一种能抑制高强铝合金凝固裂纹的绞线焊丝及其制备方法
本发明属于焊接材料相关,更具体地,涉及一种能抑制高强铝合金凝固裂纹的绞线焊丝及其制备方法。
背景技术:
1、铝合金具有密度低、比强度高和塑性变形能力强等优点,广泛应用于汽车制造、轨道交通和航空航天等领域。在各种铝合金中,高强铝合金(如2系和7系)具有更高的比强度、比刚度、较好的抗应力腐蚀性、较高的断裂韧性和优良加工性能等优点,被广泛地应用于航空航天、兵器装备和交通运输等领域,特别是在航空航天领域中占有非常重要的地位,是该领域最重要的结构材料之一。然而,这种高强铝合金虽然具有较高的比强度,但是其焊接性能较差,熔焊过程中极易出现凝固裂纹,严重损害其力学性能限制其工业应用。
2、在目前已有的抑制铝合金焊接凝固裂纹的焊丝中,al-si焊丝由于其铸造性能比较好、制丝过程比较容易,在焊接过程中易形成大量低熔点共晶物,利用其“愈合作用”降低凝固裂纹倾向,因而在实际生产过程中广泛应用,但其强度不高,难以满足对性能要求较高领域的生产需求。因此,研发新型药芯焊丝、改进实心焊丝是抑制高强铝合金焊接过程中凝固裂纹是两个重要方向。专利201911420553.1公开了一种含tib2颗粒的铝合金焊丝用于解决7系铝合金焊接开裂问题,但是该焊材在制备过程中,tib2是采用外加颗粒形式与铝基体结合,焊接过程中增强颗粒与基体的润湿性不好,易导致界面的结合强度降低而限制其生产使用;同时该焊丝是采用铸造后铸坯挤压而成,且在铸造过程中需要真空除气,制造成本高且工序复杂,不利于其推广使用。
技术实现思路
1、针对现有技术的以上缺陷或改进需求,本发明提供了一种能抑制高强铝合金凝固裂纹的绞线焊丝及其制备方法,其通过选取多种实芯焊丝为原材料,通过添加药粉合金化,在抑制高强铝合金焊接过程中出现凝固裂纹的基础上,通过细化晶粒提高其焊缝强度、克服其接头软化问题。此外,晶粒的细化程度是通过中心丝中锆焊丝的比例控制的,易于调整。
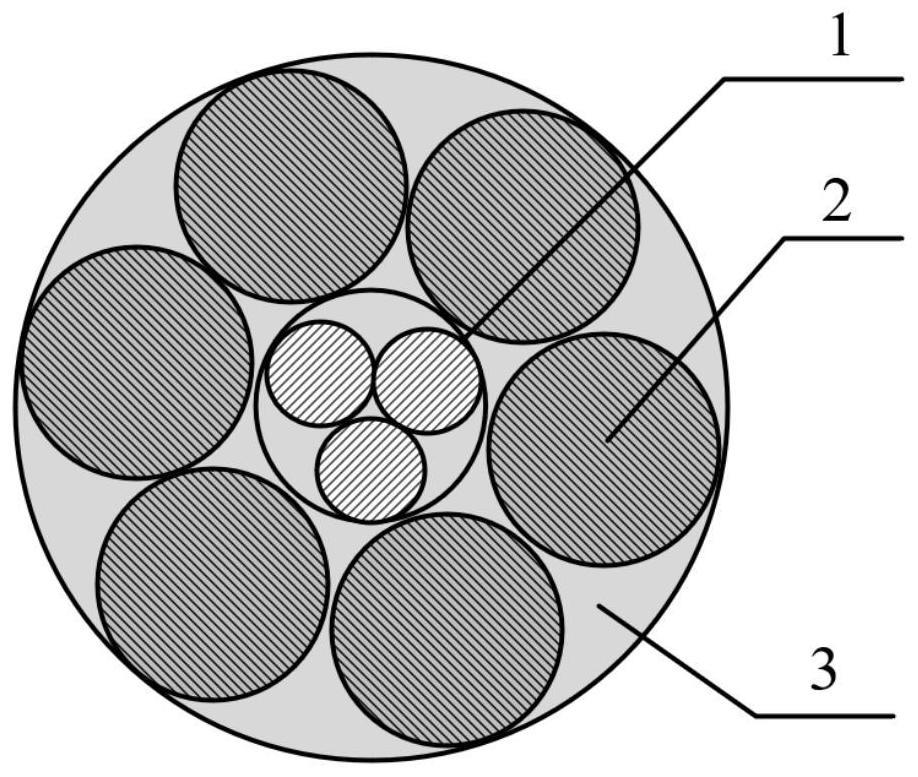
2、为实现上述目的,按照本发明的一个方面,提供了一种能抑制高强铝合金凝固裂纹的绞线焊丝,所述绞线焊丝包括中心丝、外围丝及药粉,所述中心丝由多根实芯焊丝绞合而成;所述外围丝设置在所述中心丝的外周,其包括多根实芯焊丝,所述外围丝绕所述中心丝一起绞合而成所述绞线焊丝的焊丝主体,所述药粉挤压填充在组成所述焊丝主体的实芯焊丝之间的间隙中;
3、组成所述中心丝的多根实芯焊丝中包括锆焊丝和铝合金焊丝。
4、进一步地,所述中心丝是由三根实芯焊丝绞合而成,所述外围丝包括六根实芯焊丝;所述药粉包括合金剂、活性剂及助燃剂。
5、进一步地,所述合金剂包括以下质量份数的组分:1.2份~4.9份金属cu粉、1.2份~2.9份金属mg、0.07份~0.6份金属mn粉及0.05份~0.4份金属cr粉;所述活性剂包括以下质量份数的组分:3份~12份钛白粉、5份~12份氧化铬、0~12份氟化钠、0~11份氟化锂、0~8份氟锆酸钾、0.1~1.0份硬脂酸钠及0.1~1.0份氧化铈;所述助燃剂包括以下质量分数的组分:0~4份氯酸钾、0~2份氧化镁及0.1~1份稀土钪锆合金粉,其中稀土钪锆质量比为3:1。
6、进一步地,所述中心丝的直径为组成所述外围丝的实芯焊丝直径的1.015~1.030倍。
