激光旋切加工装置及其控制方法、控制器、存储介质
1.本技术涉及激光振镜技术领域,具体涉及一种激光旋切加工装置及其控制方法、控制器、存储介质。
背景技术:
2.在激光切割技术中,激光旋切加工装置由振镜和辅助系统组成,目前常见的激光旋切加工装置使用二轴振镜,通过两个电机控制振镜镜片旋转,以使激光束的焦点在x轴方向和y轴方向上移动,进而实现激光加工处理;
3.在激光旋切加工装置通过二轴振镜进行激光加工的过程中,由于激光束的焦点调节范围和入射角度范围有限,激光体现为平行入射,导致现有激光旋切加工装置加工所得的微孔锥度大,且无法加工自由曲面,难以在自由曲面上加工孔结构。
技术实现要素:
4.本技术实施例提供一种激光旋切加工装置控制方法、控制器、存储介质,至少能实现焦点大范围调节、入射角度调整等功能,使激光体现为倾斜入射,进而进行自由曲面上各种异形孔、无锥孔和逆锥孔的激光加工处理。
5.第一方面,本技术实施例提供了一种激光旋切加工装置,所述装置包括,第第一伺服电机、第二伺服电机、第三伺服电机、第四伺服电机、第一振镜和第二振镜;
6.在所述第一振镜将激光束反射至所述第二振镜,所述第二振镜将所述激光束反射至加工平面的过程中,所述第一伺服电机和所述第三伺服电机分别用于驱动所述第二伺服电机和所述第四伺服电机旋转,所述第二伺服电机和所述第四伺服电机分别用于驱动所述第一振镜和所述第二振镜旋转,以控制所述激光束对所述加工平面与加工孔位边缘的切点进行激光切割处理。
7.在一些实施例中,所述装置还包括直线模组、第一扩束镜和第二扩束镜,所述直线模组与所述第一扩束镜连接,所述第二扩束镜与所述第一扩束镜平行设置,所述第一扩束镜和所述第二扩束镜均被所述激光束经过,所述直线模组用于驱动所述第一扩束镜沿所述激光束方向移动,以改变所述激光束的焦距。
8.在一些实施例中,所述第一伺服电机和所述第三伺服电机用于根据所述激光束的焦距控制所述加工平面以所述第二振镜为球心旋转,以使所述加工平面与所述加工孔位边缘相切。
9.在一些实施例中,所述第一伺服电机和所述第三伺服电机用于,在对所述加工平面与所述加工孔位边缘的切点进行激光切割处理之后,控制所述加工平面沿所述加工孔位边缘转动。
10.第二方面,本技术实施例提供了一种激光旋切加工装置控制方法,所述方法应用于激光旋切加工装置的控制器,所述装置包括,第一伺服电机、第二伺服电机、第三伺服电机、第四伺服电机,所述方法包括:
11.在所述第一振镜将激光束反射至所述第二振镜,所述第二振镜将所述激光束反射至加工平面的过程中,控制所述第一伺服电机和所述第三伺服电机分别驱动所述第二伺服电机和所述第四伺服电机旋转;
12.控制所述第二伺服电机和所述第四伺服电机分别驱动所述第一振镜和所述第二振镜旋转,以使所述激光束对所述加工平面与加工孔位边缘的切点进行激光切割处理。
13.在一些实施例中,所述装置还包括直线模组、第一扩束镜和第二扩束镜,所述直线模组与所述第一扩束镜连接,所述第二扩束镜与所述第一扩束镜平行设置,所述第一扩束镜和所述第二扩束镜均被所述激光束经过,所述方法包括:
14.控制所述直线模组驱动所述第一扩束镜沿所述激光束方向移动,以改变所述激光束的焦距。
15.在一些实施例中,控制所述第一伺服电机和所述第三伺服电机分别驱动所述第二伺服电机和所述第四伺服电机旋转,还包括:
16.通过所述第一伺服电机和所述第三伺服电机根据所述激光束的焦距控制所述加工平面以所述第二振镜为球心旋转,以使所述加工平面与所述加工孔位边缘相切。
