紧,降低了工人的多次操作认帽的时间,减少了认帽过程中的反复的复杂操作,保障了装配质量的一致性,同时还节约了时间,不仅提高了装配效率,还提高了工作效率。
64.优选的,如图6至图8所示,拧紧工具2还包括观察轴管31、第一相机32。观察轴管31的一端焊接有法兰盘93,用螺栓98穿过法兰盘93上的孔将观察轴管31安装于安装板21上,法兰盘93与第二换枪盘20位于安装板21的同一侧面。从动齿轮24上构造有让位孔241,让位孔241与从动齿轮24同轴心设置。观察轴管31的另一端依次贯穿第三安装孔213及从动齿轮24的让位孔241,并进入拧紧轴管25内。用螺栓98将第一相机32安装固定于观察轴管31内,第一相机32位于观察轴管31靠近套齿批头26的一端,第一相机32用于观察低涡轴端螺母的锁紧槽的安装角度。观察轴管31与拧紧轴管25之间存在缝隙,该缝隙能够防止观察轴管31在拧紧轴管25转动时对拧紧轴管25造成磨损。在拧紧工具2的观察轴管31内设置第一相机32,能够实现航空发动机盲腔内的低涡轴端螺母的可视化装配。
65.优选的,如图6至图8所示,拧紧工具2还包括固定轴管33、外花键轴管34、返扭批头35、预紧弹簧36。先将预紧弹簧36套设于拧紧轴管25,并将预紧弹簧36的一端抵触于从动齿轮24暴露于安装腔211外的一端。外花键轴管34的一端一体成型有限位块341,限位块341围绕外花键轴管34的管口边缘设置。然后将外花键轴管34套设于拧紧轴管25,外花键轴管34设有限位块341的一端与预紧弹簧36的另一端抵触。外花键轴管34与拧紧轴管25之间存在缝隙,该缝隙能够防止外观件轴管在拧紧轴管25转动时对拧紧轴管25造成磨损。返扭批头35套设于拧紧轴管25,返扭批头35的一端设置于外花键轴管34内,返扭批头35与外花键轴管34的另一端螺纹连接。返扭批头35的一端的外壁上一体成型有花键齿351,花键齿351与发动机内压气机轴的内齿相适配。固定轴管33的一端焊接有法兰盘93,固定轴管33的另一端一体成型有限位凸起331,限位凸起331围绕固定轴管33的管口边缘设置。外花键轴管34的限位块341上构造有外花键齿,固定轴管33内壁上构造有与外花键齿相啮合的内花键齿,之后将固定轴管33套设于外花键轴管34,用螺栓穿过法兰盘93上的孔将固定轴管33的一端固定于密封板22上,固定轴管33的限位凸起331能够防止外花键轴管34在拧紧轴管25上随意移动,固定轴管33能够使得外花键轴管34轴向移动,并防止外花键轴管34进行周向转动,并对外花键轴管34起限定作用。
66.如图1、图9所示,螺母拧紧机构还包括动力组件4,动力组件4包括伺服电机41、减速器42、扭矩传感器43。伺服电机41的输出轴即为伺服电机41的动力输出端,减速器42包括动力输出轴421及动力输入轴,减速器42的动力输入轴即为减速器42的动力输入端。伺服电机41与减速器42安装固定,且伺服电机41的动力输出端与减速器42的动力输入端连接。扭矩传感器43安装于减速器42的外壳上,且扭矩传感器43位于减速器42远离伺服电机41的一端,扭矩传感器43用于检测动力输出轴421在拧紧过程中所受到的扭矩。减速器42的动力输出轴421贯穿扭矩传感器43的环孔及安装板21的第一安装孔212,并进入主动齿轮23的孔内,完成了减速器42与主动齿轮23的连接。之后用螺栓98将扭曲传感器固定于安装板21上。例如,减速器42的动力输出轴421焊接有花键,主动齿轮23的孔为卡接孔,卡接孔的形状与设有花键的动力输出轴421的形状相适配,通过将动力输出轴421卡接于卡接孔内的方式,实现了减速器42与主动齿轮23的动力传递。这样的设置能够使减速器42增大伺服电机41所
输出的扭矩,便于驱动套齿批头26转动。伺服电机具有拧紧力矩的闭环反馈控制功能,能够保障轴端螺母的拧紧力矩精度,还具有防过载的保护功能。
