汽车车架组合焊接装置的制作方法
1.本发明涉及焊接技术领域,尤其涉及一种汽车车架组合焊接装置。
背景技术:
2.汽车车架一般由纵梁和横梁组成的,其形式主要有边梁式和中梁式两种,边梁式车架由两根位于两边的纵梁和若干根横梁组成,通常采用铆接法或者焊接法将纵梁与横梁连接成坚固的刚性构架,因此车架焊接工艺对汽车车架的强度产生直接的影响。
3.中国专利公开号:cn111496448a,公开了一种车架焊接装置;其是通过在装置底框上设置x轴组件与y轴组件,并在y轴组件上部设置z轴组件,实现车架的自动化定位焊接;由此可见,在现有技术中的车架自动化焊仅能根据标定的位置对车架处进行焊接,在进行换位焊接时,缺乏对焊机参数的调整,不但焊接效率较低、焊接质量差,而且导致车架各焊接处的焊接强度难以统一,直接影响汽车车架的结构强度,影响汽车的安全性。
技术实现要素:
4.为此,本发明提供一种汽车车架组合焊接装置,用以克服现有技术中车架自动焊接适应性低导致焊接质量较差的问题。
5.为实现上述目的,本发明提供一种汽车车架组合焊接装置,包括:底板单元,其包括固定底板,所述固定底板上部设置有液压伸缩机构,所述液压伸缩机构一侧设置有夹持移动板,另一侧设置有焊接移动板,液压伸缩机构能够通过调节伸缩控制所述夹持移动板与所述焊接移动板进行相对移动,夹持移动板上部设置有夹持导轨,焊接移动板上部设置有焊接导轨,夹持移动板与焊接移动板下部均设置有若干滚轮,所述滚轮能够在所述固定底板上滚动;夹持单元,其设置在所述夹持移动板上部,所述夹持单元包括夹持移动机构,所述夹持移动机构内部设置有第一导轨轮组,所述第一导轨轮组能够在所述夹持导轨上滚动,用以带动夹持单元在夹持导轨上移动,夹持移动机构上部设置有升降支杆,所述升降支杆用以通过升降控制所述夹持单元的高度,升降支杆上部设置有水平旋转机构,用以控制夹持单元的水平夹持方向,所述水平旋转机构一侧设置有若干夹持臂,用以夹持待加工件,各所述夹持臂端部均设置有夹持转轴,所述夹持转轴能够通过旋转控制被夹持的待加工件进行翻转;焊接单元,其设置在所述焊接移动板上部,所述焊接单元包括焊接移动机构,所述焊接移动机构内部设置有第二导轨轮组,所述第二导轨轮组能够在所述焊接导轨上滚动,用以带动焊接单元在焊接导轨上移动,所述焊接移动机构上部设置有焊接机械臂,所述焊接机械臂端部设置有焊接机构,所述焊接机械臂用以带动所述焊接机构进行三维的空间移动,所述焊接机构用以对待加工件进行焊接,且焊接输出功率可调节,焊接机构一侧设置有超声机构,所述超声机构用以检测待加工件的焊接位置的结构厚度,焊接机构另一侧设置有热成像机构,用以对待加工件的焊接位置进行检测并形成热成像图;
中控单元,其与所述底板单元、所述夹持单元和所述焊接单元分别相连,所述中控单元内部设置有标准焊接厚度范围,在所述焊接机构对待加工件进行焊接前,中控单元根据标准焊接厚度范围对所述超声机构检测待加工件焊接位置的实时结构厚度进行判定,并根据判定结果对焊接机构的焊接输出功率进行调整,在所述焊接机构对待加工件进行焊接时,所述热成像机构将检测的待加工件的焊接位置的实时热成像图传递至中控单元,中控单元根据内部设置的检测焊接温度对实时热成像图进行焊缝区域标记,并确定实时焊缝宽度,中控单元根据内部设置的第一预设焊缝宽度与第二预设焊缝宽度对实时焊缝宽度进行判定,并根据判定结果对所述焊接机构的焊接移速进行调整。
6.进一步地,所述中控单元内设置有标准焊接厚度kb与标准焊接厚度差δkb,在所述焊接机构对待加工件进行焊接前,所述超声机构检测待加工件焊接位置的实时结构厚度ks,中控单元根据待加工件焊接位置的实时结构厚度ks与标准焊接厚度kb计算待加工件焊接位置的实时结构厚度差δks,δks=|kb-ks|,中控单元将实时结构厚度差δks与标准焊接厚度差δkb进行对比,当δks≤δkb时,所述中控单元判定待加工件焊接位置的实时结构厚度差未超出标准焊接厚度差,中控单元不对所述焊接机构的初始焊接输出功率进行调整,焊接机构对待加工件进行焊接;当δks>δkb时,所述中控单元判定待加工件焊接位置的实时结构厚度差已超出标准焊接厚度差,中控单元将根据待加工件焊接位置的实时结构厚度与标准焊接厚度的对比结果对所述焊接机构的初始焊接输出功率进行调整。