17.在一些实施例中,所述对所述加工平面与所述加工孔位边缘的切点进行激光切割处理之后,所述方法还包括:
18.通过所述第一伺服电机和所述第三伺服电机控制所述加工平面沿所述加工孔位边缘转动。
19.第三方面,本技术实施例提供了一种控制器,包括存储器、处理器及存储在所述存储器上并可在所述处理器上运行的计算机程序,所述处理器执行所述计算机程序时实现如第二方面中任意一项实施例所述的激光旋切加工装置控制方法。
20.第四方面,本技术实施例提供了一种计算机可读存储介质,存储有计算机可执行指令,计算机可执行指令用于执行如第二方面中任意一项实施例所述的激光旋切加工装置控制方法。
21.本发明实施例包括一种激光旋切加工装置控制方法、控制器、存储介质,其中,所述装置包括,第一伺服电机、第二伺服电机、第三伺服电机、第四伺服电机、第一振镜和第二振镜,所述第一伺服电机与第二伺服电机连接,所述第二伺服电机与所述第一振镜连接,所述第三伺服电机与第四伺服电机连接,所述第四伺服电机与所述第二振镜连接,在所述第一振镜将激光束反射至所述第二振镜,所述第二振镜将所述激光束反射至加工平面的过程中,所述第一伺服电机和所述第三伺服电机用于驱动所述第二伺服电机和所述第四伺服电机旋转,以使所述加工平面与加工孔位边缘相切,所述第二伺服电机和所述第四伺服电机用于驱动所述第一振镜和所述第二振镜旋转,以使所述激光束的焦点在所述加工平面内移动,进而对所述加工平面与所述加工孔位边缘的切点进行激光切割处理,能有效扩大焦点调节范围和激光入射角度范围,使激光体现为倾斜入射,进而进行自由曲面上各种异形孔、无锥孔和逆锥孔的激光加工处理。
附图说明
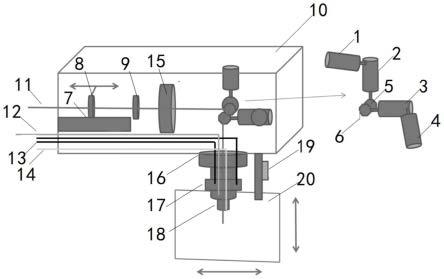
22.图1为本技术一实施例提出的激光旋切加工装置的结构示意图;
23.图2为本技术一实施例提出的使用二轴振镜加工微孔时的示意图;
24.图3为本技术一实施例提出的本技术激光旋切加工装置加工微孔时的示意图;
25.图4为本技术另一实施例提出的激光旋切加工装置进行平面加工时的示意图;
26.图5为本技术另一实施例提出的激光旋切加工装置进行曲面加工时的示意图;
27.图6为本技术另一实施例提出的激光旋切加工装置控制方法的流程图;
28.图7为本技术另一实施例提出的激光旋切加工装置控制方法改变所述激光束的焦距的流程图;
29.图8为本技术另一实施例提出的激光旋切加工装置控制方法控制所述加工平面旋转的流程图;
30.图9为本技术另一实施例提出的激光旋切加工装置控制方法控制所述加工平面旋转的另一流程图;
31.图10本技术另一实施例提出的控制器的结构图。
32.附图标记:1、第一伺服电机;2、第二伺服电机;3、第三伺服电机;4、第四伺服电机;5、第一振镜;6、第二振镜;7、直线模组;8、第一扩束镜;9、第二扩束镜;10、装置外壳;11、激光束线路;12、抽风吸气线路;13、冷却水路;14、吹辅助气体线;15、物镜;16、场镜;17、激光头冷却套;18、吸气口;19、相机和led光源;20、xy工作台。
具体实施方式
33.为了使本技术的目的、技术方案及优点更加清楚明白,以下结合附图及实施例,对本技术进行进一步详细说明。应当理解,此处所描述的具体实施例仅用以解释本技术,并不用于限定本技术。
