一种汽车配件加工处理装置的制作方法
1.本发明涉及汽车配件加工领域,尤其涉及一种汽车配件加工处理装置。
背景技术:
2.专利号为cn207695377u的专利公开了一种汽车配件折弯装置,涉及折弯附属装置的技术领域,特别是涉及一种汽车配件折弯装置,提高对汽车配件的固定效果,防止汽车配件在折弯的过程中发生偏移,提高折弯精度;并且可以快速对汽车配件进行定位,提高工作效率;包括工作台、支架和顶板,顶板顶端设置有气缸,气缸的底部输出端设置有驱动杆,并在驱动杆的底端设置有上模座,工作台的顶端设置有下模座,上模座和下模座上下对应设置,还包括左卡板、右卡板、左限位板、右限位板、左弹簧组和右弹簧组,下模座内部的左端和右端分别设置有左空腔和右空腔,下模座顶端的左侧和右侧分别设置有左通孔和右通孔,左卡板和右卡板均为“l”型结构,左卡板和右卡板左右相对设置,左卡板和右卡板之间的距离与待折弯汽车配件的长度相匹配。
3.上述专利提供了一种汽车配件折弯装置,但是上述专利只能够对配件进行夹紧并折弯,无法在折弯时实现打孔的功能,而且在折弯时汽车配件容易向内收缩变形。
技术实现要素:
4.为了解决上述问题,需要提供一种汽车配件加工处理装置。
5.技术方案如下:一种汽车配件加工处理装置,包括有工作台、二号气缸、升降压紧块、滑动升降板、连接弹簧、第一齿条、升降折弯块、第二齿条、限位挡块、底部支撑板、侧防护板、固定支撑杆、直齿轮、固定框、固定垫块、滑动架、第二支撑弹簧、限位组件、推送机构和冲孔机构,工作台上安装有二号气缸,升降压紧块与工作台滑动连接,升降压紧块内滑动连接有滑动升降板,二号气缸的伸缩杆连接滑动升降板,滑动升降板的与升降压紧块之间连接有连接弹簧,升降压紧块外固定连接有第一齿条,工作台上设有底部支撑板,底部支撑板两侧固定有侧防护板,侧防护板上固定有固定支撑杆,固定支撑杆上转动连接有直齿轮,工作台内固定有固定框,固定框上滑动连接有滑动架,滑动架与固定框之间连接有第二支撑弹簧,工作台上还设有固定垫块,工作台内滑动连接有升降折弯块,升降折弯块上固定有第二齿条,第一齿条和第二齿条分别从两侧与直齿轮啮合,限位组件包括有滑动卡块和卡位弹簧,侧防护板内滑动连接有滑动卡块,滑动卡块与侧防护板之间连接有卡位弹簧,限位机构用于限制滑动架的位置,推送机构安装在工作台上,推送机构用于向设备内推送原料,冲孔机构安装在升降压紧块内,冲孔机构用于在原料板上冲孔。
6.进一步的,推送机构包括有三号气缸、连接推杆、滑动推板、缓冲弹簧、第二冲孔件和两侧夹紧组件,升降折弯块上开设有废屑排出口,工作台上安装有三号气缸,三号气缸的伸缩杆与连接推杆相连,连接推杆两侧设有第二冲孔件,第二冲孔件共同滑动连接有滑动推板,第二冲孔件可从滑动推板中向前伸出,滑动推板与连接推杆之间连有缓冲弹簧,两侧夹紧组件滑动设于侧防护板内,两侧夹紧组件用于夹紧折弯后的工件。
7.进一步的,两侧夹紧组件包括有配重块、拉绳、导线轮、滑动块、夹紧块和夹紧弹簧,侧防护板内滑动连接有滑动块,滑动块内滑动连接有夹紧块,夹紧块与滑动块之间连接有夹紧弹簧,工作台上转动连接有导线轮,滑动块上固定有拉绳,拉绳穿过工作台上的导线轮固定在配重块上,配重块可通过拉绳拉动滑动块复位。
