一种埋弧焊焊丝长度计算装置的制作方法
1.本发明涉及埋弧焊技术领域,尤其涉及埋弧焊焊丝长度计算装置。
背景技术:
2.埋弧焊是一种电弧在一层颗粒状焊剂下燃烧进行的焊接方法。具有焊接质量稳 定、焊接效率高、无弧光、烟尘少等优点,适合于压力容器、大型管段制造、箱型 梁柱等重要钢结构制作中采用的焊接方法,焊丝是主要的焊接材料之一,焊丝实际 使用量是评估焊接质量和评价焊工技术水平的主要指标之一,目前计算焊丝实际用 量的主要采用统计方法:
[0003][0004]
其中,w焊丝计算用量,单位:g;
[0005]
ρ:母材密度,单位:g/cm3;
[0006]
s:焊缝截面积,单位:cm3;
[0007]
l:焊道长度,单位:cm;
[0008]
μ:焊丝熔敷效率,埋弧焊丝取:99%;
[0009]
γ:焊丝损失系数(0《γ《1);
[0010]
在实际的使用中,焊丝熔敷效率μ和焊丝损失系数γ这两个参数比较难确定, 也直接影响到焊丝用量的计算的精度。为了克服传统统计方法对焊丝用量计算精度 较低的问题,通过直接测量焊丝的实际用量的长度,结合焊丝直径及相关规格(焊 丝的出厂时,已经确定焊丝规格,包括焊丝材质、直径等参数),简单的计算就可 以得出焊丝实际用量。
[0011]
综上所述,需要得到焊丝用量较高的精度,需要改变其计算方法,焊丝长度的 精度是焊丝用量精度计算的关键参数,因此焊丝长度计算装置及相关控制算法尤为 重要,可以大大提高焊丝用量的精度的计算,促进企业降本增效。
技术实现要素:
[0012]
本发明的目的在于提供一种埋弧焊焊丝长度计算装置,解决埋弧焊焊接过程 中,实际焊丝计算困难,现有方法精度低的问题。
[0013]
实现上述目的的技术方案是:
[0014]
一种埋弧焊焊丝长度计算装置,安装于自动埋弧焊机,包括:将焊丝卷盘上的 焊丝校直的焊丝校直装置、伺服电机、第一编码器、计算单元和显示单元,其中,
[0015]
所述焊丝校直装置内设置有由所述伺服电机驱动,用于驱动焊丝进行送丝的焊 丝旋转驱动轮;
[0016]
所述第一编码器连接所述焊丝旋转驱动轮,预设所述第一编码器转动一圈产生 的预设脉冲数,
[0017]
所述计算单元连接所述第一编码器,采集焊丝旋转驱动轮转动产生的总脉冲数, 结合焊丝旋转驱动轮的直径计算得到焊丝长度,并经由显示单元显示。
[0018]
优选的,所述焊丝校直装置包括:第一焊丝校直轮、第二焊丝校直轮、四个校 直辅助轮,
[0019]
所述第一焊丝校直轮和第二焊丝校直轮分别位于焊丝两侧并抵触焊丝;
[0020]
四个所述校直辅助轮分成两对,分别位于焊丝两侧并抵触焊丝;
[0021]
四个所述校直辅助轮围绕所述焊丝旋转驱动轮设置。
[0022]
优选的,所述焊丝校直装置还包括:调节螺丝、l型支撑杆、螺帽、压力传感 器、杠杆、弹簧、移动杆,
[0023]
所述第二焊丝校直轮为带凹槽的移动轮;
[0024]
所述l型支撑杆固定设置于所述第二焊丝校直轮一侧,
[0025]
所述移动杆水平滑动连接于所述l型支撑杆的竖直部分;
[0026]
所述移动杆水平的前端连接所述第二焊丝校直轮,后端转动连接所述杠杆的一 端;
[0027]
所述移动杆套有弹簧,该弹簧的一端连接所述移动杆的后端,另一端连接所述 l型支撑杆;
[0028]
所述调节螺丝螺纹连接并穿过所述l型支撑杆的水平部分,所述调节螺丝穿过 所述l型支撑杆的一端转动连接所述杠杆的另一端;
[0029]
所述螺帽螺纹连接所述调节螺丝;
[0030]
所述调节螺丝上设有用于检测所述调节螺丝受力状况的压力传感器。
[0031]
优选的,还包括焊丝旋转驱动伺服系统,该焊丝旋转驱动伺服系统包括第二编 码器、转换接口、位置控制单元、速度控制单元和电流控制单元,
[0032]
所述位置控制单元、速度控制单元、电流控制单元和伺服电机依次串接;
[0033]
所述第二编码器连接所述伺服电机,通过所述转换接口将伺服电机的运动状态 反馈到位置控制单元和速度控制单元。
[0034]
优选的,所述计算单元包括:第一高速计数器、第二高速计数器、第三高速计 数器和控制器,其中,
[0035]
所述第一高速计数器、第二高速计数器、第三高速计数器分别连接到第一编码 器的a相脉冲、b相脉冲和c相脉冲,获得总脉冲数;
[0036]