34.在一些实施例中,虽然在系统示意图中进行了功能模块划分,在流程图中示出了逻辑顺序,但是在某些情况下,可以以不同于系统中的模块划分,或流程图中的顺序执行所示出或描述的步骤。说明书和权利要求书及上述附图中的术语第一、第二等是用于区别类似的对象,而不必用于描述特定的顺序或先后次序。
35.现有技术中,激光旋切加工装置,即激光切割头,由振镜和辅助系统组成,其中,振镜是一种优良的矢量扫描器件,它是一种特殊的摆动电机,基本原理是通电线圈在磁场中产生力矩,但与旋转电机不同,其转子上通过机械纽簧或电子的方法加有复位力矩,大小与转子偏离平衡位置的角度成正比,当线圈通以一定的电流而转子发生偏转到一定的角度时,电磁力矩与回复力矩大小相等,故不能象普通电机一样旋转,只能偏转,偏转角与电流成正比,它的设计思路完全沿袭电流表的设计方法,镜片取代了表针,而探头的信号由计算机控制的-5v—5v或-10v-+10v的直流信号取代,以完成预定的动作。输入一个位置信号,摆动电机(振镜)就会按一定电压与角度的转换比例摆动一定角度。整个过程采用闭环反馈控制,由位置传感器、误差放大器、功率放大器、位置区分器、电流积分器等五大控制电路共同作用。
36.目前常见的激光旋切加工装置使用二轴振镜,通过两个电机控制振镜镜片旋转,以使激光束的焦点在x轴方向和y轴方向上移动,进而实现激光加工处理,然而在激光旋切加工装置通过二轴振镜进行激光加工的过程中,由于激光束的焦点调节范围和入射角度范围有限,激光体现为平行入射,导致现有激光旋切加工装置加工所得的微孔锥度大,且无法加工自由曲面,难以在自由曲面上加工孔结构。
37.为了解决上述问题,本技术提供了一种激光旋切加工装置及其控制方法、控制器、存储介质,其中,装置包括,第一伺服电机、第二伺服电机、第三伺服电机、第四伺服电机、第一振镜和第二振镜;在第一振镜将激光束反射至第二振镜,第二振镜将激光束反射至加工平面的过程中,第一伺服电机和第三伺服电机分别用于驱动第二伺服电机和第四伺服电机旋转,第二伺服电机和第四伺服电机分别用于驱动第一振镜和第二振镜旋转,以控制激光束对加工平面与加工孔位边缘的切点进行激光切割处理,能有效扩大焦点调节范围和激光入射角度范围,使激光体现为倾斜入射,进而进行自由曲面上各种异形孔、无锥孔和逆锥孔的激光加工处理。
38.下面结合附图,对本技术实施例作进一步描述。
39.参考图1,图1为本技术一实施例提出的激光旋切加工装置的结构示意图;
40.在一些实施例中,激光旋切加工装置包括,第一伺服电机1、第二伺服电机2、第三伺服电机3、第四伺服电机4、第一振镜5和第二振镜6,第一伺服电机1与第二伺服电机2连接,第二伺服电机2与第一振镜5连接,第三伺服电机3与第四伺服电机4连接,第四伺服电机4与第二振镜6连接;
41.在第一振镜5将激光束反射至第二振镜6,第二振镜6将激光束反射至加工平面的过程中,第一伺服电机1和第三伺服电机3用于驱动第二伺服电机2和第四伺服电机4旋转,以使加工平面与加工孔位边缘相切,第二伺服电机2和第四伺服电机4用于驱动第一振镜5和第二振镜6旋转,以使激光束的焦点在加工平面内移动,进而对加工平面与加工孔位边缘的切点进行激光切割处理。
