一种异形零件的高精度锥形孔加工夹具及使用方法与流程
1.本发明属于航空机械加工技术领域,涉及一种异形零件的高精度锥形孔加工夹具及使用方法,用于加工一种异形零件的高精度锥形孔。
背景技术:
2.摇臂(图1)是航空领域上经常出现的结构件,其结构形式复杂多样,加工时难以设定统一的基准进行定位。该异形零件材料为超高强度结构钢,材料韧性大,淬火后硬度大,不易切削,外形型面复杂,加工难度大。异形零件的高精度锥形孔孔径要求为锥面角度尺寸要求为24
°
(0,+0.03
°
),圆度要求为0.008,以往加工时采用数控车床自带的四爪夹盘进行装夹,锥形孔中心距零件最外缘达360mm,零件在数控车床主轴上回转产生较大的动不平衡,加工孔找正困难,因此数控车加工时主轴转速需控制150r/min以内,且需要操作者反复测量调整零件位置,加工效率较低,加工后表面质量较差,很难满足设计指标,加工效率极低,操作者劳动强度大,极大的制约了零件加工效率及质量,因此需要设计一种异形零件的高精度锥形孔加工夹具,能够快速稳定的装夹零件,同时消除零件回转过程中产生的动不平衡度,保证加工过程中数控车床主轴回转高速稳定,确保加工后零件锥面角度及圆度尺寸符合设计指标要求。
技术实现要素:
3.为了提高这种异形零件的高精度锥形孔时的装夹效率,消除零件回转过程中产生的动不平衡度,保证加工过程中数控车床主轴回转高速稳定,提高加工后锥面表面质量,提升零件加工表面质量,降低操作者劳动强度,缩短零件制造周期,设计一种异形零件的高精度锥形孔加工夹具,并提出了使用方法及加工流程。
4.本发明研制一种异形零件的高精度锥形孔的加工夹具,用于加工异形零件的高精度锥形孔。该夹具定位形式充分考虑零件外形特点,通过两孔一面的定位方式,保证了被加工锥形孔的位置精度;该异形零件的高精度锥形孔加工夹具装夹简单,操作者将零件安装在工装上后无需重复找正零件,提高了零件的装夹效率;该异形零件的高精度锥形孔加工夹具具有与数控车床花盘直接相连的接口,保证该夹具与数控车床的连接精度及安装稳定性,确保加工过程中夹具与机床主轴稳定连接,从而保证加工后锥面孔精度满足设计指标要求;该异形零件的高精度锥形孔加工夹具上配置一块配重块,有效的消除了由于零件重心不在主轴回转中心上造成的动不平衡,加工时可提高零件转速,减小主轴转动时产生的跳动量,保证了零件的加工精度,提高了零件的加工效率。
5.本发明的技术方案如下:
6.一种异形零件的高精度锥形孔加工夹具,包括圆盘、定位销、配重、支座、压板、固定衬套和限位销;
7.所述的圆盘为工装的底座,成为工装主要基础板,是连接工装主体与机床法兰盘的基带,在圆盘的中心加工一个的基准孔;定位销设计为带凸肩的形式,其中一个定
位销一侧轴段与圆盘的孔配合,通过4个普通螺钉、螺母把紧固定,起定位作用,另一侧轴段高出圆盘表面,其上表面与零件下表面配合,起定位作用,并在此端面中心安装固定衬套,固定衬套与插销配合,加工时插销与零件定位孔配合,为提升定位的精准度,将其外圆尺寸公差设计为限位销位于圆盘的左侧,其位置按零件两孔孔距要求确定,通过4个普通螺钉、螺母把紧,与圆盘固定,考虑到定位尺寸的限制,将此定位销的上段设计为菱形,防止“过定位”现象;六角压紧螺钉安装在定位销的前后两个侧面,加工时,作用于耳片两个侧面,起辅助定位作用;支座共2件,分别位于零件腹板的两侧,各通过4个普通