管料外形凸筋模筒的制作方法
1.本发明涉及冲压模具领域,具体涉及一种管料外形凸筋模筒。
背景技术:
2.目前,为了提高工件的力学性能,通常会对工件凸筋,使其强度和刚度得到提升。
3.本技术人发现现有技术至少存在以下技术问题:1、现有技术中,凸筋模具通常安装在小型冲床底座上,凸筋模设置在下支撑块与上支撑块中再通过背紧块将其固定,凸筋模形成悬臂支承,上凸筋凹模固定在冲床的冲杆上,因此在调整上下对模时难度较大,需用手搬动冲床飞轮数次才使上下合模正确,导致调整过程费时费力,还需要拧紧固定螺钉才能进行凸筋,步骤繁琐。
4.2、在现有技术生产过程中,由于冲床特性冲头速度快、动能大,而震动也大,管料放入凸筋模中无固定,所以当冲床向下冲时管料受震动影响,而凸筋模悬臂支承受冲力有向下磕头现象,使凸筋位置有差异,所生产出的产品合格率为60-80%之间,不能批量生产。
技术实现要素:
5.本发明的目的在于提供的管料外形凸筋模筒,以解决现有技术中的步骤繁琐、合模难度大、受震动影响大和合格率低的技术问题。
6.为实现上述目的,本发明提供了管料外形凸筋模筒,包括模座、凸筋凸模、凸筋凹模、支撑板、垫块、活动套、移动板、弹簧和立柱,其特征在于,凸筋凸模通过支撑板安装在模座上,活动套设置在凸筋凸模的外壁,在活动套的下端设置有垫块安装在模座上,在模座的两边安装立柱,立柱的壁上设置有弹簧,立柱上端连接移动板,移动板通过接头与凸筋凹模连接。
7.进一步的,立柱是由直径不同的基柱、导柱和螺纹柱固定连接的组合体,立柱的基柱与模座通过螺钉进行螺纹连接,导柱和螺纹柱是对立柱通过一体成型加工得到的,螺纹柱是立柱的顶端部分。
8.进一步的,导柱的外壁设置弹簧,弹簧的下端与基柱的顶端连接,弹簧的上端安装有一个弹簧垫片。
9.进一步的,螺纹柱上设置有垫圈和限位螺母,垫圈安装在螺纹柱的底部并与导柱的顶端贴合,限位螺母通过螺纹连接在螺纹柱上,限位螺母与垫圈贴合。
10.进一步的,移动板的上方设置有压头,移动板的两端与立柱的导柱之间通过间隙配合连接在一起,移动板在导柱上进行线性滑动。
11.进一步的,活动套插在凸筋凸模上与插入凸筋凸模上的管料进行贴合,活动套通过垫块进行支撑。
12.进一步的,垫块与模座通过螺钉进行螺纹连接,垫块与活动套之间通过面接触进行支撑,垫块与活动套接触的面弧度与活动套的弧相同。
13.基于上述技术方案,本发明具有以下优点:
1本发明提供的管料外形凸筋模筒,使用活动套在管料插入凸筋模中后,将活动套插入凸筋模中靠紧管料,能够对管料进行定位,并且在冲裁时能防止起皱。
14.2本发明提供的管料外形凸筋模筒,使用支撑板与垫块,使模具两端均有受力支承点,管料与活动套插入凸筋凸模后,在两根对称立柱的导向作用下平稳的进行开合模和冲压运动,使压筋合模过程中无震动,管料又能可靠固定位置,所以生产出的产品合格率为100%。
附图说明
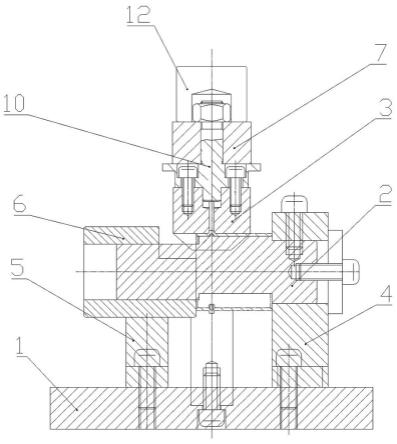
15.图1是本发明实施例的结构示意图;图2是本发明实施例的结构侧视图;图中:1、模座;2、凸筋凸模;3、凸筋凹模;4、支撑板;5、垫块;6、活动套;7、移动板;8、弹簧;9、立柱;10、接头;11、弹簧垫片;12、压头;13、限位螺母;14、垫圈;15、基柱;16、导柱;17、螺纹柱。
具体实施方式
16.为了更好地了解本发明的目的、结构及功能,下面结合附图,对本发明的管料外形凸筋模筒做进一步详细的描述。
17.在本发明的描述中,需要说明的是,术语“中心”、“纵向”、“横向”、“上”、“下”、“前”、“后”、“左”、“右”、“竖直”、“水平”、“顶”、“底”“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。此外,术语“第一”、“第二”、“第三”仅用于描述目的,而不能理解为指示或暗示相对重要性。