42.在一些实施例中,第一伺服电机1的转子端与第二伺服电机2的外壳中部连接,第一伺服电机1的转子旋转时带动第二伺服电机2进行摆动,第三伺服电机3的转子端与第四伺服电机4的外壳中部连接,第三伺服电机3的转子旋转时带动第四伺服电机4进行摆动,第二伺服电机2的转子和第四伺服电机4的转子分别与第一振镜5和第二振镜6连接,第二伺服电机2和第四伺服电机4相对于现有技术中x轴电机和y轴电机,用于驱动激光束的焦点在x轴和y轴组成的二维加工平面内移动,第一伺服电机1和第三伺服电机3则对应本技术新增的a轴和b轴,a轴对应第二伺服电机2所在轴,b轴对应第四伺服电机4所在轴,进而通过第一伺服电机1和第三伺服电机3可使第二伺服电机2和第四伺服电机4对应的加工平面与第二振镜6为球心转动,实现使激光体现为倾斜入射,进而进行自由曲面上各种异形孔、无锥孔和逆锥孔的激光加工处理的效果。
43.在一些实施例中,倾斜入射是指相对与被加工材料的外切面倾斜入射。
44.在一些实施例中,加工平面是一种圆形的假想平面,表征在第二伺服电机2和第四伺服电机4的控制下,激光束的有效作用区域,即激光旋切加工装置可以对加工平面内加工材料进行切割处理。
45.在一些实施例中,激光旋切加工装置还包括直线模组7、第一扩束镜8和第二扩束镜9,直线模组7与第一扩束镜8连接,第二扩束镜9与第一扩束镜8平行设置,第一扩束镜8和第二扩束镜9均被激光束经过,直线模组7用于驱动第一扩束镜8沿激光束方向移动,以改变激光束的焦距。
46.在一些实施例中,激光旋切加工装置还包括直线模组7、第一扩束镜8和第二扩束镜9形成的焦点调节轴,第一扩束镜8使用直线模组7左右移动,调整第一扩束镜8和第二扩
束镜9之间的距离,可以改变调整激光焦距,可以调节激光束的焦点,进而与第一伺服电机1、第二伺服电机2、第三伺服电机3和第四伺服电机4联动控制z轴的高度,进而实现五轴联动和二轴半联动,激光倾斜入射,焦点可调,实现自由曲面上加工各种异形孔和无锥孔或逆锥孔加工。
47.在一些实施例中,激光旋切加工装置还包括加工孔位信息获取装置,加工孔位信息获取装置用于获取加工孔位信息,直线模组7用于根据加工孔位信息改变激光束的焦距;第一伺服电机1和第三伺服电机3用于根据激光束的焦距控制加工平面以第二振镜6为球心旋转,直至与加工孔位边缘相切。
48.在一些实施例中,工孔位信息获取装置即为相机和led光源,具体的,在进行平面加工时,使用相机和led光源进行视觉定位和焦距确定,根据孔径大小和焦距位置可以完全确定需要加工孔需要的位置信息;在进行曲面加工时,需要确定加工点相对于振镜的位置坐标以及相切于该位置的平面位置,需要配以探针头或者双目视觉定位等方法,确定需要加工孔需要的位置信息。
49.在一些实施例中,激光旋切加工装置中的第一伺服电机1和第三伺服电机3和/或直线模组7用于,在对加工平面与加工孔位边缘的切点进行激光切割处理之后,控制加工平面沿加工孔位边缘转动,并对加工平面和加工孔位边缘的切点进行激光切割处理。
50.在一些实施例中,在平面加工的过程中,仅需要第一伺服电机1和第三伺服电机3控制第二伺服电机2和第四伺服电机4旋转摆动,即可使加工平面沿着加工孔边缘转动,一伺服电机和第三伺服电机3的插补方式与二轴振镜一致,本技术利用振镜头的倾斜光束功能,更好的完成平面加工。
51.在一些实施例中,在曲面加工的过程中,需要第一伺服电机1和第三伺服电机3控制第二伺服电机2和第四伺服电机4旋转摆动的同时,通过直线模组7驱动第一扩束镜8控制z轴移动,使加工平面沿着加工孔边缘转动,其中,在求解出当前激光加工点到下一目标加工点的移动方式的情况下,一伺服电机、第三伺服电机3和直线模组7共同控制的插补方式与三轴系统类似,通过五轴振镜可实现焦点大范围调节,更好的完成曲面加工。