8.进一步的,冲孔机构包括有第一冲孔件、第一支撑弹簧、限位板和协同移动组件,升降压紧块内滑动连接有第一冲孔件,升降压紧块内固定有限位板,限位板与第一冲孔件滑动连接,第一冲孔件与限位板之间连接有第一支撑弹簧,协同移动组件安装在升降压紧块和滑动升降板内,协同移动组件用于使升降压紧块和滑动升降板同步移动。
9.进一步的,协同移动组件包括有固定挡板、滑动连接杆和拉簧,工作台上固定有固定挡板,升降压紧块内滑动连接有滑动连接杆,升降压紧块和滑动连接杆之间连接有拉簧,固定挡板限制滑动连接杆的位置,使得升降压紧块和滑动升降板能够同步移动。
10.进一步的,还包括有防变形组件,防变形组件包括有固定杆、压紧弹簧、压紧杆、内侧支撑杆、连接架、移动推杆、滑动垫板和回位弹簧,升降压紧块上固定有固定杆,固定杆内滑动连接压紧杆,压紧杆和固定杆之间连接有压紧弹簧,固定杆上固定有内侧支撑杆,升降压紧块上固定有连接架,连接架上固定有移动推杆,工作台上滑动设有滑动垫板,滑动垫板与侧防护板滑动连接,滑动垫板与侧防护板之间连接有回位弹簧。
11.进一步的,工作台还包括有送料机构,送料机构用于向前推送原料板,送料机构包括有存料箱、一号气缸、推料板、固定支板和顶紧组件,工作台表面设有存料箱,工作台上还设有固定支板,固定支板上安装有一号气缸,一号气缸的伸缩杆连接推料板,推料板与固定支板滑动连接,推料板位于存料箱和固定支板之间,推料板上设有顶紧组件,顶紧组件将推料板外侧的料板顶紧。
12.进一步的,顶紧组件包括有顶紧推块和顶紧弹簧,推料板内滑动连接有顶紧推块,顶紧推块与推料板之间连接有顶紧弹簧。
13.进一步的,还包括有滑动限位杆、复位弹簧、顶出弹簧、滑动挡块、滑动推杆和回力弹簧,侧防护板内滑动连接有滑动限位杆,滑动限位杆与侧防护板之间连接有复位弹簧,滑动限位杆与滑动卡块滑动连接,滑动限位杆的后侧滑动连接有滑动挡块,滑动挡块与滑动限位杆之间连接有顶出弹簧,侧防护板内滑动连接有滑动推杆,滑动推杆与侧防护板之间连接有回力弹簧。
14.有益效果是:1、放置料板时,限位挡块能够为其提供定位,避免料板推送过远而影响加工效果,折弯时,升降折弯块、滑动架、滑动推板和固定垫块共同配合将料板折弯,折弯后限位组件能够限制滑动架的位置,避免滑动架自动上升影响加工进程,随后在推送机构和冲孔机构的配合下将料板加工完毕,实现折弯和冲孔的功能。
15.2、三号气缸通过连接推杆推动第二冲孔件向前移动将料板上冲孔,冲孔时产生的废料会从废屑排出口中排出,冲孔完毕后升降折弯块上升,三号气缸又能够通过连接推杆和缓冲弹簧带动滑动推板将料板向前推送,采用同一个结构实现两种功能。
16.3、折弯时,料板会将夹紧块推入滑动块内,随后夹紧块在夹紧弹簧的作用下将料板夹紧,推送料板时,夹紧块和滑动块会随料板同步向前移动,避免在移动的过程中料板的位置产生偏移。
17.4、二号气缸推动滑动升降板下降时能够通过协同移动组件带动升降压紧块同步移动,当升降压紧块与料板接触时,协同移动组件又能使滑动升降板与升降压紧块脱离同步移动状态,通过协同移动组件实现滑动升降板与升降压紧块连接与否,使滑动升降板与升降压紧块能够实现同步移动或分散移动两种功能。
18.5、在冲孔时,压紧杆能够将料板折弯处压紧,内侧支撑杆能够从料板竖直壁的内侧对料板进行支撑,滑动垫板能够为料板竖直板的底部撑住料板,避免在冲孔时料板产生形变。
19.6、送料时,一号气缸推动推料板移动,推料板与顶紧推块配合将料板向前推送,在推送的同时能够将料板从内侧撑紧,避免料板向侧方滑动偏移。
