一种快速组装扎带枪的新型装配设备
1.本发明属于智能制造领域,针对各类扎带枪,具体的提出一种快速组装扎带枪的新型装配设备。
背景技术:
2.在众多机电设备领域中,许多的设备内部需要大量的电线进行信息传输和供能,如在汽车制造装配领域中,汽车内部就有大量的各类电气线路需要整理归纳。由于每种线路作用不同和所连接的器件位置不同,则电线的横截面积和长度就会有很大不同。此时,长度不同横截面积不同的多条线路则需要使用扎带进行捆绑,以便使机电设备内部整洁有序,设备功能的实现。
3.扎带枪作为一种快速、便利的线束设备已经在各个领域不可或缺,由于扎带枪各类型号不一,而且各部分零件众多,传统的装配方法是依靠操作工人进行手工装配扎带枪,装配过程步骤繁琐不一,而且装配精度无法得到保障。众所周知,依靠操作工人手动装配扎带枪虽然适用范围广,但是消耗人力,装配工人在长时间工作后,随着体力的消耗和疲劳度的增加,使装配效率降低,这种依靠人工装配的方法显然无法满足目前自动化加工时代的需要。
4.随着人工成本的逐年增高,迫切需要一款能够适应多类型扎带枪的自动化装配设备,而目前针对于扎带枪自动化装配的设备,市场上几乎见不到,因此,发明一种快速装配扎带枪的新型自动化设备十分必要。
技术实现要素:
5.本发明的目的是根据现有的缺陷和不足,提供一种可快速组装扎带枪的新型装配设备,其结构合理,重量轻,使用安全可靠,它的抗干扰能力强、散热性好、使用方便、适合推广使用。
6.如图1~4图所示,一种快速组装扎带枪的新型装配设备,包括总体框图,总体框图包含发明设备的机械结构、电气和服务器终端三部分,机械结构包括底座、夹具一和夹具二,其中底座部分包括装配设备底座设计和可拆卸挡板,夹具一包括滑动推板设计和连杆卡槽设计,夹具二包括端盖和紧固弓形器;电气部分包括运动控制、供电和信息传递,其中运动控制部分包括微型电机和控制器,供电部分包括电源ⅰ和电源ⅱ,信息传递部分包括通信模块和检测传感器;服务器终端包括数字化功能和远程操作,其中数字化功能包括本地/云平台数据存储和数据处理,远程操作包括作业状态可监测。机械结构的运动由电气部分的电机进行推动,电气部分中检测传感器得到信息,通过通信模块传输到服务器终端。
7.底座包括壳体定位柱、检测传感器、底板、导柱、底座固定孔、凹槽、挡板固定孔、可拆卸挡板、通信模块、电源ⅰ、按键ⅰ。
8.夹具包括两部分:扎带枪连杆部分夹具和扎带枪挡位调节部分夹具。
9.所述的扎带枪连杆部分夹具包括连杆卡槽、夹板定位孔、壳体定位孔、夹板、壳体
定位柱孔、挡块、挡块固定孔、滑动推板、连轴杆、微型电机、滑道、控制器、电源ⅱ、按键ⅱ。
10.所述的扎带枪挡位调节部分夹具包括端盖和紧固弓形器。
11.进一步的,所述的底座具体的结构连接如下:
12.所述的若干个壳体定位柱,用于定位和固定扎带枪壳体,所述的若干个底座固定孔可把底座固定于工作台上,所述的若干个导柱用于定位连接夹具一,所述的检测传感器固定于底板内部,用于检测扎带枪是否被装配,所述的通信模块定于底板内部,用于把通信模块得到的信息传递到服务器终端,所述的电源ⅰ固定于底板内部,用于给检测传感器和通信模块供电,所述的按键ⅰ固定于底板内部,用于启动电源。所述的可拆卸挡板通过挡板固定孔固定于底板上,使扎带枪壳体在装配过程中处于水平状态。
13.进一步的,所述的扎带枪连杆部分夹具具体的结构连接如下:
14.由所述的连杆卡槽由若干个弧形凹槽构成,用于贴合连杆部件,所述的若干个夹板定位孔,在工作过程中连接底座上的导柱,用于在工作过程中固定夹具一,图一机械结构夹具一中所述的滑动推板设计包括挡块、挡块固定孔、滑动推板和滑道,所述的微型电机固定于夹板内部,通过连轴杆,推动滑动推板在滑道内活动,用于固定连杆部件,所述的控制器固定于夹板内部,由于控制微型电机的转动,所述的电源ⅱ固定于夹板内部,用于给微型电机和控制器供电,所述的按键ⅱ固定于夹板内部,用于控制电源ⅱ开关。
15.进一步的,所述的扎带枪挡位调节部分夹具具体的结构连接如下:
16.所述的端盖和紧固弓形器通过螺纹孔连接在一起,用于固定扎带枪挡位调节部件。
17.本发明工作过程如下:
18.设备工作前期准备阶段,首先通过端盖和紧固弓形器装配完成扎带枪挡位调节部件,然后把扎带枪连杆部件装配完成并将其放入夹板内部,按下按键ⅱ打开电源ⅱ通过控制器启动微型电机,然后通过连轴杆推动滑动推板由滑道上端运动到下端,紧固扎带枪连杆部件于夹板内。
19.设备工作阶段,首先把底座置于工作台上,通过底座固定孔固定底座,选择适应于装配本次扎带枪的可拆卸挡板,放于底座上,通过挡板固定孔把可拆卸挡板固定于底座上,按下按键ⅰ打开电源ⅰ,启动通信模块和检测传感器,然后把扎带枪壳体下半部分放于底座上,同时扎带枪壳体枪头定位孔部位放于壳体定位柱上,扎带枪壳体把手部分放于挡板上,扎带枪壳体把手末端贴合壳体定位柱。此时,检测传感器检测到有扎带枪正在被组装,通信模块向服务器终端发送信息,服务器终端记录和存储此次扎带枪装配开始时间。
20.然后把已装配有扎带枪连杆部件的夹板与装配有扎带枪壳体的底座相结合。同时多个夹板定位孔放于多个对应的导柱上,按下按键ⅱ由控制器控制微型电机带动连轴杆推动滑动推块由滑道下端运动至滑道上端,拿走夹板,留下扎带枪连杆部件于扎带枪壳体上。把扎带枪挡位调节部件紧贴着放在连杆部件旁边,取下用于紧固扎带枪挡位部件的端盖和紧固弓形器,在挡位调节部件和连杆部件的贴合处,通过圆柱销把两个部件连接在一起。然后把扎带枪壳体上部分放于挡位调节部件和连杆部件的上面,取出放于凹槽内的螺丝,通过扎带枪壳体螺孔紧固扎带枪,完成扎带枪的装配任务并移走。检测传感器检测到扎带枪被移走,由通信模块传递信息到服务器终端,记录存储扎带枪装配完成时间。重复以上工作任务,直至一天工作任务结束,按下按键ⅰ关闭电源ⅰ,停止通信模块和检测传感器工作,终
止信息传输到服务器终端。
21.在服务器终端进行数据处理,可以得到多种装配任务信息。如当服务器终端检测到通信模块在向其传递信息,可以检测到设备正处于作业状态,反之,设备处于空闲状态;通过记录一台扎带枪的装配开始时间和装配结束时间,进行数据处理,可以得到每台扎带枪的装配总用时;通过记录一天内通信模块向服务器终端传递信息的次数,经过数据的处理,可以得到每台设备每天装配扎带枪数目,等。
22.本发明的有益说明如下:
23.本发明的底座结构内嵌传感器模块、通信模块、电源模块,夹板结构内嵌微型电机、控制器模块、电源模块,减小底座和夹板尺寸,提高设备空间利用率,使得整个装配设备更加紧凑,从而便于操作和存放。此外,电源模块的电源开关内嵌于底座与夹板内,避免误碰开关。
24.本发明中底座的的按键机构设置辅助声音提示,夹板中的按键机构设置上下键调节电机推动滑块位置,保证夹板对连杆部件的紧固作用,总体设置简单可靠。
25.本发明的电机采用微型电机,通过连轴杆与滑动推板相连,使滑动推板在滑道内上下运动,保证夹板内的连杆部件在非装配时不脱落,在装配时自动使连杆结构放入扎带枪壳体内。
