用于干衣机热交换器的铝管翅片加工生产线的制作方法
本发明涉及热交换器的,名称是用于干衣机热交换器的铝管翅片加工生产线。
背景技术:
1、干衣机是利用电加热来使洗好的衣物中的水分即时蒸发干燥的清洁类家用电器,在干衣机中,热交换器是必不可少的,由热泵循环系统中的冷凝器进行过加热的加热空气被送入装有衣物的干燥室内,从衣物中夺取了水分的湿空气被送回到蒸发器处进行除湿,除湿后的空气再次由冷凝器加热,并送入干燥室中。
2、热交换器一般包括蒸发器和冷凝器,在加工生产时,需要对其内部的热换器组件进行胀管工作,即,通过胀管机扩大热交换铝管的直径,使之与散热翅片紧密结合,避免产生松动,增大热交换器的导热性能。
3、目前人们采用的方法有手工和自动两种。而目前手工的方法是将带有胀球的胀杆插入待胀管将待胀管胀大,然后抽出胀杆,这种方法因为靠工人的经验将胀杆对准待胀管,稍有偏差便需要重新对准持胀管,因而劳动强度大且生产效率较低,而自动化生产,通常会用到胀管机,利用胀管机进行胀管时,必须要对热换器组件进行稳定夹持,避免在胀管过程中,造成铝管的倾斜或偏移,现有的夹持装置操作较为繁琐,安装和拆卸热换器组件的速度慢,效率低下,目前还没有可进行胀管的生产流水线,无法实现高效率自动化生产。
4、故,有必要提供用于干衣机热交换器的铝管翅片加工生产线,可以达到自动化加工的作用。
技术实现思路
1、本发明的目的在于提供用于干衣机热交换器的铝管翅片加工生产线,以解决上述背景技术中提出的问题。
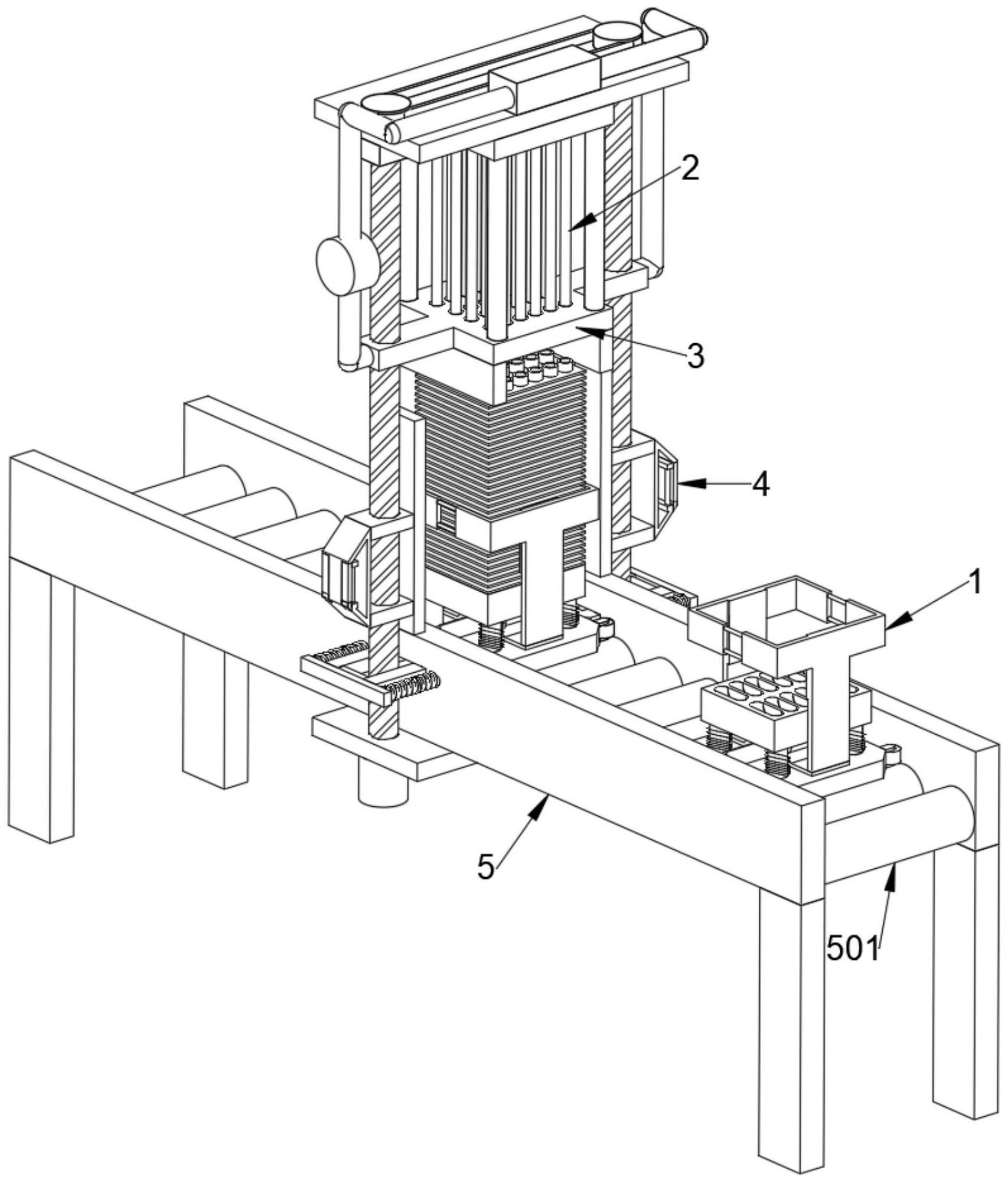
2、为了解决上述技术问题,本发明提供如下技术方案:用于干衣机热交换器的铝管翅片加工生产线,包含胀管机构、承载组件、夹持机构、保养组件、定位机构和传输组件;其中,
3、所述承载组件用于承载热换器组件,所述承载组件设置于传输组件的上侧,所述承载组件设置有若干组;
4、所述传输组件用于对承载组件进行运输;
5、所述胀管机构设置于传输组件的上侧,所述胀管机构包括有若干组胀管杆,所述胀管杆通过上下移动对承载组件所承载的热换器组件进行胀管;
6、所述夹持机构设置于承载组件的上侧,所述胀管杆下降进行胀管的同时产生下压力,所述夹持机构受胀管杆下压力的同时自动夹紧热换器组件,反之自动放松热换器组件;
7、所述定位机构设置于胀管机构的正下方且位于传输组件的两侧,所述定位机构用于自动找正承载组件进行胀管的位置;