20.7、当滑动推板向前滑动时,回力弹簧将滑动推杆向前推送,滑动推杆移动到滑动挡块的前侧,滑动推板向后滑动时会带动滑动推杆向后滑动,滑动推杆通过滑动挡块带动滑动限位杆向后滑动,滑动限位杆会将滑动卡块向外侧拨动,使得滑动卡块从滑动架中滑出,实现自动松开滑动架的功能。
附图说明
21.图1为本发明整体前侧的立体结构示意图。
22.图2为本发明右侧的立体结构示意图。
23.图3为本发明滑动垫板处的立体结构示意图。
24.图4为本发明升降压紧块处的立体结构示意图。
25.图5为本发明升降折弯块的立体结构示意图。
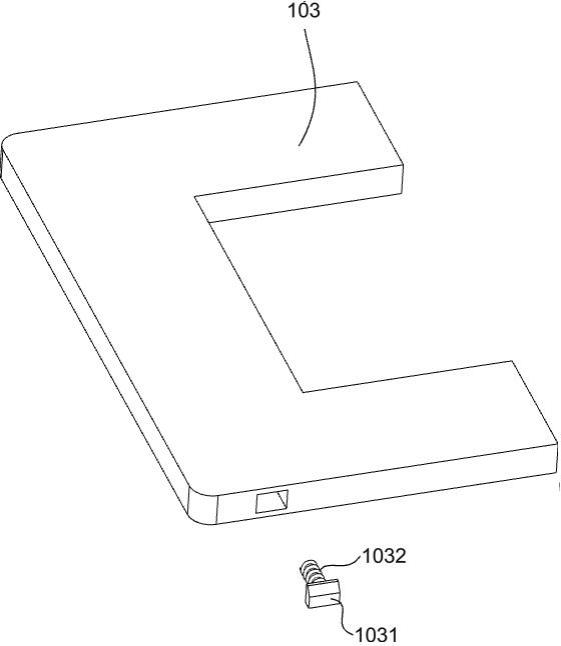
26.图6为本发明推料板上的顶紧组件的立体结构示意图。
27.图7为本发明箱体内侧的立体结构示意图。
28.图8为本发明三级气缸处的立体结构示意图。
29.图9为本发明滑动块的立体结构示意图。
30.图10为本发明升降压紧块的立体结构示意图。
31.图11为本发明滑动升降板的立体结构示意图。
32.图12为本发明侧防护板内的立体结构示意图。
33.图13为本发明滑动限位杆的立体结构示意图。
34.附图标记中:1、工作台,101、存料箱,102、一号气缸,103、推料板,1031、顶紧推块,1032、顶紧弹簧,104、固定支板,2、二号气缸,201、固定挡板,202、升降压紧块,203、滑动升降板,204、连接弹簧,205、第一冲孔件,206、滑动连接杆,207、拉簧,208、第一支撑弹簧,209、限位板,210、第一齿条,211、升降折弯块,2111、废屑排出口,212、第二齿条,213、限位挡块,214、固定杆,215、压紧弹簧,216、压紧杆,217、内侧支撑杆,3、底部支撑板,301、侧防护板,302、固定支撑杆,303、直齿轮,304、固定框,305、固定垫块,306、滑动架,307、第二支撑弹簧,4、三号气缸,401、连接推杆,402、滑动推板,403、缓冲弹簧,404、第二冲孔件,5、配重块,501、拉绳,502、导线轮,503、滑动块,504、夹紧块,505、夹紧弹簧,6、滑动限位杆,601、滑动卡块,602、卡位弹簧,603、复位弹簧,604、顶出弹簧,605、滑动挡块,606、滑动推杆,607、回力弹簧,7、连接架,701、移动推杆,702、滑动垫板,703、回位弹簧。
具体实施方式
35.下面参照附图对本发明的实施例进行详细描述。
36.实施例1一种汽车配件加工处理装置,如图1-图13所示,包括有工作台1、二号气缸2、升降压紧块202、滑动升降板203、连接弹簧204、第一齿条210、升降折弯块211、第二齿条212、限位挡块213、底部支撑板3、侧防护板301、固定支撑杆302、直齿轮303、固定框304、固定垫块305、滑动架306、第二支撑弹簧307、限位组件、推送机构和冲孔机构,工作台1上安装有二号气缸2,升降压紧块202与工作台1滑动连接,升降压紧块202内滑动连接有滑动升降板203,二号气缸2的伸缩杆连接滑动升降板203,滑动升降板203的与升降压紧块202之间连接有连接弹簧204,连接弹簧204的两端分别固定在滑动升降板203和升降压紧块202上,二号气缸2通过滑动升降板203带动升降压紧块202升降,升