52.在一些实施例中,参考图1,激光旋切加工装置还包括装置外壳10、激光束线路11、抽风吸气线路12、冷却水路13、吹辅助气体线14、物镜15、场镜16、激光头冷却套17、吸气口18、相机和led光源19和xy工作台20,其中,在外壳10的左半壳体中左边的扩束镜使用直线模组7左右移动,调整两个扩束镜之间的位置,可以改变调整激光焦距,与伺服电机联动控制z轴的高度。增加的伺服电机(第一伺服电机1和第三伺服电机3)控制原有的伺服电机(第二伺服电机2和第四伺服电机4)所在轴,形成类似机械手的结构,四个伺服电机排布位置各垂直于前后上右面,分别和四块控制板相连,其中控制板即为本技术中激光旋切加工装置的控制器,占据外壳10的右半壳体的空间,激光通过振镜片后经过场镜,聚焦在工作台上进行加工过程,辅助气体在加工头末端喷出,加工头部分有抽风吸气装置吸取加工碎屑,镜片等部件整体处于封闭壳体中防止碎屑影响加工过程,冷却水冷却激光头部分,进而实现激光加工处理。
53.在一些实施例中,激光旋切加工装置的控制器还包括直线模组对应的控制板,控制器通过对直线模组、第一伺服电机、第二伺服电机、第三伺服电机和第四伺服电机进行共同控制,进而实现激光加工处理。
54.在一些实施例中,本技术中第一振镜和第二振镜的联动误差为1.0μrad,工作8h以上漂移,小于30μrad,调校音圈动态补正曲线驱动误差2μm编码器的分辨率≥40μm/212。
55.在一些实施例中,第一伺服电机、第二伺服电机、第三伺服电机和第四伺服电机等电机为光栅式振镜电机,光栅式振镜电机的运行精度:重复精度<2μrad,零位漂移<15μrad/k,增益漂移<8ppm/k,位置解析度24位。
56.在一些实施例中,直线轴x(由第二伺服电机控制)、y(由第四伺服电机控制)、z轴(由直线模组控制),定位精度≤0.02mm,重复定位精度≤0.015mm;双摆a、c轴,定位精度≤30
″
,重复定位精度≤20
″
。焦点调节范围<2mm;光束倾角范围
±6°
;重复精度≤0.8μm;
57.在一些实施例中,通过本技术中激光旋切加工装置中第一伺服电机、第二伺服电机、第三伺服电机和第四伺服电机控制激光束对斜孔进行加工,加工斜孔最小深径比≥20:1,加工孔径为0.3mm、角度为20
°
的斜孔时,出口与入口直径偏差≤0.03mm,孔内壁粗糙度ra≤0.8μm,重熔层≤0.05mm。
58.参考图2,图2为本技术一实施例提出的使用二轴振镜加工微孔时的示意图;
59.在一些实施例中,如图2所示,图2中图(2.1)为常规激光旋切加工装置对微孔进行加工的加工过程示意图,微孔进行加工的加工过程体现为由内向外分层向下旋切加工,经过多个旋切层次和多个旋切环进行加工,激光束为秒脉冲镭射光,参考图2中图(2.2),图2中图(2.2)为现有技术中,二轴振镜,通过两个电机控制振镜镜片旋转,以使激光束的焦点在x轴方向和y轴方向上移动,进而实现激光加工处理的示意图,然而参考图2中图(2.3)、(2.4)和(2.5),图(2.3)、(2.4)和(2.5)代表二轴振镜加工孔洞时的具体过程,如图(2.3)、(2.4)和(2.5)所示使用二轴振镜加工微孔时,由于振镜与被加工面的距离较远,故激光聚焦在被加工平面做旋转切除动作时候,激光体现为平行入射,加工浅层孔洞时,在孔洞内的激光会进行多次内反射,进一步消融孔洞的底部,导致最后形成带尖角的v型孔洞,影响后续的激光加工处理,具体的,由于激光平行入射存在以下问题:1)孔深增加时候,激光在孔内多重反射,到达深处需要去除的位置的激光通量不足,无法完成材料去除,即使完成去除也会呈现v型的形状,即孔锥度过大;2)当斜孔角度较大时,在机械z轴无法进给,导致斜孔深处无法加工。
