一种衣帽鞋架层板生产线、生产方法以及制得的层板与流程
1.本发明涉及层板生产技术领域,尤其是涉及一种衣帽鞋架层板生产线、生产方法以及制得的层板。
背景技术:
2.参阅图13,在家具生产行业中,层板包括边框101及装入到边框内的底板102,层板的制作过程至少包括以下步骤:第一步,将底板102装入到边框101内;第二步,将组装状态下的边框101与底板101冲压固定,通过两步步骤将层板初步成型,并能够通过增加后续加工步骤,对初步成型的层板进一步加工。
3.在后续加工中,为提高层板的强度,还能对初步成型的层板进行以下加工,对边框进行加固、在层板的边角内装入边角支撑件103并将边角支撑件103焊接固定在层板边角内以及在层板内焊接安装加固杆104,通过加固杆104在层板内相对抵顶边框两端的框边;但目前,这些对层板的加固加工均采用人工操作对应的设备来进行加工,在除了需要工人来完成将制作的两步制作步骤以外,这些额外的后续加工也需要额外的人力来进行,人力消耗大,且每多一步加工,受到人力的影响越大,加工效率越低。
技术实现要素:
4.本发明的目的在于提供一种衣帽鞋架层板生产线、生产方法以及制得的层板,该衣帽鞋架层板生产线能自动化地对底板进行加工,以及自动化对层板进行后续的加固加工。
5.为实现上述目的,本发明提供如下技术方案:
6.一种衣帽鞋架层板生产线,包括板料加工产线、层板加固产线及设置在板料加工产线与层板加固产线之间的人工组装区;
7.所述板料加工产线包括依次设置的板料定位输送装置、板料冲压裁切装置、板料冲压折边装置及分别用于以上各个工艺设备之间对板料进行传递作用的多个第一机械臂,板料定位输送装置用于将板料输送到板料冲压裁切装置上,板料冲压裁切装置用于对板料冲压裁切,板料冲压折边装置用于对冲压裁切后的板料冲压折边,从而制得层板组装所需的底板,并通过一第一机械臂将底板输送向人工组装区;
8.所述人工组装区包括输送台、层板冲压组装装置及设置在输送台与层板冲压组装装置之间的人工组装台,输送台用于将第一机械臂输入的底板输送到人工组装台上,所述人工组装台上储备有制作层板组装所需的边框及用以加固层板的边角支撑件,供工人在人工组装台上将底板装入到边框内以及在边框内的每一角位装入一边角支撑件;所述层板冲压组装装置用于将组装状态下的边框、底板及边角支撑件冲压固定,使层板成型;
9.所述层板加固产线包括依次设置的层板输送装置、层板边框焊接装置、第一层板角位焊接装置、第二层板角位焊接装置、层板加固焊接装置、层板冲孔装置以及分别用于以上各个工艺设备之间对层板进行传递作用的多个第二机械臂,层板输送装置用于将层板输
送向层板边框焊接装置;层板边框焊接装置用于将层板边框的首尾相接处焊接加固;第一层板角位焊接装置用于将边角支撑件与层板底板的交叠处焊接加固;第二层板角位焊接装置用于将边角支撑件与层板边框的交叠处焊接加固;层板加固焊接装置将加固杆装入到层板内并将加固杆在层板内焊接固定;所述层板冲孔装置用于对层板的角位冲孔。
10.作为本发明进一步技术方案:所述板料定位输送装置,包括备料区、送料机械手、出料机械手及设置在送料机械手与出料机械手之间的定位台,备料区用于储备板料,送料机械手将板料输送到定位台上,所述定位台上设有用以对板料定位的板料定位机构,供板料定位机构将板料定位后,出料机械手将板料从定位台上抓取并输送到板料冲压裁切装置上。