18.如图所示,本发明提供的管料外形凸筋模筒,包括模座1、凸筋凸模2、凸筋凹模3、支撑板4、垫块5、活动套6、移动板7、弹簧8和立柱9,其中凸筋凸模2安装在支撑板4上,将支撑板4安装在模座1上,活动套6设置在凸筋凸模2的外壁,在活动套6的下端设置有垫块5安装在模座上,在模座1的两边安装立柱9,移动板7通过接头10与凸筋凹模3连接,立柱9为移动板7提供导向作用,使其能够平稳且精准的再立柱9的外壁进行上下滑动,立柱9的壁上设置有弹簧8,能够为支撑板7提供支撑,在冲压完成后能够对支撑板7与凸筋凹模3进行复位,移动板7上设置压头12,使油压机提供载荷在压头12上让凸筋凹模3向下移动,立柱9是由直径不同的圆柱同轴固定的组合体,立柱9上端的外壁设置弹簧8,在弹簧的上下两端都设置弹簧垫片11能够使支撑板7受力均匀与减小磨损。
19.立柱9是由直径不同的基柱15、导柱16和螺纹柱17固定连接的组合体,立柱9的基柱15与模座1通过螺钉进行螺纹连接,导柱9和螺纹柱17是对立柱9通过一体成型加工得到的,立柱9各构件之间的安装和生产过程中误差大大减小,螺纹柱17的柱身通过加工形成螺纹在立柱9的顶端部分,在导柱9的外壁设置弹簧8,弹簧8的下端与基柱15的顶端连接,弹簧8的上端安装有一个弹簧垫片11;螺纹柱17上设置有垫圈14和限位螺母13,垫圈14安装在螺纹柱17的底部并与导柱16的顶端贴合,限位螺母13通过螺纹连接在螺纹柱17上,限位螺母13与垫圈14紧密贴合,垫圈14防止在移动板7向上复位时直接与限位螺母13进行接触,避免
限位螺母13发生松动。
20.移动板7的上方设置有压头12,移动板7的两端与立柱9的导柱16之间通过间隙配合连接在一起,移动板7在导柱16上进行线性滑动,并且在限位螺母13固定的垫圈14的作用下,对移动板7向上滑动的过程进行限位。
21.活动套6插在凸筋凸模2上并与插入凸筋凸模2上的管料进行贴合,活动套6通过垫块5进行支撑,垫块5与模座1通过螺钉进行螺纹连接,垫块5与活动套6之间通过面接触进行支撑,垫块5与活动套6接触的面的弧度与活动套6的弧相同。
22.本发明的具体实施方式为:将管料插入凸筋凸模2中,活动套6紧贴垫块5缓慢插入凸筋凸模2上并且紧靠管料,待活动套6到达指定位置时,按下油压机按钮对压头12提供巨大压力使凸筋凹模3向下合模,合模过程中挤压弹簧8使安装在移动板7上的凸筋凹模3在立柱9的导柱16上向下稳定的滑动,且弹簧8要承受与部分的应力,缓解油压机合模过程中产生的巨大冲击力,当合模完成后凸筋凹模3与凸筋凸模2进行接触配合,并与凸筋凸模2共同向下进行冲压,管料在冲床作用下得到凸筋,当冲压过程完成后,油压机撤出使模具在弹簧8的作用下进行复位,凸筋凹模3跟随移动板7在立柱9的导柱16上向上滑动,当移动板7到达导柱16的顶端与立柱9的螺纹柱17上的限位螺母13贴合的垫圈14相接触时,复位完成,然后取出活动套6和成型的管料,又作下一个管料生产。
23.可以理解,本发明使通过一些实施例进行描述的,本领域技术人员知悉的,在不脱离本发明的精神和范围情况下,可以对这些特征和实施例进行各种改变或等效替换。另外,在本发明的教导下,可以对这些特征和实施例进行修改以适应具体的情况及材料而不会脱离本发明的精神和范围。因此,本发明不受此处所公开的具体实施例的限制,所有落入本技术的权利要求范围内的实施例都属于本发明所保护的范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1