60.可以想到的是,由于二轴振镜只能在x轴和y轴上调整激光束的焦点,导致现有激光旋切加工装置加工所得的微孔锥度大,且无法加工自由曲面,难以在自由曲面上加工孔结构,而为解决上述问题,本技术则在二轴振镜的基础上增加两个倾斜控制轴及焦点调节轴,通过在增加的伺服电机控制原有的伺服电机所在轴,形成类似机械手的结构,进而实现四轴联动,激光倾斜入射,焦点可调等功能。
61.参考图3,图3为本技术一实施例提出的本技术激光旋切加工装置加工微孔时的示意图;
62.在一些实施例中,图(3.1)和图(3.2)为本技术中激光束在激光旋切加工装置的控制下,倾斜入射的示意图,其中,为解决上述孔深增加时候,激光在孔内多重反射,到达深处需要去除的位置的激光通量不足,无法完成材料去除,即使完成去除也会呈现v型的形状,即孔锥度过大的问题,可以使激光作用在去除面时带有倾斜角,进而孔深增加时,使激光尽可能在孔内向孔底反射,增加到达深处需要去除的位置的激光的通量,进而更好的完成材料去除。
63.在一些实施例中,图3中图(3.3)和图(3.4)为本技术中第一伺服电机、第二伺服电机、第三伺服电机和第四伺服电机联动,改变激光束入射角度,使得激光束尽可能的垂直加工曲面,进而解决上述当斜孔角度较大时,在机械z轴无法进给,导致斜孔深处无法加工问题,并实现自由曲面上加工各种异形孔和无锥孔或逆锥孔加工的示意图,其中,将伺服电机分为ab和xy两组,a轴伺服电机控制x轴伺服电机所在轴摆动,b轴伺服电机控制x轴伺服电机所在轴摆动,a轴伺服电机对应上述第一伺服电机,b轴伺服电机对应上述第三伺服电机,x轴伺服电机对应上述第二伺服电机,y轴伺服电机对应上述第四伺服电机,xy轴电机的摆动使激光聚焦在图(3.3)中平面1内,定义该平面1为假想平面,假想平面为xy轴电机能控制的加工面,其加工面距离上方振镜的高度即为焦距。
64.在一些实施例中,ab轴电机的摆动可以使xy电机的假想平面以振镜为圆心转动,以a轴摆动为例,其使假想平面沿着x轴摆动(如图(3.3)中激光束焦点由平面1内移动到平面2内,如右图(3.4)中加工平面由平面1转变为平面2),此时xy电机控制的加工区域也向右偏移。
65.在一些实施例中,同理b轴摆动使假想平面沿着y轴摆动。两轴同时作用使假想平面在局部球面上运动,且假想平面始终垂直于振镜,即上述第二振镜,且加工时激光头的位置始终不变,该位置的孔加工完成后激光头移动至下一位置,进而使加工面垂直于振镜,通过五轴振镜改变入射角度,将曲面加工问可以转化为平面加工问题,进而使用平面加工的办法进行加工。
66.参考图4,图4为本技术另一实施例提出的激光旋切加工装置进行平面加工时的示意图;
67.在一些实施例中,进行平面加工包括以下步骤:首先确定代加工点位对应的激光束焦距,
68.1、ab轴摆动,使假想平面相切于加工孔边缘;
69.2、xy轴摆动,去除材料与假想平面相交的区域;
70.3、ab轴摆动,使假想平面沿着加工孔边缘转动。ab二轴的插补方式与二轴振镜一致;
71.4、重复步骤2、3的过程;
72.5、完成该层加工后,直线电机作用使扩束镜移动改变焦距,即移动z轴进给;
73.6、重复步骤1-5的过程直至通孔加工完成。