11.作为本发明进一步技术方案:所述层板边框焊接装置,包括定位输送台及边框焊接机,所述定位输送台包括基台、往复驱动单元、第一侧移驱动单元及输送座,所述基台的两端分别为上料端及加工端,所述往复驱动单元纵向地安装在基台的上料端与加工端之间,其包括固设在基台上的往复轨道、可活动地安装在往复轨道上的往复座及用以驱动往复座在往复轨道上活动的往复驱动组件;所述第一侧移驱动单元横向地安装在往复座上,其包括固设在往复座上的侧移轨道、可活动地安装在侧移轨道上的侧移座及用以驱动侧移座在侧移轨道上活动的侧移驱动件;所述输送座安装在侧移座上,输送座上设有用以将层板定位的层板夹持结构;所述边框焊接机与基台的加工端相对设置。
12.作为本发明进一步技术方案:所述第一层板角位焊接装置,包括第一焊接输送装置及两台第一角位碰焊机,所述第一焊接输送装置沿输送方向依次设有入料位、焊接位及出料位,两台第一角位碰焊机相对设置在焊接位的两侧;所述第一焊接输送装置包括第一座台、固设在第一座台上的输送驱动单元以及可活动地安装在输送驱动单元上的第一层板输送架,通过输送驱动单元驱动第一层板输送架在入料位、焊接位及出料位之间来回活动;所述第一层板输送架包括可活动地安装在输送驱动单元上的架座、设置在架座上方的升降托板以及设置在架座与升降托板之间的若干第一导向组件与升降驱动缸,所述升降托板在其顶面上设有用以将层板定位的层板定位结构以及在其角位各开设有供层板的一角位外伸的凹口,所述升降驱动缸的底端固定在架座上,升降驱动缸的伸缩杆垂直朝上设置,并与升降托板的底面连接,通过升降驱动缸的伸缩杆伸缩带动升降托板升降。
13.作为本发明进一步技术方案:所述第二层板角位焊接装置,包括第二座台、安装在第二座台上的第二焊接输送装置及设置在第二座台外并与第二焊接输送装置相对的第二角位碰焊机,所述第二焊接输送装置包括送料驱动单元、第二侧移驱动单元、升降驱动单元以及层板夹送架;所述送料驱动单元包括纵向设置的送料轨道、可活动地安装在送料轨道上的第一安装座及用以驱动第一安装座在送料轨道上活动的送料驱动件;所述第二侧移驱动单元包括横向地固设在第一安装座上的侧移轨道、可活动地安装在侧移轨道上的第二安装座及用以驱动第二安装座在侧移轨道上活动的侧移驱动件;所述升降驱动单元包括立设在第二安装座上的升降轨道、可活动地安装在升降轨道上的第三安装座及用以驱动第三安装座在升降轨道上活动的升降驱动件;所述层板夹送架安装在第三安装座上,其包括基板、第二层板输送架及旋转驱动机构,所述基板的一端固定在第三安装座上,所述第二层板输送架与旋转驱动机构相对地安装在基板另一端的两面上,所述第二层板输送架上设有用以对层板夹持定位的夹持组件,所述旋转驱动机构的旋转轴穿过基板后,与第二层板输送架
连接,用以驱动第二层板输送架在基板上90
°
或180
°
旋转。
14.作为本发明进一步技术方案:所述层板加固焊接装置,包括组装加固装置与加固碰焊机,所述组装加固装置包括定位输送结构及支杆输送结构,所述定位输送结构与加固碰焊机相对设置,定位输送结构包括架台、可朝向加固碰焊机活动地设置在架台上的定位输送架以及用以驱动定位输送架在架台上滑动的输送驱动机构,所述定位输送架上设有用以对加固杆定位的第一定位组件及用以对层板定位的第二定位组件;所述支杆输送结构设置在定位输送结构的一侧,供支杆输送结构将加固杆输入到定位输送架上,一第二机械臂将层板输入到定位输送架上,第一定位组件与第二定位组件分别对加固杆及层板定位,将加固杆组装到层板内,并通过输送驱动机构驱动定位输送架向加固碰焊机活动,将加固杆在层板内焊接固定,另一第二机械臂将焊接固定有加固杆的层板从定位输送架上输出。
15.作为本发明进一步技术方案:所述支杆输送结构,包括备杆结构及用以将加固杆从备杆结构输出的送杆结构,所述备杆结构包括座架、储料仓及提料结构,所述座架在其一端上设有所述储料仓以及在其另一端上立设有托架,所述提料结构安装在储料仓与托架之间,通过提料结构将储存在储料仓内的加固杆输出到托架的顶部上;所述送杆结构包括支撑架、安装在支撑架顶端的侧移驱动结构及安装在侧移驱动结构上的升降夹持结构,所述侧移驱动结构的输入端延伸到托架的上方,供侧移驱动结构驱动升降夹持结构在其输入端与输出端之间来回活动,并通过升降夹持结构将位于托架顶部的加固杆夹持输出。