7.进一步地,所述中控单元内设置有所述焊接机构的初始焊接输出功率gc,当所述中控单元判定待加工件焊接位置的实时结构厚度差已超出标准焊接厚度差时,中控单元将待加工件焊接位置的实时结构厚度ks与标准焊接厚度kb进行对比,当ks<kb时,所述中控单元判定待加工件焊接位置的实时结构厚度低于标准焊接厚度,中控单元将焊接机构的焊接输出功率调整为gc’,gc’=gc-gc
×
[(kb-ks)kb],焊接机构对待加工件进行焊接;当ks>kb时,所述中控单元判定待加工件焊接位置的实时结构厚度高于标准焊接厚度,中控单元将焊接机构的焊接输出功率调整为gc’,gc’=gc+gc
×
[(ks-kb)ks],焊接机构对待加工件进行焊接。
[0008]
进一步地,所述中控单元内设置有检测焊接温度tj,在所述焊接机构对待加工件进行焊接时,所述热成像机构将检测的待加工件的焊接位置的实时热成像图传递至所述中控单元,中控单元将实时热成像图中超过检测焊接温度tj的区域标记为焊缝区域,并获取焊缝区域的实时焊缝宽度ws,中控单元将对实时焊缝宽度ws进行判定,以确定是否对所述焊接机构的焊接移速进行调整。
[0009]
进一步地,所述中控单元内设置有第一预设焊缝宽度w1与第二预设焊缝宽度w2,其中,w1<w2,中控单元内还设置有所述焊接机构的初始焊接移速vc,在所述焊接机构对待加工件进行焊接时,中控单元将对实时焊缝宽度ws与第一预设焊缝宽度w1和第二预设焊缝宽度w2进行对比,当ws<w1时,所述中控单元判定待加工件的实时焊缝宽度低于第一预设焊缝宽度,中控单元将所述焊接机构的焊接移速调整为vc’,vc’=vc-vc[(w1-ws)/ w1];
当w1≤ws≤w2时,所述中控单元判定待加工件的实时焊缝宽度在第一预设焊缝宽度与第二预设焊缝宽度之间,中控单元将对待加工件的实时焊接温度进行判定,以确定是否对所述焊接机构的焊接状态进行调节;当ws>w2时,所述中控单元判定待加工件的实时焊缝宽度高于第二预设焊缝宽度,中控单元将所述焊接机构的焊接移速调整为vc’,vc’=vc+vc[(ws-w2)/ ws]。
[0010]
进一步地,所述中控单元内设置有焊接最高温度tz,当所述中控单元判定待加工件的实时焊缝宽度在第一预设焊缝宽度与第二预设焊缝宽度之间时,中控单元将在实时热成像图中获取焊缝区域的实时最高温度,并将实时最高温度标记为实时焊接温度ts,中控单元将实时焊接温度ts与焊接最高温度tz进行对比,当ts≤tz时,所述中控单元判定实时焊接温度未超出焊接最高温度,中控单元不对所述焊接机构的焊接状态进行调节;当ts>tz时,所述中控单元判定实时焊接温度已超出焊接最高温度,中控单元将根据实时焊接温度对所述焊接机构的焊接高度进行调整。
[0011]
进一步地,所述中控单元内设置有所述焊接机构的初始焊接高度hc,在所述中控单元判定实时焊接温度已超出焊接最高温度时,中控单元将焊接机构的焊接高度调整为hc’,hc’=hc
×
(ts/tz),中控单元在实时热成像图中获取调整后的焊缝区域的实时最高温度,并将调整后的实时最高温度标记为实时焊接温度ts’,中控单元将调整后的实时焊接温度ts’与调整前的实时焊接温度ts进行对比,当ts’<ts时,所述中控单元判定调整后的实时焊接温度ts’低于调整前的实时焊接温度ts,中控单元将重复上述实时焊接温度与焊接最高温度的对比并对焊接机构的焊接高度调整的操作,直使调整后的实时焊接温度小于等于焊接最高温度时,中控单元判定调整完成;当ts’≥ts时,所述中控单元判定调整后的实时焊接温度ts’不低于调整前的实时焊接温度ts,中控单元将控制所述焊接机构停止焊接。