降压紧块202外固定连接有第一齿条210,工作台1上设有底部支撑板3,底部支撑板3两侧固定有侧防护板301,侧防护板301上固定有固定支撑杆302,固定支撑杆302上转动连接有直齿轮303,工作台1内固定有固定框304,固定框304上滑动连接有滑动架306,滑动架306与固定框304之间连接有第二支撑弹簧307,第二支撑弹簧307的两端分别固定在滑动架306和固定框304上,工作台1上还设有固定垫块305,固定垫块305的顶面为弧面,以使料板折弯后的折弯处为弧面,工作台1内滑动连接有升降折弯块211,升降折弯块211上固定有第二齿条212,第一齿条210和第二齿条212分别从两侧与直齿轮303啮合,限位组件包括有滑动卡块601和卡位弹簧602,侧防护板301上开设有矩形通孔,侧防护板301上的矩形通孔内滑动连接有滑动卡块601,滑动卡块601上设有梯形通孔,滑动卡块601与侧防护板301之间连接有卡位弹簧602,卡位弹簧602的两端分别固定在侧防护板301和滑动卡块601上,推送机构安装在工作台1上,推送机构用于向设备内推送原料,冲孔机构安装在升降压紧块202内,冲孔机构用于在原料板上冲孔。
37.加工时,先将原料板放在滑动架306顶部,当原料板与升降折弯块211上的限位挡块213接触时,启动二号气缸2,二号气缸2带动升降压紧块202上升,升降压紧块202带动第一齿条210上升,第一齿条210通过直齿轮303带动第二齿条212下降,第二齿条212下降带动升降折弯块211下降,由于工作台1的表面呈台阶状,升降折弯块211下降时将原料板和滑动架306下压,第二支撑弹簧307被压缩,当原料板下降到与底部支撑板3等高时,限位组件将支撑板卡住,原料板折弯部分与固定垫块305的表面接触,升降折弯块211与工作台1配合将原料板折弯,由于升降折弯块211与原料板折弯处接触的面为弧面,且原料板被折弯后底部的固定垫块305的面同样为弧面,使得原料板被折弯的部分呈弧形,随后启动推送机构,推送机构从后侧接触折弯后的原料板,推送机构将折弯后的原料板的竖直壁上冲切出两个通孔,随后推送机构向后滑动复位,此时二号气缸2带动升降压紧块202下降,升降压紧块202上的第一齿条210通过直齿轮303带动第二齿条212上升,第二齿条212带动升降折弯块211上升,升降折弯块211上升就会将折弯后的原料板松开,此时再次启动推送机构,推送机构向前推送折弯后的原料板,当折弯后的原料板被推送到升降压紧块202底部时,推送机构停止运行,此时升降压紧块202在二号气缸2的推动下继续下降并压紧原料板,此时启动冲孔机构,冲孔机构在原料板上冲孔,冲孔完毕后,启动二号气缸2带动升降压紧块202上升,使升降压紧块202与折弯后的料板脱离,随后在控制推送机构向后移动复位,加工完毕的成品被工作人员取出,实现自动折弯并冲孔的功能。
38.如图4、图7和图8所示,推送机构包括有三号气缸4、连接推杆401、滑动推板402、缓冲弹簧403、第二冲孔件404和两侧夹紧组件,升降折弯块211上开设有废屑排出口2111,冲孔时产生的废料会从废屑排出口2111中掉出,工作台1上安装有三号气缸4,三号气缸4的伸缩杆与连接推杆401相连,连接推杆401两侧设有第二冲孔件404,两个第二冲孔件404分别对应升降折弯块211上的两个废屑排出口2111,第二冲孔件404共同滑动连接有滑动推板402,第二冲孔件404可从滑动推板402中向前伸出,滑动推板402与连接推杆401之间连有缓冲弹簧403,缓冲弹簧403的两侧分别固定在滑动推板402和连接推杆401之间,两侧夹紧组件滑动设于侧防护板301内,两侧夹紧组件用于夹紧折弯后的工件。