67.动力组件4驱动拧紧工具2的工作过程:
68.如图1至图9所示,在套齿批头26的内齿与航空发动机的低涡轴端螺母的内螺母进行卡接时,同时,返扭批头35与发动机内压气机轴的内齿槽进行卡接,压气机轴对返扭批头35进行挤压,并使得外花键轴管34挤压预紧弹簧36,此时预紧弹簧36处于压缩状态,使得返扭批头35具有柔性变量,仅需工人小幅度调整拧紧工具2,并使得套齿批头26的内齿与低涡轴端螺母的内螺母进行卡接,同时花键齿351卡入压气机轴的内齿槽内。伺服电机41驱动减速器42工作,减速器42的动力输出轴421通过驱动主动齿轮23转动并带动从动齿轮24转动,从动齿轮24通过拧紧轴管25带动套齿批头26进行旋转并将低涡轴端螺母的内螺母进行固定,而花键齿351防止压气机轴转动。
69.如图1、图2所示,螺母拧紧机构还包括观察组件5,观察组件5包括三块安装子板51,三个激光位移传感器52及一个第二相机53。三个安装子板51围绕第一换枪盘1的中心均匀布设,其中,一块安装子板51位于第一换枪盘1的左侧,另一块安装子板51位于第一换枪盘1的右侧,剩余一块安装子板51位于第一换枪盘1的下方。例如,三块安装子板51的一端均可以采用焊接的方式连接于第一换枪盘1靠近机械手82的操作端822的一端的端面。三个激光位移传感器52分别安装于三个安装子板51远离第一换枪盘1的一端,且激光位移传感器52用于检测套齿批头26到航空发动机的低涡轴端的距离。工人能够根据三个激光位移传感器52的测量值,从而调节机械手82的姿态直到三个激光位移传感器52的测量值相同。激光位移传感器52能够将其检测到距离信息进行储存,便于后期工人将其拆下并追溯拧紧过程中的距离数据。例如,第二相机53可以采用二维相机。第二相机53用于对航空发动机盲腔内的低涡轴端进行拍照,并识别低涡轴端的中心,便于工人通过第二相机53反馈的图片信息进一步调整机械手82的姿态,直至套齿批头26与低涡轴端同轴心对齐。第二相机53还能对采集到的图片信息进行存储,便于后期工人对其进行查阅。一个第二相机53安装于位于第一换枪盘1下方的安装子板51上,第二相机53位于该安装子板51上的激光位移传感器52的上方。在第一换枪盘1上设置激光位移传感器52及第二相机53,实现了航空发动机盲腔内的低涡轴端螺母的可视化装配,还便于与低涡轴端进行对正。
70.优选的,如图10至图12所示,螺母拧紧机构还包括第一安装工具6,第一安装工具6包括第三换枪盘61、安装轴管62、第一气缸63、第一定位套64、多个楔形滑块65、第二定位套66、滑套67、滑销68及复位弹簧69。第三换枪盘61与第二换枪盘20的结构相同,第三换枪盘61一端的端面上一体成型有第三盘腔611,第三盘腔611内一体成型有锁紧凸楞92,锁紧凸楞92沿第三盘腔611的腔壁环设。第一换枪盘1与第一安装工具6的第三换枪盘61的卡接固定过程与第一换枪盘1与拧紧工具2的第二换枪盘20的卡接固定过程相同。
71.安装轴管62的一端焊接有法兰盘93,用螺栓穿过法兰盘93的孔并将安装轴管62固定于第三换枪盘61另一端的端面上,实现了安装轴管62可拆卸地连接于第三换枪盘61。第一气缸63设置于安装轴管62内,且位于安装轴管62远离第三换枪盘61的一端。安装轴管62远离第三换枪盘61的一端的管壁上构造有通气孔94,通气孔94便于气泵的进气管与第一气缸63的进气孔连通,同时也便于气泵的回气管与第一气缸63的回气孔连通。在安装轴管62远离第三换枪盘61的一端的管壁上构造有孔,用螺栓依次穿设该孔及第一气缸63的主体上
的孔,并实现了第一气缸63安装固定于安装轴管62内。