26.本发明的夹板内的连杆卡槽结构使得连杆部件在夹板内时与夹板充分接触,并完全贴合,避免连杆部件在装配时出现晃动。
27.本发明的端盖与弓形紧固器用于紧固扎带枪挡位调节部件,结构巧妙,紧固作用突出,保证扎带枪在装配时直接可以装配挡位调节部件,提高工作效率。
附图说明
28.图1为扎带枪装配设备总体框图;
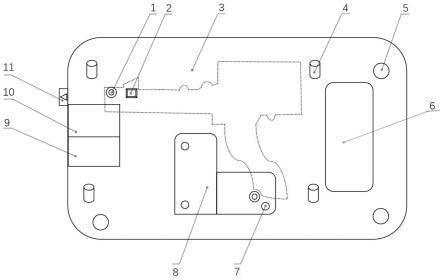
29.图2为扎带枪装配设备底座结构示意图;
30.图3为扎带枪装配设备夹具一结构示意图;
31.图4为扎带枪装配设备夹具二结构示意图。
32.其中,壳体定位柱1、检测传感器2、底板3、导柱4、底座固定孔5、凹槽6、挡板固定孔7、挡板8、通信模块9、电源ⅰ10、按键ⅰ11、连杆卡槽12、夹板定位孔13、壳体定位孔14、夹板15、壳体定位柱孔16、挡块17、挡块固定孔18、滑动推板19、连轴杆20、微型电机21、滑道22、控制器23、电源ⅱ24、按键ⅱ25、端盖26、紧固弓形器27、扎带枪挡位调节部件28、扎带枪连杆部件29。
具体实施方式
33.以下结合附图对本发明进行进一步描述。
34.本发明的目的是根据现有的缺陷和不足,提供一种可快速组装扎带枪的新型装配设备,其结构合理,重量轻,使用安全可靠,它的抗干扰能力强、散热性好、使用方便、适合推广使用。
35.如图1~4图所示,一种快速组装扎带枪的新型装配设备,包括总体框图,总体框图包含发明设备的机械结构、电气和服务器终端三部分,机械结构包括底座、夹具一和夹具
二,其中底座部分包括装配设备底座设计和可拆卸挡板,夹具一主要是扎带枪连杆部分的设计,具体包括滑动推板设计和连杆卡槽设计;夹具二主要是扎带枪挡位调节部分的设计,具体包括端盖26和紧固弓形器27。电气部分包括运动控制、供电和信息传递,其中运动控制部分包括微型电机21和控制器23,供电部分包括电源ⅰ10和电源ⅱ24,信息传递部分包括通信模块9和检测传感器2;服务器终端包括数字化功能和远程操作,其中数字化功能包括本地/云平台数据存储和数据处理,远程操作包括作业状态可监测。机械结构的运动由电气部分的电机进行推动,电气部分中检测传感器得到信息,通过通信模块9传输到服务器终端。
36.进一步的,底座包括壳体定位柱1、检测传感器2、底板3、导柱4、底座固定孔5、凹槽6、挡板固定孔7、可拆卸挡板8、通信模块9、电源ⅰ10、按键ⅰ11。
37.进一步的夹具包括两部分:扎带枪连杆部分夹具和扎带枪挡位调节部分夹具。
38.所述的扎带枪连杆部分夹具包括连杆卡槽12、夹板定位孔13、壳体定位孔14、夹板15、壳体定位柱孔16、挡块17、挡块固定孔18、滑动推板19、连轴杆20、微型电机21、滑道22、控制器23、电源ⅱ24、按键ⅱ25。
39.进一步的,所述的扎带枪挡位调节部分夹具包括端盖26和紧固弓形器27。
40.进一步的,所述的底座具体的结构连接如下:
41.若干个壳体定位柱1设置在底座上,用于定位和固定扎带枪壳体;底座通过若干个底座固定孔5固定于工作台上;所述的若干个导柱4用于定位连接夹具一;所述的检测传感器2固定于底板3内部,用于检测扎带枪是否被装配;所述的通信模块9固定于底板3内部,用于把通信模块9获取的信息传递到服务器终端;所述的电源ⅰ10固定于底板3内部,用于给检测传感器2和通信模块9供电;所述的按键ⅰ11固定于底板3内部,用于启动电源。所述的可拆卸挡板8通过挡板固定孔7固定于底板3上,使扎带枪壳体在装配过程中处于水平状态。