8、所述保养组件包括有矫直板,所述胀管杆贯穿于矫直板且与其滑动配合,所述矫直板内部设置为中空且设置有冷却液,所述矫直板用于对胀管杆进行矫直并冷却降温。
9、在一个实施例中,所述承载组件包括有承载座,所述承载座的上侧开设有若干组u型槽,所述u型槽与换热器组件底部的形状位置相对应,所述承载座的下端四角设置有伸缩柱,所述伸缩柱的外侧设置有弹簧一,所述伸缩柱的下端设置有底座,所述弹簧一的两端分别与承载座与底座相互焊接,所述底座与传输组件相互接触;
10、所述夹持机构包括有左夹持部和右夹持部,所述左夹持部包括有竖夹板,所述竖夹板的下端固定连接有横板,所述横板的下端与底座滑动配合,所述横板的一端固定连接有楔块,所述楔块的斜面边设置有滚筒,所述滚筒的两端转动连接有端盖件,所述端盖件的上端与承载座固定连接,所述端盖件的内侧与楔块滑动配合,所述底座的中间固定连接有竖隔板,所述楔块与竖隔板之间通过伸缩杆一相连接,所述楔块与竖隔板之间设置有弹簧二,所述弹簧二的两端分别与楔块和竖隔板相互焊接;
11、所述右夹持部与左夹持部结构相同且相对设置。
12、在一个实施例中,所述竖夹板的内侧上端设置有橡胶垫,所述竖夹板的上侧两端延伸有延伸板,两侧所述延伸板之间通过伸缩细杆相连接。
13、在一个实施例中,所述胀管杆的上端固定连接有升降板,所述升降板的两端均螺纹连接有螺纹杆,所述螺纹杆的上端转动连接有顶板,两端所述螺纹杆通过带传动连接,所述螺纹杆的下端转动连接有底板,所述底板的下端固定连接有电机组件,所述螺纹杆通过电机组件驱动转动,所述底板固定在传输组件的下端。
14、在一个实施例中,所述矫直板上开设有若干组通孔,所述通孔数量与胀管杆数量相等且位置相对,所述通孔与胀管杆滑动配合,所述矫直板的上端固定连接有若干组导杆,所述导杆的上端与顶板固定连接,所述导杆贯穿于升降板且与其滑动配合,所述矫直板上开设有两组通孔一,所述通孔一与螺纹杆转动连接,所述矫直板与升降板的间距等于胀管杆的长度。
15、在一个实施例中,所述矫直板的两端管道连接有连接管,所述连接管的上端管道连接有储水箱,所述连接管的一端设置有水泵。
16、在一个实施例中,所述矫直板的下侧两端固定连接有卸料板,所述卸料板用于将胀管后的热换器组件限制在承载组件上。
17、在一个实施例中,所述传输组件包括有若干组传输辊,所述传输辊由驱动组件驱动旋转,所述传输辊的两端转动连接有侧板,所述侧板的下端固定连接有支撑柱,所述底座的侧边设置有若干组滚轮,所述侧板与滚轮相互接触。