39.当原料板被折弯后,两侧夹紧机构将原料板夹紧,启动三号气缸4,三号气缸4将向前推动连接推杆401并压缩缓冲弹簧403,连接推杆401推动第二冲孔件404向前移动并将原料板冲孔,冲孔的废料经过升降折弯块211上的废屑排出口2111向外滚落进入工作台1上的回收框内,随后控制三号气缸4向后拉动连接推杆401,第二冲孔件404随之向后移动,缓冲弹簧403逐渐复位,随后关闭三号气缸4,当升降折弯块211上升与原料板脱离接触后,再次启动三号气缸4,三号气缸4推动连接推杆401向前移动,连接推杆401通过缓冲弹簧403带动滑动推板402向前滑动,滑动推板402向前滑动时带动原料板向前移动,此时两侧夹紧机构随原料板逐渐向前滑动,避免原料板在移动的过程中发生偏移,当原料板移动到冲孔机构底部时,关闭三号气缸4,当冲孔机构将原料板上冲孔完毕后,冲孔机构上升复位,工人将加工完毕的原料取出后,两侧夹紧组件会被滑动推板402阻挡,三号气缸4拉动连接推杆401向后移动,同时通过缓冲弹簧403带动滑动推板402向后滑动复位,两侧夹紧机构会随滑动推板402逐渐向后滑动复位,实现推送原料并在原料板上冲孔的功能。
40.如图8和图9所示,两侧夹紧组件包括有配重块5、拉绳501、导线轮502、滑动块503、夹紧块504和夹紧弹簧505,侧防护板301的内侧开设有滑槽,侧防护板301内滑动连接有滑动块503,滑动块503上开有凹槽,滑动块503的凹槽内滑动连接有夹紧块504,夹紧块504与滑动块503之间连接有夹紧弹簧505,夹紧弹簧505的两端分别固定在夹紧块504和滑动块503上,工作台1上转动连接有导线轮502,滑动块503上固定有拉绳501,拉绳501穿过工作台1上的导线轮502固定在配重块5上,配重块5可通过拉绳501拉动滑动块503复位。
41.升降折弯块211将原料板折弯的过程中,原料板逐渐向下移动,原料板的竖直壁向下移动的过程中会与滑动块503内的夹紧块504接触,由于夹紧块504的顶壁为斜面,夹紧块504会被原料板推回滑动块503内,同时压缩夹紧弹簧505,夹紧块504就会从原料板的两侧将其夹紧,当三号气缸4通过滑动推板402向前推送原料板时,原料板两侧的滑动块503会随之向前滑动,同时通过拉绳501将配重块5向上拉起,夹紧块504能够随原料板向前滑动,以避免原料板的位置发生偏移,当将原料板从两侧的夹紧块504中部取出后,夹紧弹簧505将夹紧块504从滑动块503中推出,此时夹紧块504会别滑动推板402阻挡,导致滑动块503无法向后滑动,当三号气缸4通过连接推杆401和缓冲弹簧403拉动滑动推板402向后滑动复位时,滑动块503才会在配重块5的拉动下向后滑动复位,实现夹紧定位原料板的功能。
42.如图3、图10和图11所示,冲孔机构包括有第一冲孔件205、第一支撑弹簧208、限位板209和协同移动组件,升降压紧块202内滑动连接有第一冲孔件205,第一冲孔件205可从升降压紧块202的底部向下滑出,第一冲孔件205的顶部开有通孔,升降压紧块202内固定有限位板209,限位板209位于第一冲孔件205顶部的通孔内,限位板209与第一冲孔件205滑动