42.进一步的,所述的扎带枪连杆部分夹具(夹具一)具体的结构连接如下:
43.所述的连杆卡槽12由若干个弧形凹槽依次连接构成,用于贴合连杆部件29;所述的若干个夹板定位孔13,在工作过程中连接底座上的导柱4,用于在工作过程中固定夹具一。
44.进一步的,图3所示机械结构中夹具一中的滑动推板设计包括挡块17、挡块固定孔18、滑动推板19和滑道22。所述的微型电机21固定于夹板15内部,通过连轴杆20推动滑动推板19在滑道22内活动,从而通过滑动推板19固定连杆部件29,所述的控制器23固定于夹板15内部,用于控制微型电机21的转动。所述的电源ⅱ24固定于夹板15内部,用于给微型电机21和控制器23供电;所述的按键ⅱ25固定于夹板15内部,用于控制电源ⅱ24开关。
45.进一步的,所述的扎带枪挡位调节部分夹具(夹具二)具体的结构连接如下:
46.所述的端盖26和紧固弓形器27通过螺纹孔连接在一起,用于固定扎带枪挡位调节部件28。
47.本发明工作过程如下:
48.设备工作前期准备阶段,首先通过端盖26和紧固弓形器27装配完成扎带枪挡位调节部件28,然后把扎带枪连杆部件29装配完成并将其放入夹板15内部,按下按键ⅱ25打开电源ⅱ24通过控制器23启动微型电机21,然后通过连轴杆20推动滑动推板19由滑道22上端运动到下端,紧固扎带枪连杆部件29于夹板内。
49.设备工作阶段,首先把底座3置于工作台上,通过底座固定孔5固定底座3,选择与
本次装配对应的扎带枪的可拆卸挡板8放于底座3上,通过挡板固定孔7把可拆卸挡板8固定于底座3上,按下按键ⅰ11打开电源ⅰ10,启动通信模块10和检测传感器2,然后把扎带枪壳体下半部分放于底座3上,同时扎带枪壳体枪头定位孔部位放于壳体定位柱1上,扎带枪壳体把手部分放于挡板8上,扎带枪壳体把手末端贴合壳体定位柱。此时,检测传感器2检测到有扎带枪正在被组装,通信模块9向服务器终端发送信息,服务器终端记录和存储此次扎带枪装配开始时间。
50.然后把已装配有扎带枪连杆部件29的夹板15与装配有扎带枪壳体的底座相结合。同时多个夹板定位孔12放于多个对应的导柱4上,按下按键ⅱ25由控制器23控制微型电机21带动连轴杆20推动滑动推块19由滑道22下端运动至滑道22上端,拿走夹板15,留下扎带枪连杆部件29于扎带枪壳体上。把扎带枪挡位调节部件28紧贴着放在连杆部件29旁边,取下用于紧固扎带枪挡位部件28的端盖26和紧固弓形器27,在挡位调节部件28和连杆部件29的贴合处,通过圆柱销把两个部件连接在一起。然后把扎带枪壳体上部分放于挡位调节部件28和连杆部件29的上面,取出放于凹槽6内的螺丝,通过扎带枪壳体螺孔紧固扎带枪,完成扎带枪的装配任务并移走。检测传感器2块检测到扎带枪移走,由通信模块9传递信息到服务器终端,记录存储扎带枪装配完成时间。重复以上工作任务,直至一天工作任务结束,按下按键ⅰ11关闭电源ⅰ10,停止通信模块9和检测传感器2工作,终止信息传输到服务器终端。
51.对服务器终端进行数据处理,得到多种装配任务信息。如当服务器终端检测到通信模块在向其传递信息,可以检测到设备正处于作业状态;反之,设备处于空闲状态;通过记录一台扎带枪的装配开始时间和装配结束时间,进行数据处理,能够得到每台扎带枪的装配总用时;通过记录一天内通信模块向服务器终端传递信息的次数,经过数据的处理可以得到每台设备每天装配扎带枪数目。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1