[0012]
进一步地,所述中控单元内设置有最小焊接移速va,在所述中控单元判定待加工件的实时焊缝宽度低于第一预设焊缝宽度时,中控单元将所述焊接机构的焊接移速调整为vc’,并将焊接移速vc’与最小焊接移速va进行对比,当vc’<va时,所述中控单元判定调整后的焊接移速低于最小焊接移速,中控单元将控制所述焊接机构停止焊接;当vc’≥va时,所述中控单元判定调整后的焊接移速未低于最小焊接移速,中控单元将获取调整后的实时焊缝宽度ws’,并重复上述根据实时焊缝宽度与第一预设焊缝宽度和第二预设焊缝宽度的对比结果对焊接移速调节的操作,直至w1≤ws≤w2时,中控单元停止对所述焊接机构的焊接移速的调整。
[0013]
进一步地,所述中控单元内设置有最大焊接移速vz,在所述中控单元判定待加工件的实时焊缝宽度低于第一预设焊缝宽度时,中控单元将所述焊接机构的焊接移速调整为vc’,并将焊接移速vc’与最大焊接移速vz进行对比,当vc’≤vz时,所述中控单元判定调整后的焊接移速未超出最大焊接移速,中控单元将获取调整后的实时焊缝宽度ws’,并重复上述根据实时焊缝宽度与第一预设焊缝宽度和第二预设焊缝宽度的对比结果对焊接移速调节的操作,直至w1≤ws≤w2时,中控单元停
止对所述焊接机构的焊接移速的调整;当vc’>vz时,所述中控单元判定调整后的焊接移速已超出最大焊接移速,中控单元将控制所述焊接机构停止焊接,进行检查。
[0014]
进一步地,所述中控单元将实时热成像图中超过检测焊接温度tj的区域标记为焊缝区域,中控单元在焊缝区域内获取与所述焊接机构焊接方向垂直的方向作为焊缝方向,获取焊缝区域在焊缝方向上的宽度作为实时焊缝宽度。
[0015]
与现有技术相比,本发明的有益效果在于,通过在底板单元上设置能够进行相对移动的夹持移动板与焊接移动板,分别承载夹持单元与焊接单元,充分提高了组合焊接装置的空间利用率,并通过在焊接单元的焊接机构上设置超声机构与热成像机构,在对待加工件焊接前通过超声机构检测待加工件的焊接位置的结构厚度,并通过设置中控单元根据待加工件的结构厚度对焊接机构的焊接输出功率进行实时调整,保障了焊接机构能够对不同位置工件进行自适应调整,避免在焊接位置结构较薄时出现焊漏,在焊接位置结构较厚时出现焊不足的情况,同时通过设置热成像机构检测焊接完成位置的热成像图,获取待加工件焊接位置的温度分布情况,以确定实时的焊缝区域,根据焊缝宽度对焊接机构的焊接移速进行实时调整,进一步提高了焊接质量。
[0016]
尤其,通过在中控单元内设置标准焊接厚度与标准焊接厚度差,构成标准焊接厚度范围,通过中控单元对超声机构检测的待加工件焊接位置的实时结构厚度进行判定,以确定此时焊接处的工件厚度情况,并以此对焊接机构的初始焊接输出功率进行调整保障待加工件能够充分焊接,提高了焊接质量,同时,还能够通过更改标准焊接厚度与标准焊接厚度差来改变判定范围,适用于不同情况的工件焊接,提高了组合焊接装置的适用性。
[0017]
进一步地,在中控单元判定待加工件焊接位置的实时结构厚度差已超出标准焊接厚度差时,中控单元通过将实时结构厚度与标准焊接厚度进行对比,以确定待加工件焊接位置厚度是低于标准焊接厚度范围或者高于标准焊接厚度范围,并根据待加工件的实际厚度情况对焊接机构的初始的焊接输出功率进行调整,避免在焊接位置结构较薄时出现焊漏,在焊接位置结构较厚时出现焊不足的情况,进一步提高了焊接的适应性,同时避免缺陷产生,提高了焊接的质量。
[0018]
进一步地,通过在中控单元内设置检测焊接温度,利用中控单元根据检测焊接温度对实时热成像图进行焊缝区域的划分,以确定实际的焊接熔融部分,其中,检测焊接温度根据焊接材料的种类而设置,根据已经确定的焊缝区域获取焊缝的实时焊缝宽度,提高了焊缝宽度检测的精准性,保障了焊接操作的正常进行。