连接,第一冲孔件205与限位板209之间连接有第一支撑弹簧208,第一支撑弹簧208的两端分别固定在限位板209和第一冲孔件205上,协同移动组件安装在升降压紧块202和滑动升降板203内,协同移动组件用于使升降压紧块202和滑动升降板203同步移动。
43.滑动升降板203上设有卡槽,升降压紧块202的前壁顶部开设有矩形通孔,当折弯后的料板被推送到升降压紧块202底部时,二号气缸2正推送滑动升降板203下降,滑动升降板203通过协同移动组件带动升降压紧块202下降,当升降压紧块202与料板接触时,协同移动组件产生变化,此时滑动升降板203能够在升降压紧块202内向下滑动,滑动升降板203与升降压紧块202之间的连接弹簧204被压缩,升降压紧块202就会将料板压紧,滑动升降板203向下滑动一段距离后会与三个第一冲孔件205的顶端接触,随着滑动升降板203继续下降,三个第一冲孔件205会随滑动升降板203向下滑动,第一冲孔件205下降时会沿着升降压紧块202上开设的滑槽滑动,同时压缩第一支撑弹簧208,当第一冲孔件205将原料板的底部冲出通孔后,冲孔产生的废料会通过工作台1和底部支撑板3上的通孔向下掉落,随后控制二号气缸2向上拉动滑动升降板203,滑动升降板203沿升降压紧块202的内部向上滑动,连接弹簧204和第一支撑弹簧208逐渐恢复原状,当第一支撑弹簧208恢复原状后,滑动升降板203与第一冲孔件205脱离接触,随着连接弹簧204复原,滑动升降板203滑动到升降压紧块202内侧的最顶部,此时滑动升降板203将带动升降压紧块202上升一段距离,随着滑动升降板203和升降压紧块202上升,协同移动组件再次移动到滑动升降板203上的卡槽内,以此加固滑动升降板203和升降压紧块202之间的连接,实现在工件上冲孔的功能。
44.如图3和图11所示,协同移动组件包括有固定挡板201、滑动连接杆206和拉簧207,工作台1上固定有固定挡板201,固定挡板201的底面为斜面,升降压紧块202内滑动连接有滑动连接杆206,升降压紧块202和滑动连接杆206之间连接有拉簧207,拉簧207的两端分别固定在升降压紧块202和滑动连接杆206上,固定挡板201限制滑动连接杆206的位置,滑动连接杆206位于固定挡板201的后侧竖直壁时,滑动连接杆206将滑动升降板203和升降压紧块202连接,此时滑动升降板203就与升降压紧块202处于同步移动状态,当滑动连接杆206位于固定挡板201的底部斜面处时,滑动连接杆206逐渐从滑动升降板203中脱离,此时滑动升降板203就与升降压紧块202脱离同步移动状态,使得升降压紧块202和滑动升降板203能够同步移动。
45.在滑动升降板203和升降压紧块202沿固定挡板201下降时,滑动连接杆206的后端卡在滑动升降板203上的卡槽内,当滑动升降板203和升降压紧块202移动到固定挡板201下侧时,拉簧207会将滑动连接杆206向前拉动,滑动连接杆206与滑动升降板203脱离接触,滑动升降板203就会沿着升降压紧块202上开设的凹槽向下滑动;当滑动升降板203上升到与升降压紧块202平齐时,滑动升降板203和连接弹簧204将共同带动升降压紧块202上升,此时滑动连接杆206会随升降压紧块202上升,由于固定挡板201的底部为斜面,滑动连接杆206在上升的过程中会向后滑动并卡入滑动升降板203上的卡槽内,将滑动升降板203和升降压紧块202连接在一起,实现协同移动的功能。