7、进一步地,所述合金剂包括以下质量份数的组分:1.2~4.2份cu粉、1.2~2.5份mg粉、0.3~0.5份mn粉、0.2~0.4份cr粉;所述活性剂包括以下质量份数的组分:5~10份钛白粉、5~10份氧化铬、5~8份氟化钠、4~10份氟化锂、2~8份氟锆酸钾、0.1~0.8份硬脂酸钠、0.1~0.6份氧化铈;所述助燃剂包括以下质量份数的组分:2~3份氯酸钾、1~2份氧化镁及0.1~1份稀土钪锆合金粉。
8、进一步地,所述中心丝上及所述外围丝上均形成有硼砂层,所述药粉通过所述硼砂层粘附在实芯焊丝之间的间隙处。
9、进一步地,所述硼砂层的厚度为0.25~0.50μm。
10、进一步地,所述中心丝包括一股锆焊丝及两股铝合金焊丝,所述外围丝包括六股铝合金焊丝;或者,
11、所述中心丝包括两股锆焊丝及一股铝合金焊丝,所外围丝包括六股铝合金焊丝;或者,
12、所述中心丝包括三股锆焊丝,所述外围丝包括六股sal2319铝合金焊丝。
13、按照本发明的另一个方面,提供了一种能抑制高强铝合金凝固裂纹的绞线焊丝的制备方法,所述制备方法用于制备如上所述的能抑制高强铝合金凝固裂纹的绞线焊丝。
14、进一步地,分别通过膨化处理使得所述中心丝及所述外围丝的表面形成一层硼砂层后,在150℃~200℃的温度下,将药粉挤压入焊丝之间的间隙内。
15、总体而言,通过本发明所构思的以上技术方案与现有技术相比,本发明提供的能抑制高强铝合金凝固裂纹的绞线焊丝及其制备方法主要具有以下有益效果:
16、1.组成所述中心丝的实芯焊丝包括锆焊丝,通过控制中心丝中锆焊丝所占的比例来改变焊缝熔敷金属中锆的含量进而控制晶粒的细化程度,最终抑制高强铝合金焊接过程中的凝固裂纹。此外,在中心丝间隙和中心丝与外围丝间隙中均布满药粉,起到改善焊缝成型、稳定电弧、增大熔深、降低飞溅的作用。
17、2.zr与基材作用生成al3zr,其冶金化学反应为[zr]+3al→al3zr,生成的al3zr相可作为形核核心促使α-al生成细小等轴晶,由于细小等轴晶粒更易协调晶粒之间的变形从而抑制凝固裂纹;细小的al3zr相与al基体具有相似的晶体结构,因此具有良好的晶体共格关系,同时由于al3zr相是原位反应生成的,而非是外加形式进入基体,因此两相界面间干净无污染;除此之外,al3zr颗粒能起到钉扎位错的作用,阻止位错运动,提高接头强度。
18、3.抑制高强铝合金凝固裂纹的绞线焊丝与实芯焊丝相比,具有成分调整灵活,生产工艺简单,成本低;同时该焊丝与药芯焊丝相比送丝性能好、适用于高速送丝的大电流焊接。
19、4.抑制高强铝合金凝固裂纹的绞线焊丝通过选取多种实芯焊丝为原材料,通过添加药粉合金化,在抑制高强铝合金焊接过程中出现凝固裂纹的基础上,通过细化晶粒提高其焊缝强度、克服其接头软化问题。
20、5.抑制高强铝合金凝固裂纹的绞线焊丝添加活性剂,改善焊缝成型,增大熔深,减少焊接飞溅,电弧稳定性显著提高,气体保护焊时适用于全位置焊接。
21、6.抑制高强铝合金凝固裂纹的绞线焊丝可以做成直径1.6mm的,用于气体保护焊或激光电弧复合焊,亦可以制作成3.6mm的,适用于大电流焊接,生产效率进一步提高。
22、7.本发明抑制高强铝合金凝固裂纹的绞线焊丝生产工艺简单,设备投资少,生产成本低,克服了药芯焊丝生产成本投资大、生产成本高、价格昂贵等问题。
23、8.本发明抑制高强铝合金凝固裂纹的绞线焊丝可以是任意长度的,亦可层绕成盘,适用于连续自动化焊接,除了用于气体保护焊接外,还可用于激光填丝焊、激光电弧复合焊等多种焊接方法。
- 还没有人留言评论。精彩留言会获得点赞!