18、在一个实施例中,所述定位机构包括有定位块,所述定位块设置于胀管机构的正下方,所述侧板的内侧开设有方形通孔,所述底座的内部中侧开设有方形通槽,所述定位块与方形通槽横截面形状相对应,所述定位块与方形通孔滑动配合,所述定位块的内侧两端均设置有45°斜倒角,所述底座的四角均设置有45°斜倒角,所述定位块的外端固定连接有连接杆,所述连接杆的两端内侧与侧板之间通过伸缩杆三相连接,所述伸缩杆三的外侧设置有弹簧三,所述弹簧三的两端分别与侧板和连接杆相互焊接。
19、在一个实施例中,所述定位块的中侧开设有方形通孔一,所述螺纹杆穿过方形通孔一且与其间隙配合,所述方形通孔一内转动连接有接触辊,所述侧板的上端固定连接有支撑板,所述螺纹杆的下端螺纹连接有若干组螺纹板,所述螺纹板的内侧端与支撑板滑动配合,所述螺纹板的外侧端固定连接有等边梯形框件,所述等边梯形框件的短边两侧滑动配合有两组延长条,两组所述延长条通过连接条相连接,所述连接条与等边梯形框件的短边内壁滑动配合,所述连接条的下端设置有两组伸缩杆四,所述伸缩杆四的下端与等边梯形框件相连接,所述伸缩杆四的外侧设置有弹簧四,所述弹簧四的两端分别与连接条和等边梯形框件相互焊接,所述延长条的下端设置有磁块,所述定位块设置为磁性金属,所述弹簧四的弹力小于磁块的吸力。
20、与现有技术相比,本发明所达到的有益效果是:本发明,首先通过工作人员将若干待加工的热换器组件放置在若干承载组件上,即可完成安装,不需要额外的操作,再利用传输组件对其进行输送,当承载组件被输送至胀管机构的下侧时,此时的定位机构对承载组件进行自动卡插定位,方便找正其胀管的位置,再通过胀管机构中的若干组胀管杆向下移动进行胀管,由于定位机构的自动定位,使得胀管杆自动对应热换器组件的铝管的孔位,不会造成偏移,且随着胀管杆的下降插进铝管内,从而产生向下的压力,将热换器组件连同承载组件一同下压,此时的夹持机构受胀管杆下压力的同时自动夹紧热换器组件,保证了胀管加工时的稳定性,当向下的压力取消,即胀管杆完成工作向上移动时,夹持机构会自动放松热换器组件,此时定位机构也自动取消定位,从而使得承载组件继续被传输组件传输至下一工序,之后工作人员可直接将热换器组件拆下,操作方便,工作效率高,实现了热换器组件的自动化胀管生产线加工,并且通过保养组件中的矫直板,可在若干组胀管杆上下移动时,对其进行矫直,并通过矫直板内部的冷却液,对胀管杆进行冷却降温,增加胀管杆的使用寿命。
- 还没有人留言评论。精彩留言会获得点赞!