46.如图3和图10所示,还包括有防变形组件,防变形组件包括有固定杆214、压紧弹簧215、压紧杆216、内侧支撑杆217、连接架7、移动推杆701、滑动垫板702和回位弹簧703,升降压紧块202上固定有固定杆214,固定杆214内滑动连接压紧杆216,压紧杆216刚好压在料板的折弯处,压紧杆216和固定杆214之间连接有压紧弹簧215,压紧弹簧215的两端分别固定
在固定杆214和压紧杆216上,固定杆214上固定有内侧支撑杆217,内侧支撑杆217用于支撑料板竖直壁顶部的中空处,升降压紧块202上固定有连接架7,连接架7上固定有移动推杆701,工作台1上滑动设有滑动垫板702,滑动垫板702用于支撑料板两侧底部没有支撑的位置,滑动垫板702与侧防护板301滑动连接,滑动垫板702与侧防护板301之间连接有回位弹簧703,回位弹簧703的两端分别固定在侧防护板301和滑动垫板702上。
47.升降压紧块202下降时,固定杆214、压紧杆216和内侧支撑杆217会随之下降,压紧杆216与料板上的折弯处接触时,升降压紧块202还能继续下降,固定杆214继续下降就会压缩压紧弹簧215,加强压紧杆216对料板的压力,升降压紧块202与料板接触时,内侧支撑杆217会进入料板竖直壁上的空处,从内侧对料板进行支撑,升降压紧块202在下降的同时会带动连接架7和移动推杆701下降,移动推杆701下降时会将滑动垫板702向内侧推送,同时压缩回位弹簧703,滑动垫板702向内滑动会卡在料板折弯处的两侧,使得折弯后的料板的竖直壁底部得到支撑,冲孔完毕后,升降压紧块202上升时,内侧支撑杆217、固定杆214、连接架7和移动推杆701随之上升,压紧弹簧215先恢复原状后再拉动压紧杆216上升,移动推杆701上升的过程中回位弹簧703会逐渐将滑动垫板702向外侧推出,实现支撑料板防止料板变形的功能。
48.如图2-图6所示,工作台1还包括有送料机构,送料机构用于向前推送原料板,送料机构包括有存料箱101、一号气缸102、推料板103、固定支板104和顶紧组件,工作台1表面设有存料箱101,工作台1上还设有固定支板104,固定支板104上安装有一号气缸102,一号气缸102的伸缩杆连接推料板103,推料板103与固定支板104滑动连接,推料板103位于存料箱101和固定支板104之间,推料板103上设有顶紧组件,顶紧组件将推料板103外侧的料板顶紧。
49.向升降折弯块211底部推送料板时,启动一号气缸102,一号气缸102推动推料板103沿固定支板104向前滑动,推料板103向前滑动时顶紧组件始终顶紧其外侧的料板,当料板与升降折弯块211上的限位挡块213接触时,关闭一号气缸102,升降折弯块211将料板下压折弯时,料板从推料板103中脱离,顶紧组件向外滑动,启动一号气缸102拉动推料板103向后移动复位时,存料箱101中的料板会向下掉落在推料板103外侧,并将顶紧组件压回推料板103中,实现自动推送原料的功能。