[0019]
尤其,通过在中控单元内设置第一预设焊缝宽度与第二预设焊缝宽度,并将获取的实时焊缝宽度与其进行对比,以确定实时焊缝宽度是否达到设定标准,当实时焊缝宽度低于第一预设焊缝宽度时,表示实际的焊缝宽度较低,通过降低焊接机构的焊接移速以提高焊接位置的受热影响范围,从而使焊缝宽度提高,同样的,当实时焊缝宽度高于第二预设焊缝宽度时,表示实际的焊缝宽度较大,通过提高焊接机构的焊接移速以减小焊接位置的受热影响范围,从而使焊缝宽度降低,保障了焊接的质量。
[0020]
进一步地,在中控单元判定待加工件的实时焊缝宽度在第一预设焊缝宽度与第二预设焊缝宽度之间时,通过将实时焊接温度与中控单元内部设置的焊接最高温度进行对比,确定焊缝区域的实时温度状态,当实时焊接温度未超出焊接最高温度时,表示焊接过程
处于正常状态,因此不对焊接机构的焊接状态进行调节,在中控单元判定实时焊接温度已超出焊接最高温度时,表示焊接位置的熔池的温度过高,可能出现烧损情况,因此及时对焊接机构的焊接高度进行调整,以降低实时焊接温度,避免焊接位置的焊接缺陷产生。
[0021]
尤其,在实时焊接温度已超出焊接最高温度时,中控单元根据实时焊接温度与焊接最高温度对焊接机构的焊接高度进行提高调整,增加焊接机构与待加工件的距离,以减小待加工件的实时焊接温度,中控单元并将调整后的实时焊接温度与调整前的实时焊接温度进行对比,以确定是否能够进行有效的温度降低,由于焊接时熔池的温度由焊接输出功率、焊接高度以及焊接材料自身的导热性因素的影响,因此通过对调节后的实时焊接温度进行判定以确定调节效果,在调整后的实时焊接温度仍然未下降时,及时停机,避免出现焊接烧损。
[0022]
进一步地,通过在中控单元内设置最小焊接移速与最大焊接移速,对调整的焊接机构的焊接移速进行判定,以保障焊接机构的焊接移速处于正常的范围内,并在焊接移速正常的范围内进行多次的重复调节,使实时焊缝宽度保持在中控单元设定的标准的宽度范围内,进一步提高了焊接的质量。
[0023]
进一步地,由于组合焊接装置内的超声机构、焊接机构以及热成像机构的工作状态是同时进行的,在超声机构检测的同时,焊接机构对超声机构检测完成的区域进行焊接,在焊接机构进行焊接时,热成像机构对焊接机构完成焊接的区域进行热成像,因此,中控单元在焊缝区域内获取的一个实时的焊缝宽度是确定的,也就焊缝区域垂直于焊接方向的截线,利用此种方式设定实时焊缝宽度,不但保障了待加工件实际的焊接状态,也能够更好的配合组合焊接装置的实时检测,极大程度上提高自动焊接的焊接质量。
附图说明
[0024]
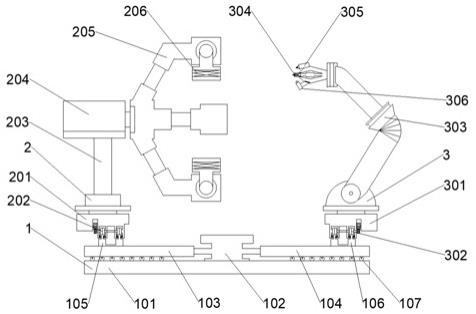
图1为本实施例所述汽车车架组合焊接装置的结构示意图。
具体实施方式
[0025]
为了使本发明的目的和优点更加清楚明白,下面结合实施例对本发明作进一步描述;应当理解,此处所描述的具体实施例仅仅用于解释本发明,并不用于限定本发明。
[0026]
下面参照附图来描述本发明的优选实施方式。本领域技术人员应当理解的是,这些实施方式仅仅用于解释本发明的技术原理,并非在限制本发明的保护范围。
[0027]
需要说明的是,在本发明的描述中,术语“上”、“下”、“左”、“右”、“内”、“外”等指示的方向或位置关系的术语是基于附图所示的方向或位置关系,这仅仅是为了便于描述,而不是指示或暗示所述装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。
[0028]