所述控制器连接所述第一高速计数器、第二高速计数器和第三高速计数器,根 据公式:
[0037]
总脉冲数*π*焊丝旋转驱动轮的直径/预设脉冲数;
[0038]
计算得到焊丝长度。
[0039]
优选的,所述压力传感器由压力处理模块进行传感数据处理,控制器监测压力 变化,在压力降低到预设值以下时,通过指示灯进行报警。
[0040]
本发明的有益效果是:本发明通过焊丝校直装置对焊丝校直,将焊丝长度与 焊丝旋转驱动轮的直径、焊丝旋转驱动轮转动产生的总脉冲数关联,设计高效、 合理控制算法来进行送丝长度进行计算,使得焊丝计算方便,并有效提高计算 精度。
附图说明
[0041]
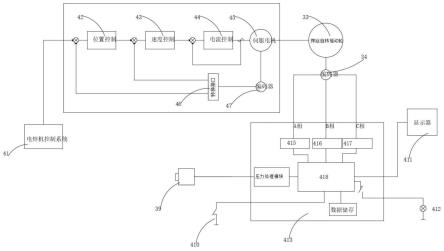
图1是本发明中埋弧焊机系统图;
[0042]
图2是本发明中焊丝校直装置的结构示意图;
[0043]
图3是本发明中焊丝长度计算示意图;
[0044]
图4是本发明中脉冲数计数示意图;
[0045]
图5是本发明中焊丝长度计算流程图;
[0046]
图6是本发明中计数控制流程图。
具体实施方式
[0047]
下面将结合附图对本发明作进一步说明。
[0048]
请参阅图1-6,本发明的埋弧焊焊丝长度计算装置,安装于自动埋弧焊机,其 特征在于,包括:将焊丝卷盘15上的焊丝16校直的焊丝校直装置11、伺服电机 45、第一编码器34、计算单元413和显示单元411。
[0049]
为了保证校直后焊丝16与焊接工件保持一定准确的距离(杠伸长17),需要 对焊丝进行校直。为了保证杠伸长17较准确的距离,送丝速度与焊接速度有关, 因此设计了伺服控制系统驱动焊丝旋转驱动轮33旋转,焊丝旋转驱动轮33带动焊 丝以一定的速度进行送丝,并保证杠伸长17准确的距离。
[0050]
焊丝校直装置11内设置有由伺服电机45驱动的焊丝旋转驱动轮33,焊丝旋 转驱动轮33用于驱动焊丝进行送丝。第一编码器34连接焊丝旋转驱动轮33,预 设第一编码器34转动一圈产生的预设脉冲数。
[0051]
通过旋转编码器对焊丝旋转驱动轮33进行编码,将焊丝旋转驱动轮33旋转速 度转换为不同频率的方波。
[0052]
计算单元413连接第一编码器34,采集焊丝旋转驱动轮33转动产生的总脉冲 数,结合焊丝旋转驱动轮33的直径计算得到焊丝长度,并经由显示单元411显示。
[0053]
其中,焊丝校直装置11包括:第一焊丝校直轮31、第二焊丝校直轮32、四个 校直辅助轮38、调节螺丝37、l型支撑杆312、螺帽310、压力传感器39、杠杆 36、弹簧35、移动杆311。
[0054]
第一焊丝校直轮31和第二焊丝校直轮32分别位于焊丝两侧并抵触焊丝16。 四个校直辅助轮38分成两对,分别位于焊丝两侧并抵触焊丝16。四个校直辅助轮 38围绕焊丝旋转驱动轮33设置。用于进一步改变焊丝受力,对焊丝进行校直。第 二焊丝校直轮32为带凹槽的移动轮;l型支撑杆312固定设置于第二焊丝校直轮 32一侧,移动杆311水平滑动连接于l型支撑杆312的竖直部分;移动杆311水 平的前端连接第二焊丝校直轮32,后端转动连接杠杆36的一端;移动杆311套有 弹簧35,该弹簧35的一端连接移动杆311的后端,另一端连接l型支撑杆312; 调节螺丝37螺纹连接并穿过l型支撑杆312的水平部分,调节螺丝37穿过l型支 撑杆312的一端转动连接杠杆36的另一端;螺帽310螺纹连接调节螺丝37;调节 螺丝37上设有用于检测调节螺丝37受力状况的压力传感器39。
[0055]
第二焊丝校直轮3可以水平方向移动,在不同位置对焊丝施加不同的摩擦力, 调整过程为,通过调节螺丝37,可以上下运动,带动杠杆36旋转,杠杆36并驱 动移动杠311左右运动对焊丝进行调整,埋弧焊在焊接过程中,会产生一定的微小 振动,调节螺丝37和螺帽310长时间也会产生一定的变现等因素,调节螺丝37 和螺帽310之间的紧固程度都会发生改变,很大程度上直接导致调节螺丝37松动, 移动杆311移动,直接影响到焊丝校直,于是在调节螺丝37上设计压力传感器39 实时检测调节螺丝37受力情况,调节螺丝37松动则