50.如图6所示,顶紧组件包括有顶紧推块1031和顶紧弹簧1032,推料板103内滑动连接有顶紧推块1031,顶紧推块1031与推料板103之间连接有顶紧弹簧1032,顶紧弹簧1032的两端分别固定在顶紧推块1031和推料板103上,顶紧弹簧1032用于将顶紧推块1031向外推出,使顶紧推块1031将料板顶紧。
51.当推料板103移动到存料箱101的下方时,存料箱101内的料板会向下滑落,并将顶紧推块1031向推料板103内推送,同时压缩顶紧弹簧1032,在顶紧弹簧1032的弹力作用下,顶紧推块1031会始终将料板顶紧,推料板103将料板推送到升降折弯块211底部后,升降折弯块211启动并将料板下压折弯,料板就会与顶紧推块1031脱离接触,此时顶紧弹簧1032会将顶紧推料向外推出,实现顶紧料板的功能。
52.如图12和图13所示,还包括有滑动限位杆6、复位弹簧603、顶出弹簧604、滑动挡块605、滑动推杆606和回力弹簧607,侧防护板301内滑动连接有滑动限位杆6,滑动限位杆6靠近滑动卡块601的一端设有卡钩,滑动限位杆6的直杆穿过滑动卡块601上的梯形通孔,滑动
限位杆6与侧防护板301之间连接有复位弹簧603,复位弹簧603的两端分别固定在侧防护板301和滑动限位杆6上,滑动限位杆6与滑动卡块601滑动连接,滑动限位杆6远离滑动卡块601的一端开设有凹槽,滑动限位杆6的后侧滑动连接有滑动挡块605,滑动挡块605与滑动限位杆6之间连接有顶出弹簧604,顶出弹簧604的两端分别固定在滑动挡块605和滑动限位杆6上,侧防护板301内滑动连接有滑动推杆606,滑动推杆606与侧防护板301之间连接有回力弹簧607,回力弹簧607的两端分别固定在滑动推杆606与侧防护板301之间。
53.升降折弯块211在下降时会带动滑动架306向下滑动并压缩第二支撑弹簧307,滑动架306下降时会将滑动卡块601向外侧推开,当滑动架306与底部支撑板3平齐时,滑动卡块601又在卡位弹簧602的推动下向内滑动并卡入滑动架306两侧的卡槽中;在三号气缸4通过缓冲弹簧403向前推动滑动推板402时,滑动推杆606会在回力弹簧607的作用下逐渐向前滑动,当滑动推杆606与滑动限位杆6上的滑动挡块605接触时,滑动挡块605会被滑动推杆606向下推动,滑动挡块605会缩入滑动限位杆6中并压缩顶出弹簧604,当滑动推杆606继续向前滑动并与滑动挡块605脱离接触后,滑动挡块605会被顶出弹簧604向上推出,当三号气缸4通过缓冲弹簧403拉动滑动推板402向后滑动复位时,滑动推杆606会被滑动推板402带动并向后滑动,同时压缩回力弹簧607,滑动推板402向后滑动时会通过滑动挡块605带动滑动限位杆6向后滑动,同时压缩复位弹簧603,滑动限位杆6向后滑动时会通过滑动卡块601上的斜面将其向外侧推动,使得滑动卡块601从升降架中脱离,当滑动推板402向后滑动复位时,滑动挡块605与侧防护板301接触并向滑动限位杆6内滑动,此时滑动挡块605与滑动推杆606脱离接触,随后在复位弹簧603的弹力作用下,滑动限位杆6会向前滑动复位,滑动卡块601在卡位弹簧602的弹力作用下向内侧滑出,实现自动松开滑动架306的功能。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1