此外,还需要说明的是,在本发明的描述中,除非另有明确的规定和限定,术语“安装”、“相连”、“连接”应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或一体地连接;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通。对于本领域技术人员而言,可根据具体情况理解上述术语在本发明中的具体含义。
[0029]
请参阅图1所示,其为本实施例所述汽车车架组合焊接装置的结构示意图,本实施
例公开一种汽车车架组合焊接装置,包括:底板单元1、固定底板101、液压伸缩机构102、夹持移动板103、焊接移动板104、夹持导轨105、焊接导轨106、滚轮107、夹持单元2、夹持移动机构201、第一导轨轮组202、升降支杆203、水平旋转机构204、夹持臂205、夹持转轴206、焊接单元3、焊接移动机构301、第二导轨轮组302、焊接机械臂303、焊接机构304、超声机构305、热成像机构306、中控单元(图中未画出),其中,底板单元1,其包括固定底板101,所述固定底板101上部设置有液压伸缩机构102,所述液压伸缩机构102一侧设置有夹持移动板103,另一侧设置有焊接移动板104,液压伸缩机构102能够通过调节伸缩控制所述夹持移动板103与所述焊接移动板104进行相对移动,夹持移动板103上部设置有夹持导轨105,焊接移动板104上部设置有焊接导轨106,夹持移动板103与焊接移动板104下部均设置有若干滚轮107,所述滚轮107能够在所述固定底板101上滚动;夹持单元2,其设置在所述夹持移动板103上部,所述夹持单元2包括夹持移动机构201,所述夹持移动机构201内部设置有第一导轨轮组202,所述第一导轨轮组202能够在所述夹持导轨105上滚动,用以带动夹持单元2在夹持导轨105上移动,夹持移动机构201上部设置有升降支杆203,所述升降支杆203用以通过升降控制所述夹持单元2的高度,升降支杆203上部设置有水平旋转机构204,用以控制夹持单元2的水平夹持方向,所述水平旋转机构204一侧设置有若干夹持臂205,用以夹持待加工件,各所述夹持臂205端部均设置有夹持转轴206,所述夹持转轴206能够通过旋转控制被夹持的待加工件进行翻转;焊接单元3,其设置在所述焊接移动板104上部,所述焊接单元3包括焊接移动机构301,所述焊接移动机构301内部设置有第二导轨轮组302,所述第二导轨轮组302能够在所述焊接导轨106上滚动,用以带动焊接单元3在焊接导轨106上移动,所述焊接移动机构301上部设置有焊接机械臂303,所述焊接机械臂303端部设置有焊接机构304,所述焊接机械臂303用以带动所述焊接机构304进行三维的空间移动,所述焊接机构304用以对待加工件进行焊接,且焊接输出功率可调节,焊接机构304一侧设置有超声机构305,所述超声机构305用以检测待加工件的焊接位置的结构厚度,焊接机构304另一侧设置有热成像机构306,用以对待加工件的焊接位置进行检测并形成热成像图;中控单元,其与所述底板单元1、所述夹持单元2和所述焊接单元3分别相连,所述中控单元内部设置有标准焊接厚度范围,在所述焊接机构304对待加工件进行焊接前,中控单元根据标准焊接厚度范围对所述超声机构305检测待加工件焊接位置的实时结构厚度进行判定,并根据判定结果对焊接机构304的焊接输出功率进行调整,在所述焊接机构304对待加工件进行焊接时,所述热成像机构306将检测的待加工件的焊接位置的实时热成像图传递至中控单元,中控单元根据内部设置的检测焊接温度对实时热成像图进行焊缝区域标记,并确定实时焊缝宽度,中控单元根据内部设置的第一预设焊缝宽度与第二预设焊缝宽度对实时焊缝宽度进行判定,并根据判定结果对所述焊接机构304的焊接移速进行调整。
[0030]