压力传感器力架变化,压力传 感器并连接到压力处理模块上,进行压力处理,控制器418采用cpu425,实时监 测压力的变化,当压力降低到设置以下后,控制器418通过指示灯412进行报警, 提示技术人员进行检修;焊丝旋转驱动轮33设计为带齿的轮,齿用于增加与焊丝 之间的摩擦力。焊丝旋转驱动轮33的主轴上连接第一编码器34。
[0056]
焊丝旋转驱动伺服系统包括第二编码器47、转换接口46、位置控制单元42、 速度控制单元43和电流控制单元44。
[0057]
位置控制单元42、速度控制单元43、电流控制单元44和伺服电机45依次串 接。第二编码器47连接伺服电机45,通过转换接口46将伺服电机45的运动状态 反馈到位置控制单元42和速度控制单元43。焊丝旋转驱动伺服系统具体3种控制 方式,分别是位置控制、速度控制、电流控制。具体控制模式由电焊机控制系统 41决定。
[0058]
计算单元413包括:第一高速计数器415、第二高速计数器416、第三高速计 数器417和控制器418,第一高速计数器415、第二高速计数器416、第三高速计 数器417分别连接到第一编码器34的a相脉冲、b相脉冲和c相脉冲,获得总脉 冲数;
[0059]
控制器418连接第一高速计数器415、第二高速计数器416、第三高速计数器 417,根据公式:
[0060]
总脉冲数*π*焊丝旋转驱动轮的直径/预设脉冲数
[0061]
计算得到焊丝长度。
[0062]
第一高速计数器415、第二高速计数器416、第三高速计数器417工作状态由 控制器418进行控制,控制器418基于高速计数器的数据进行实时计算,计算结果 存储在数据储存中,通过显示单元411进行显示。
[0063]
以下举例说明:
[0064]
请参阅图5,步骤s1、s2、s3、s4、s5,通过数据存储区51进行数据交换。
[0065]
首先执行s1步骤,通过程序手动方法输入,将驱动旋转轮直径,单位:毫米(mm) 赋值到数据存储区51的db1中,数据格式为整型;根据编码器技术规格数要求, 将编码器脉冲数赋值到数据存储区51的db2中;对压力传感器计算参数进行设置, 压力传感器测量范围分高位(存储地址:db3)和地位(存储地址:db4),数据格 式为实数型;对压力数据采集模块进行赋值,压力数据采集模块数据高位(存储地 址:db5),压力数据采集模块数据低位(存储地址:db6)。
[0066]
步骤s2,请参阅图4,启动开关410连到计算单元413的端口上,定义为i0, 只有启动开关410为高电平时(i0=1),高速计数器计数工作;编码器a相连到计算 单元413的端口上,定义为i1;编码器b相连到计算单元413的端口上,定义为 i2;焊丝旋转驱动轮33顺时针旋转时,编码器a相比b相相位超前900,如图3所 示,a相上升沿触发计数器工作,此时b相为低电平(i2=0),反之,焊丝旋转驱 动轮33逆时时针旋转时,编码器a相比b相相位滞后900,a相上升沿触发计数器 工作,此时b相为低电平(i2=1);具体计数控制流程如下:参阅图6,定义变量 i=0,用于存储脉冲数,只有当i0=1andi1=1andi1=1时,执行公式i=i+1;然后把 变量i的数据保存到db7中,程序往返执行以上流程,对a相进行计数。
[0067]
步骤s3,请参阅图4,压力传感器39连接到压力处理模块,进行传感数据处 理,实时监测调节螺丝37压力实时的变化,当调节螺丝37松动,压力减小,当压 力减小到设置值时,控制器418控制指示灯412点亮,提升技术人员需要对焊丝校 直装置进行检修。
[0068]
步骤s4,计算埋弧焊焊丝长度,请参阅图6,db为控制器存储地址,用于保 存数据,db1存储焊丝旋转驱动轮33的直径,单位毫米(mm);db2存储编码器 33旋转一圈产生的脉冲数;db7存储高速计数417中的脉冲数;db10存储埋弧焊 焊丝长度,
[0069]
执行运算:
[0070]
步骤s5,控制器418将db10中的数据送到显示单元411中进行实时显示,供 技术人员参考。
[0071]
以上实施例仅供说明本发明之用,而非对本发明的限制,有关技术领域的技术 人员,在不脱离本发明的精神和范围的情况下,还可以作出各种变换或变型,因此 所有等同的技术方案也应该属于本发明的范畴,应由各权利要求所限定。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1