螺钉,固定在圆盘上,在其上表面分别有1个螺柱,1个螺栓,螺柱下端支撑在支座上表面,上端穿过压板的连接孔,通过螺母锁紧,螺栓下端旋进支座固定,上端穿过压板的腰形孔,与螺母配合,起压紧作用;限位销的上下两侧分别有1个螺柱,1个螺栓,螺柱下端支撑在圆盘上表面,上端穿过压板的连接孔,通过螺母锁紧,螺栓下端旋进圆盘固定,上端穿过压板的腰形孔,与螺母配合,起压紧作用;配重安装在圆盘上,通过3个普通螺钉固定,其重心方向与限位销位于同一轴线上,分布在其相反方向,起平衡的作用,保证在夹具旋转过程中的动平衡;吊环螺钉安装在圆盘的两端,考虑的夹具的体积和重量,为保证操作者在吊装过程中的安全性及便捷性,安装此4个吊环螺钉。
8.一种异形零件的高精度锥形孔加工夹具的使用方法,步骤如下:
9.第一步:首先将异形零件的高精度锥形孔加工夹具安装在数控车床上,圆盘中心的4个普通螺钉,与机床法兰盘相连,通过调整普通螺钉后侧的螺母保证异形零件的高精度锥形孔加工夹具与数控车床的连接稳定性;
10.第二步:使用百分表检查固定衬套的跳动量,要求跳动度不大于0.008mm;
11.第三步:将零件安装在夹具上,零件大孔安装在限位销上,小孔端耳片与定位销的上表面贴合,小孔中心与固定衬套中心相合,将插销插入零件小孔;
12.第四步:将限位销两侧的压板置于零件上表面,锁紧螺栓上的螺母,压紧零件;
13.第五步:锁紧固定衬套两侧的六角压紧螺钉,使其作用于耳片两个端面,起固定耳片位置、定位的作用;
14.第六步:将2个支座上的2个的压板置于零件腹板上表面,锁紧螺栓上的螺母,辅助压紧零件;
15.第七步:卸下插销,车削零件内孔;
16.第八步:加工测量合格后,放松螺母,抬起压板;将零件拆下;
17.第九步:重复上述步骤1-7加工后续零件。
18.本发明的有益效果如下:
19.1.结构简单,操作方便,利用两个孔及下表面面定位,稳定可靠,提高产品的质量;2.插销的使用降低找正难度;3.专用夹具的使用避免了四爪夹盘带来的不稳定;4.专用加工定位方式简单,可以长期使用,实现了经济性,装置操作方便,定位准确,结构新颖,生产效率高。
附图说明
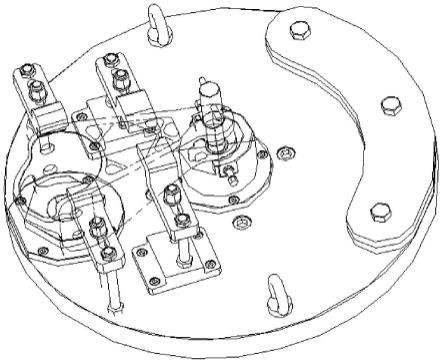
20.图1是异形零件的高精度锥形孔加工夹具轴侧视图;
21.图2是异形零件的高精度锥形孔加工夹具正视图;
22.图3是异形零件的高精度锥形孔加工夹具左视图;
23.图4是异形零件的高精度锥形孔加工夹具俯视图。
24.附图标记:1圆盘;2定位销;3螺母;4配重;5支座;6六角压紧螺钉;7压板;8插销;9固定衬套;10螺柱;11螺栓;12普通螺钉;13吊环螺钉;14限位销。
具体实施方式
25.现结合附图对本发明作进一步的描述
26.实施例1:
27.一种异形零件的高精度锥形孔加工夹具,包括圆盘1、定位销2、配重4、支座5、压板7、固定衬套9和限位销14;