72.将第一气缸63的伸缩端插入滑销68一端的孔内,并使得滑销68卡接于第一气缸63的伸缩端。滑销68靠近第一气缸63的一端一体成型有卡接边沿681,滑销68远离第一气缸63的一端呈锥形。将复位弹簧69套设于滑销68,并使得复位弹簧69的一端抵触于卡接边沿681。滑套67内构造有阶梯孔95,其一端的孔径大于其另一端的孔径。将滑套67内嵌于安装轴管62远离第三换枪盘61的一端,滑套67的阶梯孔95的大孔径的一端位于安装轴管62内,滑套67的阶梯孔95的小孔径的一端暴露于安装轴管62外,此时,滑销68位于滑套67的阶梯孔95内,复位弹簧69位于阶梯孔95的大孔径的一端,复位弹簧69的另一端抵触于阶梯孔95内的阶梯面。滑套67暴露于安装轴管62外的一端的外套壁上构造有外螺纹,第一定位套64的一端的内套壁上构造有与滑套67的外螺纹相适配的内螺纹,第一定位套64通过螺纹连接的方式可拆卸地连接于滑套67。当第一定位套64与滑套67连接时,滑销68呈锥形的一端位于第一定位套64内。第一定位套64远离滑套67的一端构造有多个滑孔641。楔形滑块65呈如图12所示的形状,楔形滑块65的一端构造有圆弧面651。当楔形滑块65设置于滑孔641内时,楔形滑块65构造有圆弧面651的一端位于第一定位套64内,多个楔形滑块65的圆弧面651共同形成锥形的销孔96,销孔96与滑销68呈锥形的一端的形状相适配。同样的,第二定位套66内构造有阶梯孔95,其一端的孔径大于其另一端的孔径。第二定位套66的阶梯孔95的小孔径的一端构造有孔,将第二定位套66设有孔的一端套设于安装轴管62远离第三换枪盘61的一端,用螺栓穿设该孔并将第二定位套66与安装轴管62固定连接。此时,第一定位套64位于第二定位套66的阶梯孔95内,且位于大孔径的一端。第一定位套64与第二定位套66之间成型有容纳锁紧套的夹层97。面检测传感器17用于检测第一安装工具6的第三换枪盘61与第一换枪盘1的卡接固定是否到位。
73.锁紧套的安装过程:
74.如图10至图12所示,先将锁紧套卡入夹层97内,锁紧套的卡舌进入第二定位套66的槽内,气泵对第一气缸63的进气口充气,第一气缸63的伸缩端推动滑销68向销孔96移动,滑销68呈锥形的一端进入销孔96内并将销孔96撑开,使得多个楔形滑块65沿第一定位套64的滑孔641向外移动,多个楔形滑块65抵触锁紧套的内套壁。此时复位弹簧69处于压缩状态。然后将第一安装工具6整体移动,并使得锁紧套安装于轴端螺母上,锁紧套的卡舌同时卡入轴端螺母的内螺母的卡槽及轴端螺母的外螺母的卡槽内,防止锁紧套周向转动。之后,气泵对第一气缸63的回气口充气,第一气缸63的伸缩端带动滑销68向远离销孔96的方向移动,多个楔形滑块65恢复原状,将第一安装工具6从盲腔内移除。
75.如图13、图14所示,螺母拧紧机构还包括第二安装工具7,第二安装工具7包括第四换枪盘71、连接轴管72、导向管73、第二气缸74、推头75。第四换枪盘71与第二换枪盘20的结构相同,第四换枪盘71一端的端面上一体成型有第四盘腔711,第四盘腔711内一体成型有锁紧凸楞92,锁紧凸楞92沿第四盘腔711的腔壁环设。第一换枪盘1与第二安装工具7的第四换枪盘71的卡接固定过程与第一换枪盘1与拧紧工具2的第二换枪盘20的卡接固定过程相同。
76.连接轴管72的一端焊接有法兰盘93,用螺栓穿过法兰盘93的孔并将连接轴管72固定于第四换枪盘71另一端的端面上,实现了连接轴管72可拆卸地连接于第四换枪盘71。第二气缸74设置于连接轴管72内,且位于连接轴管72远离第四换枪盘71的一端。连接轴管72