通过在底板单元1上设置能够进行相对移动的夹持移动板103与焊接移动板104,分别承载夹持单元2与焊接单元3,充分提高了组合焊接装置的空间利用率,并通过在焊接单元3的焊接机构304上设置超声机构305与热成像机构306,在对待加工件焊接前通过超声机构305检测待加工件的焊接位置的结构厚度,并通过设置中控单元根据待加工件的结构厚度对焊接机构304的焊接输出功率进行实时调整,保障了焊接机构304能够对不同位置工
件进行自适应调整,避免在焊接位置结构较薄时出现焊漏,在焊接位置结构较厚时出现焊不足的情况,同时通过设置热成像机构306检测焊接完成位置的热成像图,获取待加工件焊接位置的温度分布情况,以确定实时的焊缝区域,根据焊缝宽度对焊接机构304的焊接移速进行实时调整,进一步提高了焊接质量。
[0031]
具体而言,所述中控单元内设置有标准焊接厚度kb与标准焊接厚度差δkb,在所述焊接机构304对待加工件进行焊接前,所述超声机构305检测待加工件焊接位置的实时结构厚度ks,中控单元根据待加工件焊接位置的实时结构厚度ks与标准焊接厚度kb计算待加工件焊接位置的实时结构厚度差δks,δks=|kb-ks|,中控单元将实时结构厚度差δks与标准焊接厚度差δkb进行对比,当δks≤δkb时,所述中控单元判定待加工件焊接位置的实时结构厚度差未超出标准焊接厚度差,中控单元不对所述焊接机构304的初始焊接输出功率进行调整,焊接机构304对待加工件进行焊接;当δks>δkb时,所述中控单元判定待加工件焊接位置的实时结构厚度差已超出标准焊接厚度差,中控单元将根据待加工件焊接位置的实时结构厚度与标准焊接厚度的对比结果对所述焊接机构304的初始焊接输出功率进行调整。
[0032]
通过在中控单元内设置标准焊接厚度与标准焊接厚度差,构成标准焊接厚度范围,通过中控单元对超声机构305检测的待加工件焊接位置的实时结构厚度进行判定,以确定此时焊接处的工件厚度情况,并以此对焊接机构304的初始焊接输出功率进行调整保障待加工件能够充分焊接,提高了焊接质量,同时,还能够通过更改标准焊接厚度与标准焊接厚度差来改变判定范围,适用于不同情况的工件焊接,提高了组合焊接装置的适用性。
[0033]
具体而言,所述中控单元内设置有所述焊接机构304的初始焊接输出功率gc,当所述中控单元判定待加工件焊接位置的实时结构厚度差已超出标准焊接厚度差时,中控单元将待加工件焊接位置的实时结构厚度ks与标准焊接厚度kb进行对比,当ks<kb时,所述中控单元判定待加工件焊接位置的实时结构厚度低于标准焊接厚度,中控单元将焊接机构304的焊接输出功率调整为gc’,gc’=gc-gc
×
[(kb-ks)kb],焊接机构304对待加工件进行焊接;当ks>kb时,所述中控单元判定待加工件焊接位置的实时结构厚度高于标准焊接厚度,中控单元将焊接机构304的焊接输出功率调整为gc’,gc’=gc+gc
×
[(ks-kb)ks],焊接机构304对待加工件进行焊接。
[0034]
在中控单元判定待加工件焊接位置的实时结构厚度差已超出标准焊接厚度差时,中控单元通过将实时结构厚度与标准焊接厚度进行对比,以确定待加工件焊接位置厚度是低于标准焊接厚度范围或者高于标准焊接厚度范围,并根据待加工件的实际厚度情况对焊接机构304的初始的焊接输出功率进行调整,避免在焊接位置结构较薄时出现焊漏,在焊接位置结构较厚时出现焊不足的情况,进一步提高了焊接的适应性,同时避免缺陷产生,提高了焊接的质量。
[0035]
具体而言,所述中控单元内设置有检测焊接温度tj,在所述焊接机构304对待加工件进行焊接时,所述热成像机构306将检测的待加工件的焊接位置的实时热成像图传递至所述中控单元,中控单元将实时热成像图中超过检测焊接温度tj的区域标记为焊缝区域,并获取焊缝区域的实时焊缝宽度ws,中控单元将对实时焊缝宽度ws进行判定,以确定是否
对所述焊接机构304的焊接移速进行调整。
[0036]