28.所述的圆盘1为工装的底座,成为工装主要基础板,是连接工装主体与机床法兰盘的基带,在圆盘1的中心加工一个的基准孔;定位销2设计为带凸肩的形式,其中一个定位销一侧轴段与圆盘1的孔配合,通过4个普通螺钉12、螺母3把紧固定,起定位作用,另一侧轴段高出圆盘表面,其上表面与零件下表面配合,起定位作用,并在此端面中心安装固定衬套9,固定衬套与插销8配合,加工时插销8与零件定位孔配合,为提升定位的精准度,将其外圆尺寸公差设计为限位销14位于圆盘1的左侧,其位置按零件两孔孔距要求确定,通过4个普通螺钉12、螺母3把紧,与圆盘固定,考虑到定位尺寸的限制,将此定位销的上段设计为菱形,防止“过定位”现象;六角压紧螺钉6安装在定位销2的前后两个侧面,加工时,作用于耳片两个侧面,起辅助定位作用;支座5共2件,分别位于零件腹板的两侧,各通过4个普通螺钉12,固定在圆盘1上,在其上表面分别有1个螺柱10,1个螺栓11,螺柱10下端支撑在支座5上表面,上端穿过压板7的连接孔,通过螺母3锁紧,螺栓11下端旋进支座5固定,上端穿过压板7的腰形孔,与螺母3配合,起压紧作用;限位销14的上下两侧分别有1个螺柱10,1个螺栓11,螺柱10下端支撑在圆盘1上表面,上端穿过压板7的连接孔,通过螺母3锁紧,螺栓11下端旋进圆盘1固定,上端穿过压板7的腰形孔,与螺母3配合,起压紧作用;配重4安装在圆盘1上,通过3个普通螺钉12固定,其重心方向与限位销14位于同一轴线上,分布在其相反方向,起平衡的作用,保证在夹具旋转过程中的动平衡;吊环螺钉13安装在圆盘1的两端,考虑的夹具的体积和重量,为保证操作者在吊装过程中的安全性及便捷性,安装此4个吊环螺钉13。
29.实施例2:
30.一种异形零件的高精度锥形孔加工夹具的使用方法,步骤如下:
31.第一步:首先将异形零件的高精度锥形孔加工夹具安装在数控车床上,圆盘1中心的4个普通螺钉12,与机床法兰盘相连,通过调整普通螺钉12后侧的螺母保证异形零件的高精度锥形孔加工夹具与数控车床的连接稳定性;
32.第二步:使用百分表检查固定衬套9的跳动量,要求跳动度不大于0.008mm;
33.第三步:将零件安装在夹具上,零件大孔安装在限位销14上,小孔端耳片与定位销2的上表面贴合,小孔中心与固定衬套9中心相合,将插销8插入零件小孔;
34.第四步:将限位销14两侧的压板7置于零件上表面,锁紧螺栓11上的螺母3,压紧零件;
35.第五步:锁紧固定衬套9两侧的六角压紧螺钉6,使其作用于耳片两个端面,起固定
耳片位置、定位的作用;
36.第六步:将2个支座5上的2个的压板7置于零件腹板上表面,锁紧螺栓11上的螺母3,辅助压紧零件;
37.第七步:卸下插销8,车削零件内孔;
38.第八步:加工测量合格后,放松螺母3,抬起压板7;将零件拆下;
39.第九步:重复上述步骤1-7加工后续零件。
40.该项发明解决了种异形零件的高精度锥形孔加工效率较低,加工后表面质量较差的问题。通过改进,取得了一定的经济效益。并且通过以上操作步骤执行时,取消了钳工手工研磨工序,极大的提高了种异形零件的高精度锥形孔加工效率,降低了操作者的劳动强度,避免了由于工人疲劳及装夹方式不稳定造成的零件超差。夹具上带有固定衬套及插销,保证了夹具安装快速稳定,夹具上的找正孔保证了加工时快速找锥面孔中心,提高零件装夹找正效率,用科学的方法、开拓思想,坚持理论与实际相结合,增强了质量意识,技术水平和解决实际问题能力都得到了提高。
41.上述实施例只为说明本发明的技术构思及特点,其目的在于让熟悉此项技术的人士能够了解本发明的内容并据以实施,并不能以此限制本发明的保护范围。凡根据本发明精神实质所作的等效变化或修饰,都应涵盖在本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1