一种防工件上接插件孔变形的压铆螺钉压铆工装
1.本发明涉及压铆螺钉安装技术领域,特别是涉及一种防工件上接插件孔变形的压铆螺钉压铆工装。
背景技术:
2.目前,汽车行业、新能源行业、安防行业等诸多领域的工件上用到了在钣金上压铆螺钉的工艺,而有些工件上需要开设与电器接插件有配合的装配结构,比如接插件孔。
3.部分工件上压铆螺钉安装位置与接插件孔的距离很近,远远低于常规压铆所要求的距离,若按常规工艺对工件上的压铆螺钉进行压铆时,压铆螺钉会对周边的钣金材料挤涨,使得附近的接插件孔会受到外力而产生塑性变形,进而导致接插件的本体无法正常通过和安装。此外,接插件孔的变形,往往导致压铆出来的螺钉推拔力与扭力也是不够的,达不到正常压铆所能达到的数值,螺钉存在跟转和脱落的风险。
技术实现要素:
4.本发明主要解决的技术问题是提供一种防工件上接插件孔变形的压铆螺钉压铆工装,提升压铆螺钉在工件上的安装效率和可靠性,避免工件上接插件孔的变形。
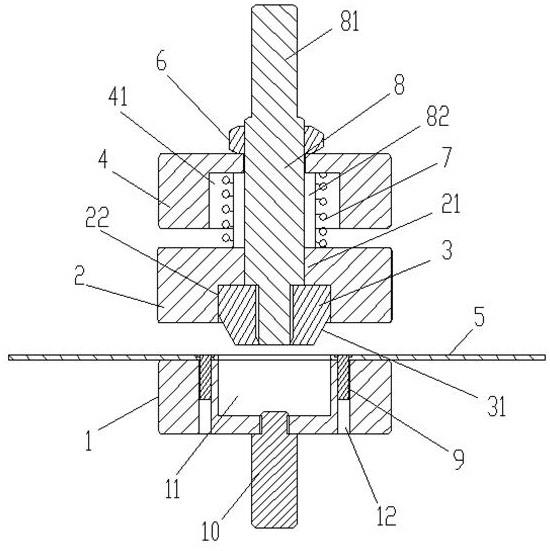
5.为解决上述技术问题,本发明采用的一个技术方案是:提供一种防工件上接插件孔变形的压铆螺钉压铆工装,包括:上模组件和下模组件,所述上模组件包括主轴、推板、防涨销、弹簧和上定位座,所述推板可相对升降地设置在上定位座下方,所述主轴从上定位座向下贯穿延伸至推板中,所述推板顶面内凹设置有与主轴对应的导向孔,所述推板底面内凹设置有与导向孔相连通并与防涨销对应的第一避让孔,所述防涨销设置在主轴的底部并位于第一避让孔中,所述防涨销底部设置有指向下方的导向锥体,所述弹簧套设在主轴上并位于推板与上定位座之间,所述下模组件包括下定位座,所述下定位座顶面内凹设置有与防涨销及导向锥体对应的第二避让孔,所述下定位座中设置有与压铆螺钉一一对应的定位孔。
6.在本发明一个较佳实施例中,所述下模组件还包括位于下定位座下方的下安装柄。
7.在本发明一个较佳实施例中,所述下安装柄顶部与下定位座底部采用螺纹方式连接。
8.在本发明一个较佳实施例中,所述上定位座底部内凹设置有与弹簧对应的安装孔。
9.在本发明一个较佳实施例中,所述主轴外圆上内凹设置有沿轴向延伸的导向滑槽,所述导向孔中外凸设置有与导向滑槽对应的定位块。
10.在本发明一个较佳实施例中,所述防涨销截面与接插件孔的截面相同。
11.在本发明一个较佳实施例中,所述工件上设置有与压铆螺钉一一对应的插孔。
12.在本发明一个较佳实施例中,所述防涨销顶部与第一避让孔顶部接触时,导向锥
体顶部位于第一避让孔中,此时,导向锥体顶部与推板底面的间距小于推板顶部与上定位座底部的间距。
13.在本发明一个较佳实施例中,所述主轴上设置有位于上定位座上方的限位螺母,所述主轴顶部设置有上安装柄。
14.在本发明一个较佳实施例中,所述主轴外圆上设置有一段与限位螺母对应的外螺纹。
15.本发明的有益效果是:本发明指出的一种防工件上接插件孔变形的压铆螺钉压铆工装,上模组件和下模组件安装在压铆机床上,压铆前先将工件放置在下定位座上,再将压铆螺钉底部插入工件上的插孔,并延伸至对应的定位孔中,通过压铆机床驱动上模组件下移,防涨销底部的导向锥体先穿过工件上的接插件孔进入第二避让孔,接着推板与压铆螺钉头部接触,并在弹簧收缩作用下避免对压铆螺钉的压铆,上定位座与推板接触前,防涨销进入接插件孔完成对接插件孔的支撑,然后上定位座与推板接触,驱动推板继续下压,完成多个压铆螺钉的同步压铆安装,提升了生产效率,利用防涨销避免了接插件孔的变形,并迫使工件上被压铆螺钉挤涨的材料堆入压铆螺钉的凹穴结构中,提升了压铆螺钉的牢固度和可靠性,最后上模组件上移,工作在推板的下推作用下与防涨销脱离。
附图说明
16.为了更清楚地说明本发明实施例中的技术方案,下面将对实施例描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其它的附图,其中:图1是本发明一种防工件上接插件孔变形的压铆螺钉压铆工装一较佳实施例的结构示意图;图2是图1的爆炸图。
具体实施方式