通过在中控单元内设置检测焊接温度,利用中控单元根据检测焊接温度对实时热成像图进行焊缝区域的划分,以确定实际的焊接熔融部分,其中,检测焊接温度根据焊接材料的种类而设置,根据已经确定的焊缝区域获取焊缝的实时焊缝宽度,提高了焊缝宽度检测的精准性,保障了焊接操作的正常进行。
[0037]
具体而言,所述中控单元内设置有第一预设焊缝宽度w1与第二预设焊缝宽度w2,其中,w1<w2,中控单元内还设置有所述焊接机构304的初始焊接移速vc,在所述焊接机构304对待加工件进行焊接时,中控单元将对实时焊缝宽度ws与第一预设焊缝宽度w1和第二预设焊缝宽度w2进行对比,当ws<w1时,所述中控单元判定待加工件的实时焊缝宽度低于第一预设焊缝宽度,中控单元将所述焊接机构304的焊接移速调整为vc’,vc’=vc-vc[(w1-ws)/ w1];当w1≤ws≤w2时,所述中控单元判定待加工件的实时焊缝宽度在第一预设焊缝宽度与第二预设焊缝宽度之间,中控单元将对待加工件的实时焊接温度进行判定,以确定是否对所述焊接机构304的焊接状态进行调节;当ws>w2时,所述中控单元判定待加工件的实时焊缝宽度高于第二预设焊缝宽度,中控单元将所述焊接机构304的焊接移速调整为vc’,vc’=vc+vc[(ws-w2)/ ws]。
[0038]
通过在中控单元内设置第一预设焊缝宽度与第二预设焊缝宽度,并将获取的实时焊缝宽度与其进行对比,以确定实时焊缝宽度是否达到设定标准,当实时焊缝宽度低于第一预设焊缝宽度时,表示实际的焊缝宽度较低,通过降低焊接机构304的焊接移速以提高焊接位置的受热影响范围,从而使焊缝宽度提高,同样的,当实时焊缝宽度高于第二预设焊缝宽度时,表示实际的焊缝宽度较大,通过提高焊接机构304的焊接移速以减小焊接位置的受热影响范围,从而使焊缝宽度降低,保障了焊接的质量。
[0039]
具体而言,所述中控单元内设置有焊接最高温度tz,当所述中控单元判定待加工件的实时焊缝宽度在第一预设焊缝宽度与第二预设焊缝宽度之间时,中控单元将在实时热成像图中获取焊缝区域的实时最高温度,并将实时最高温度标记为实时焊接温度ts,中控单元将实时焊接温度ts与焊接最高温度tz进行对比,当ts≤tz时,所述中控单元判定实时焊接温度未超出焊接最高温度,中控单元不对所述焊接机构304的焊接状态进行调节;当ts>tz时,所述中控单元判定实时焊接温度已超出焊接最高温度,中控单元将根据实时焊接温度对所述焊接机构304的焊接高度进行调整。
[0040]
在中控单元判定待加工件的实时焊缝宽度在第一预设焊缝宽度与第二预设焊缝宽度之间时,通过将实时焊接温度与中控单元内部设置的焊接最高温度进行对比,确定焊缝区域的实时温度状态,当实时焊接温度未超出焊接最高温度时,表示焊接过程处于正常状态,因此不对焊接机构304的焊接状态进行调节,在中控单元判定实时焊接温度已超出焊接最高温度时,表示焊接位置的熔池的温度过高,可能出现烧损情况,因此及时对焊接机构304的焊接高度进行调整,以降低实时焊接温度,避免焊接位置的焊接缺陷产生。
[0041]
具体而言,所述中控单元内设置有所述焊接机构304的初始焊接高度hc,在所述中控单元判定实时焊接温度已超出焊接最高温度时,中控单元将焊接机构304的焊接高度调整为hc’,hc’=hc
×
(ts/tz),中控单元在实时热成像图中获取调整后的焊缝区域的实时最
高温度,并将调整后的实时最高温度标记为实时焊接温度ts’,中控单元将调整后的实时焊接温度ts’与调整前的实时焊接温度ts进行对比,当ts’<ts时,所述中控单元判定调整后的实时焊接温度ts’低于调整前的实时焊接温度ts,中控单元将重复上述实时焊接温度与焊接最高温度的对比并对焊接机构304的焊接高度调整的操作,直使调整后的实时焊接温度小于等于焊接最高温度时,中控单元判定调整完成;当ts’≥ts时,所述中控单元判定调整后的实时焊接温度ts’不低于调整前的实时焊接温度ts,中控单元将控制所述焊接机构304停止焊接。
[0042]