74.在一些实施例中,ab轴摆动,使假想平面相切于加工孔边缘,进而使激光束相对于材料外切面倾斜入射,能有效扩大焦点调节范围和激光入射角度范围。
75.参考图5,图5为本技术另一实施例提出的激光旋切加工装置进行曲面加工时的示意图;
76.在一些实施例中,进行曲面加工包括以下步骤:首先确定代加工点位对应的激光束焦距,
77.1、ab轴摆动,使假想平面相切于加工孔边缘;
78.2、xy轴摆动,去除材料与假想平面相交的区域;
79.3、z轴移动,ab轴摆动,使假想平面沿着加工孔边缘转动。这里是求解出点到点的移动方式,其插补方式与三轴系统类似;
80.4、重复步骤2、3的过程;
81.5、完成该层加工后,沿着被加工平面法线进给,被加工点的位置更新,重复步骤1-4的过程;
82.6、重复步骤1-5的过程直至通孔加工完成。
83.其中,z轴移动,ab轴摆动,使假想平面沿着加工孔边缘转动,包括,第二振镜由振镜位置1移动到振镜位置2,此时假想平面由假想平面1位置移动到假想平面2位置,进而去除材料与假想平面相交的区域,完成切割处理。
84.在一些实施例中,ab轴摆动,使假想平面相切于加工孔边缘使激光束相对于材料外切面倾斜入射,能有效扩大焦点调节范围和激光入射角度范围,进而进行自由曲面上各种异形孔、无锥孔和逆锥孔的激光加工处理。
85.参考图6,图6为本技术另一实施例提出的激光旋切加工装置控制方法的流程图,方法应用于激光旋切加工装置的控制器,装置包括,第一伺服电机、第二伺服电机、第三伺服电机、第四伺服电机、第一振镜和第二振镜,第一伺服电机与第二伺服电机连接,第二伺服电机与第一振镜连接,第三伺服电机与第四伺服电机连接,第四伺服电机与第二振镜连接,方法包括但不限于步骤s610和步骤s620;
86.步骤s610,在第一振镜将激光束反射至第二振镜,第二振镜将激光束反射至加工平面的过程中,控制第一伺服电机和第三伺服电机分别驱动第二伺服电机和第四伺服电机旋转;
87.步骤s620,控制第二伺服电机和第四伺服电机分别驱动第一振镜和第二振镜旋转,以使激光束对加工平面与加工孔位边缘的切点进行激光切割处理。
88.在一些实施例中,参考图1和上述装置实施例,在第一振镜将激光束反射至第二振镜,第二振镜将激光束反射至加工平面的过程中,第一伺服电机和第三伺服电机用于驱动第二伺服电机和第四伺服电机旋转,以使加工平面与加工孔位边缘相切,第二伺服电机和第四伺服电机用于驱动第一振镜和第二振镜旋转,以使激光束的焦点在加工平面内移动,进而对加工平面与加工孔位边缘的切点进行激光切割处理,进而进行自由曲面上各种异形孔、无锥孔和逆锥孔的激光加工处理。
89.参考图7,图7为本技术另一实施例提出的激光旋切加工装置控制方法改变激光束的焦距的流程图,装置还包括直线模组、第一扩束镜和第二扩束镜,直线模组与第一扩束镜连接,第二扩束镜与第一扩束镜平行设置,激光束经过第一扩束镜和第二扩束镜,方法包括但不限于步骤s710;
90.步骤s710,控制直线模组驱动第一扩束镜沿激光束方向移动,以改变激光束的焦距。
91.在一些实施例中,参考图1和上述装置实施例,第一扩束镜使用直线模组左右移动,调整第一扩束镜和第二扩束镜之间的距离,可以改变调整激光焦距,可以调节激光束的焦点,进而与第一伺服电机、第二伺服电机、第三伺服电机和第四伺服电机联动控制z轴的高度,进而实现五轴联动和二轴半联动,激光倾斜入射,焦点可调,实现自由曲面上加工各种异形孔和无锥孔或逆锥孔加工。