17.下面将对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅是本发明的一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其它实施例,都属于本发明保护的范围。
18.请参阅图1~图2,本发明实施例包括:如图1和图2所示的防工件上接插件孔变形的压铆螺钉压铆工装,用于工件上压铆螺钉9的压铆,并避免工件5上位于压铆螺钉9附近的接插件孔的变形,包括:上模组件和下模组件,上模组件和下模组件安装在压铆机床上,通过压铆机床进行上模组件的上下动作。
19.上模组件包括主轴8、推板2、防涨销3、弹簧7和上定位座4,推板2可相对升降地设置在上定位座4下方,主轴8从上定位座4向下贯穿延伸至推板2中。如图2所示,推板2顶面内凹设置有与主轴8对应的导向孔23,组装便利,并有利于推板2相对主轴8的上下移动。
20.如图1所示,主轴8上设置有位于上定位座4上方的限位螺母6,进行上定位座4在主轴8上的位置高度限位。主轴8外圆上设置有一段与限位螺母6对应的外螺纹,方便进行限位
螺母6的调节,改变上定位座4与推板2的相对间距。主轴8顶部设置有上安装柄81,通过上安装柄81将主轴8安装在压铆机床上。
21.在本实施例中,主轴8外圆两侧内凹设置有沿主轴8的轴向延伸的导向滑槽82,导向孔23中外凸设置有与导向滑槽82对应的定位块21,避免推板2相对主轴8的扭转问题。
22.推板2底面内凹设置有与导向孔23相连通并与防涨销3对应的第一避让孔22,防涨销3设置在主轴8的底部并位于第一避让孔22中,在本实施例中,防涨销3与主轴8采用螺纹方式连接,方便拆装更换。
23.如图1所示,在本实施例中,防涨销3截面与接插件孔的截面相同,因此,防涨销3截面不局限于图2所示的圆形结构。防涨销3底部设置有指向下方的导向锥体31,防涨销3通过导向锥体31的引导进入工件5上的接插件孔,进行接插件孔的支撑,避免变形缩小的问题。导向锥体31与防涨销3可以采用一体化钢结构,强度高。
24.弹簧7套设在主轴8上并位于推板2与上定位座4之间,通过弹簧7进行推板2的弹性支撑。如图1所示,上定位座4底部内凹设置有与弹簧7对应的安装孔41,有利于弹簧7顶部的隐藏,控制推板2与上定位座4的间距以及推板2的行程。
25.在本实施例中,下模组件包括下定位座1及位于下定位座1下方的下安装柄10,下安装柄10顶部与下定位座1底部采用螺纹方式连接,拆装便利。下定位座1通过下安装柄10固定在压铆机床上,并位于上模组件的下方。
26.下定位座1顶面内凹设置有与防涨销3及导向锥体31对应的第二避让孔11,有利于防涨销3及导向锥体31在压铆螺钉压铆过程中进入第二避让孔11。下定位座1中设置有与压铆螺钉9一一对应的定位孔12,进行压铆螺钉9下压的导向,避免偏斜。如果有多个压铆螺钉9围绕在工件5上的接插件孔四周,就需要多个定位孔12,一次进行多个压铆螺钉9的定位和压铆。
27.在本实施例中,工件5上设置有与压铆螺钉9一一对应的插孔,压铆前先将工件5放置在下定位座1上,再将压铆螺钉9底部插入工件5上的插孔,并延伸至对应的定位孔12中。
28.如图1所示,压铆前,防涨销3顶部与第一避让孔22顶部接触时,导向锥体31顶部位于第一避让孔22中,此时,导向锥体31顶部与推板2底面的间距小于推板2顶部与上定位座4底部的间距,确保在压铆过程中,推板2与上定位座4接触之前,使得防涨销3底部进入工件5上的接插件孔,然后推板2与上定位座4接触,推板2在上定位座4作用下继续下压,完成对压铆螺钉的压铆,并通过防涨销3对接插件孔进行支撑,避免接插件孔变形收缩的问题,并迫使工件上被压铆螺钉挤涨的材料堆入压铆螺钉的凹穴结构中,提升了压铆螺钉的牢固度和可靠性。
29.综上,本发明指出的一种防工件上接插件孔变形的压铆螺钉压铆工装,可以进行工件上接插件孔四周多个压铆螺钉的同步压铆,并避免接插件孔的变形问题,提升了压铆螺钉压铆生产的效率和安装可靠性。
30.以上仅为本发明的实施例,并非因此限制本发明的专利范围,凡是利用本发明说明书内容所作的等效结构或等效流程变换,或直接或间接运用在其它相关的技术领域,均同理包括在本发明的专利保护范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1