远离第四换枪盘71的一端的管壁上构造有通气孔94,通气孔94便于气泵的进气管与第二气缸74的进气孔连通,同时也便于气泵的回气管与第二气缸74的回气孔连通。在连接轴管72远离第四换枪盘71的一端的管壁上构造有孔,用螺栓98依次穿设该孔及第二气缸74的主体上的孔,并实现了第二气缸74安装固定于连接轴管72内。推头75的一端的直径小于推头75的另一端的直径,推头75的直径小的一端构造有孔,将第二气缸74的伸缩端插入推头75一端的孔内,并使得推头75卡接于第二气缸74的伸缩端。推头75的直径大的一端暴露于连接轴管72外。导向管73的一端的外管壁上构造有外螺纹,连接轴管72远离第四换枪盘71的一端的内管壁上构造有与导向管73的外螺纹相适配的内螺纹,导向管73通过螺纹连接的方式可拆卸地连接于连接轴管72。当导向管73与连接轴管72连接时,推头75的直径大的一端位于导向管73内。推头75可以采用弹性材料制成,例如,推头75可以采用橡胶材料制成。导向管73内构造有锥形孔730,锥形孔730靠近连接轴管72的一端的孔径大于锥形孔730远离连接轴管72的一端的孔径。在导向管73内设置锥形孔730更便于弹簧挡圈的安装。面检测传感器17用于检测第二安装工具7的第四换枪盘71与第一换枪盘1的卡接固定是否到位。
77.弹簧挡圈的安装过程:
78.如图13、图14所示,先将弹簧挡圈放入导向管73的锥形孔730内,气泵对第二气缸74的进气口充气,第二气缸74的伸缩端推动推头75向锥形孔730移动。在推动过程中,弹簧挡圈收缩并处于压缩状态,在弹簧挡圈被推出锥形孔730后,自动卡入轴端螺母的内螺母的挡圈槽内,弹簧挡圈能够防止锁紧套从轴端螺母上滑脱。之后,气泵对第二气缸74的回气口充气,第二气缸74的伸缩端带动推头75向远离锥形孔730的方向移动,将第二安装工具7从盲腔内移除。
79.如图1、图15、图16所示,本发明还公开一种用于航空发动机盲腔内的螺母拧紧机器人,该螺母拧紧机器人包括移动模块81、机械手82、如上所述任一实施例的螺母拧紧机构。例如,移动模块81可以采用具有激光自主导航功能、磁条定位导航功能及手动遥控功能的全向agv,全向agv的顶面可以视为移动模块81的工作区811。例如,机械手82可以采用6自由度机械手。机械手82包括基座821及操作端822。将机械手82的基座821设置于移动模块81的工作区811内,用螺栓98贯穿基座821上的孔并将机械手82安装固定于移动模块81上。螺母拧紧机构中第一换枪盘1的换枪主盘10上构造有固定孔91,用螺栓98穿设固定孔91并将换枪主盘10固定于机械手82的操作端822,实现了螺母拧紧机构与机械手82的操作端822的可拆卸连接。移动模块81能够使得螺母拧紧机器人满足航空发动机装配站位的移动变换的需求,例如,在车间内移动或转移到不同装配厂房。该螺母拧紧机器人通过在第一换枪盘1上设置激光位移传感器52及第二相机53,还实现了航空发动机盲腔内的低涡轴端螺母的可视化自动装配。还能够在盲腔内的低涡轴端螺母的安装过程中进行自主认帽及自动化拧紧。螺母拧紧机器人通过机械手代替工人的手工操作,不仅能够降低工人的工作量,还能避免在安装过程中碰触到航空发动机盲腔内的任何部位。在本发明中,利用螺母拧紧机器人对航空发动机盲腔内的轴端螺母进行拧紧,降低了工人的多次操作认帽的时间,减少了认帽过程中的反复的复杂操作,保障了装配质量的一致性,同时还节约了时间,不仅提高了装配效率,还提高了工作效率。
80.优选的,如图1、图15所示,该螺母拧紧机器人还包括工具架83,工具架83焊接于移动模块81的工作区811内,且位于机械手82的一侧。工具架83上构造有三个卡接口84,卡接
口84用来放置工具,其中,一个卡接口84用来放置拧紧工具2,另一个卡接口84用来放置第一安装工具6,剩余一个卡接口84用来放置第二安装工具7。工具架83便于机械手更换轴端螺母的安装工具,拧紧工具2、第一安装工具6、第二安装工具7均可视为安装工具。
81.以上所述仅为本发明的较佳实施例而已,并不用以限制本发明,凡在本发明的精神和原则之内所作的任何修改、等同替换和改进等,均应包含在本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1