92.参考图8,图8为本技术另一实施例提出的激光旋切加工装置控制方法控制加工平面旋转的流程图,装置还包括加工孔位信息获取装置,加工孔位信息获取装置用于获取加
工孔位信息,方法包括但不限于步骤s810和步骤s820;
93.步骤s810,通过第一伺服电机和第三伺服电机根据激光束的焦距控制加工平面以第二振镜为球心旋转,以使加工平面与加工孔位边缘相切。
94.在一些实施例中,参考图3,根据激光束的焦距控制加工平面以第二振镜为球心旋转,使加工平面相切于加工孔边缘使激光束相对于材料外切面倾斜入射,能有效扩大焦点调节范围和激光入射角度范围,进而进行自由曲面上各种异形孔、无锥孔和逆锥孔的激光加工处理。
95.参考图9,图9为本技术另一实施例提出的激光旋切加工装置控制方法控制加工平面旋转的另一流程图,对加工平面与加工孔位边缘的切点进行激光切割处理之后,方法还包括但不限于步骤s910;
96.步骤s910,通过第一伺服电机和第三伺服电机控制加工平面沿加工孔位边缘转动。
97.在一些实施例中,参考图4和图5,在平面加工的过程中,仅需要第一伺服电机和第三伺服电机控制第二伺服电机和第四伺服电机旋转摆动;在曲面加工的过程中,需要第一伺服电机和第三伺服电机控制第二伺服电机和第四伺服电机旋转摆动的同时,通过直线模组驱动第一扩束镜控制z轴移动,使加工平面沿着加工孔边缘转动。
98.参考图10,本技术实施例还提供了一种控制器1000,包括:存储器1020、处理器1010及存储在存储器上并可在处理器上运行的计算机程序,处理器1010执行计算机程序时实现如上述实施例中任意一项应用于控制器的激光旋切加工装置控制方法,例如,执行以上描述的图6中的方法步骤s610至s620、图7中的方法步骤s710、图8中的方法步骤s810、图9中的方法步骤s910。
99.此外,本技术的一实施例还提供了一种计算机可读存储介质,该计算机可读存储介质存储有计算机可执行指令,该计算机可执行指令被一个或多个控制处理器执行,例如,例如,执行以上描述的图6中的方法步骤s610至s620、图7中的方法步骤s710、图8中的方法步骤s810、图9中的方法步骤s910。
100.本领域普通技术人员可以理解,上文中所公开方法中的全部或某些步骤、系统可以被实施为软件、固件、硬件及其适当的组合。某些物理组件或所有物理组件可以被实施为由处理器,如总处理器、数字信号处理器或微处理器执行的软件,或者被实施为硬件,或者被实施为集成电路,如专用集成电路。这样的软件可以分布在计算机可读介质上,计算机可读介质可以包括计算机存储介质(或非暂时性介质)和通信介质(或暂时性介质)。如本领域普通技术人员公知的,术语计算机存储介质包括在用于存储信息(诸如计算机可读指令、数据结构、程序模块或其他数据)的任何方法或技术中实施的易失性和非易失性、可移除和不可移除介质。计算机存储介质包括但不限于ram、rom、eeprom、闪存或其他存储器技术、cd-rom、数字多功能盘(dvd)或其他光盘存储、磁盒、磁带、磁盘存储或其他磁存储装置、或者可以用于存储期望的信息并且可以被计算机访问的任何其他的介质。此外,本领域普通技术人员公知的是,通信介质通常包含计算机可读指令、数据结构、程序模块或者诸如载波或其他传输机制之类的调制数据信号中的其他数据,并且可包括任何信息递送介质。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1