在实时焊接温度已超出焊接最高温度时,中控单元根据实时焊接温度与焊接最高温度对焊接机构304的焊接高度进行提高调整,增加焊接机构304与待加工件的距离,以减小待加工件的实时焊接温度,中控单元并将调整后的实时焊接温度与调整前的实时焊接温度进行对比,以确定是否能够进行有效的温度降低,由于焊接时熔池的温度由焊接输出功率、焊接高度以及焊接材料自身的导热性因素的影响,因此通过对调节后的实时焊接温度进行判定以确定调节效果,在调整后的实时焊接温度仍然未下降时,及时停机,避免出现焊接烧损。
[0043]
具体而言,所述中控单元内设置有最小焊接移速va,在所述中控单元判定待加工件的实时焊缝宽度低于第一预设焊缝宽度时,中控单元将所述焊接机构304的焊接移速调整为vc’,并将焊接移速vc’与最小焊接移速va进行对比,当vc’<va时,所述中控单元判定调整后的焊接移速低于最小焊接移速,中控单元将控制所述焊接机构304停止焊接;当vc’≥va时,所述中控单元判定调整后的焊接移速未低于最小焊接移速,中控单元将获取调整后的实时焊缝宽度ws’,并重复上述根据实时焊缝宽度与第一预设焊缝宽度和第二预设焊缝宽度的对比结果对焊接移速调节的操作,直至w1≤ws≤w2时,中控单元停止对所述焊接机构304的焊接移速的调整。
[0044]
具体而言,所述中控单元内设置有最大焊接移速vz,在所述中控单元判定待加工件的实时焊缝宽度低于第一预设焊缝宽度时,中控单元将所述焊接机构304的焊接移速调整为vc’,并将焊接移速vc’与最大焊接移速vz进行对比,当vc’≤vz时,所述中控单元判定调整后的焊接移速未超出最大焊接移速,中控单元将获取调整后的实时焊缝宽度ws’,并重复上述根据实时焊缝宽度与第一预设焊缝宽度和第二预设焊缝宽度的对比结果对焊接移速调节的操作,直至w1≤ws≤w2时,中控单元停止对所述焊接机构304的焊接移速的调整;当vc’>vz时,所述中控单元判定调整后的焊接移速已超出最大焊接移速,中控单元将控制所述焊接机构304停止焊接,进行检查。
[0045]
通过在中控单元内设置最小焊接移速与最大焊接移速,对调整的焊接机构304的焊接移速进行判定,以保障焊接机构304的焊接移速处于正常的范围内,并在焊接移速正常的范围内进行多次的重复调节,使实时焊缝宽度保持在中控单元设定的标准的宽度范围内,进一步提高了焊接的质量。
[0046]
具体而言,所述中控单元将实时热成像图中超过检测焊接温度tj的区域标记为焊缝区域,中控单元在焊缝区域内获取与所述焊接机构304焊接方向垂直的方向作为焊缝方
向,获取焊缝区域在焊缝方向上的宽度作为实时焊缝宽度。
[0047]
由于组合焊接装置内的超声机构305、焊接机构304以及热成像机构306的工作状态是同时进行的,在超声机构305检测的同时,焊接机构304对超声机构305检测完成的区域进行焊接,在焊接机构304进行焊接时,热成像机构306对焊接机构304完成焊接的区域进行热成像,因此,中控单元在焊缝区域内获取的一个实时的焊缝宽度是确定的,也就焊缝区域垂直于焊接方向的截线,利用此种方式设定实时焊缝宽度,不但保障了待加工件实际的焊接状态,也能够更好的配合组合焊接装置的实时检测,极大程度上提高自动焊接的焊接质量。
[0048]
至此,已经结合附图所示的优选实施方式描述了本发明的技术方案,但是,本领域技术人员容易理解的是,本发明的保护范围显然不局限于这些具体实施方式。在不偏离本发明的原理的前提下,本领域技术人员可以对相关技术特征做出等同的更改或替换,这些更改或替换之后的技术方案都将落入本发明的保护范围之内。
[0049]
以上所述仅为本发明的优选实施例,并不用于限制本发明;对于本领域的技术人员来说,本发明可以有各种更改和变化。 凡在本发明的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1