16.作为本发明进一步技术方案:所述定位输送架包括安装板及可升降地安装在安装板上方的升降托座,所述升降托座包括可升降地设置在安装板上方的升降平板、安装在升降平板远离加固碰焊机的一端的端边中部上的固定板以及安装在安装板与升降平板之间的第二导向组件与升降驱动组件,通过升降驱动组件驱动升降平板相对于安装板升降;所述升降平板朝向加固碰焊机的一端的端边在与固定板的对应处向内凹设有定位口;所述第一定位组件安装在固定板朝向加固碰焊机的一面上,对应地设置在定位口的下方。
17.另外,本发明有必要提供一种衣帽鞋架层板生产线的生产方法。
18.一种衣帽鞋架层板生产线的生产方法,包括以下步骤:第一步:在板料加工产线依次依次在第一机械臂的传递下,自动化地通过板料冲压裁切装置与板料冲压折边装置对板料进行冲压裁切与冲压裁切加工,制得层板组装所需的底板,并将底板输送到人工组装区;第二步:在人工组装区通过人工将底板装入到边框内以及在边框内的每一角位装入一边角支撑件后,将初步组装后的层板放入到层板冲压组装装置内进行冲压固定,使层板初步成型,并将初步成型的层板输送到层板加固产线;第三步,在层板加固产线依次在第二机械臂的传递下,自动化地通过层板输送装置、层板边框焊接装置、第一层板角位焊接装置、第二层板角位焊接装置、层板加固焊接装置及层板冲孔装置对层板进行加固加工,层板边框焊接装置将层板边框的首尾相接处焊接加固;第一层板角位焊接装置将边角支撑件与层板底板的交叠处焊接加固;第二层板角位焊接装置将边角支撑件与层板边框的交叠处焊接加固;层板加固焊接装置将加固杆装入到层板内并将加固杆在层板内焊接固定;所述层板冲孔装置对层板的角位冲孔,从而完成对层板的加固。
19.与现有技术相比,本发明的有益效果是:本发明提出一种衣帽鞋架层板生产线、生产方法以及制得的层板,自动化程度高,能够自动化地实现对层板底板的加工以及对层板进行后续的加固加工,节约人工成本,有效地提高了衣帽鞋架层板的生产效率。
附图说明
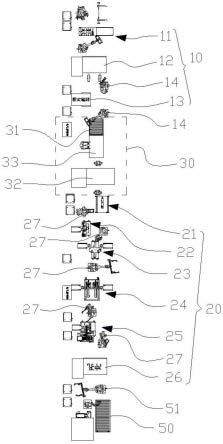
20.图1为衣帽鞋架层板生产线的俯视图。
21.图2为衣帽鞋架层板生产线的示意图。
22.图3为板料定位输送装置的示意图。
23.图4为层板输送装置的示意图。
24.图5为层板边框焊接装置的第一视角示意图。
25.图6为层板边框焊接装置的第二视角示意图。
26.图7为第一层板角位焊接装置的示意图。
27.图8为第二层板角位焊接装置的示意图。
28.图9为第二层板角位焊接装置拆除第二角位碰焊机后的示意图。
29.图10为层板加固焊接装置的第一视角示意图。
30.图11为图10的局部图。
31.图12为层板加固焊接装置的第二视角示意图。
32.图13为衣帽鞋架层板的加工流程图。
具体实施方式
33.以下结合附图对本发明的具体实施方式进行详细说明。应当理解的是,此处所描述的具体实施方式仅用于说明和解释本发明,并不用于限制本发明的保护范围。
34.请参阅图1、图2,一种衣帽鞋架层板生产线,包括板料加工产线10、层板加固产线20及设置在板料加工产线10与层板加固产线20之间的人工组装区30;
35.所述板料加工产线10包括依次设置的板料定位输送装置11、板料冲压裁切装置12、板料冲压折边装置13及分别用于以上各个工艺设备之间对板料进行传递作用的多个第一机械臂14,板料定位输送装置11用于将板料输送到板料冲压裁切装置12上,板料冲压裁切装置12用于对板料冲压裁切,板料冲压折边装置13用于对冲压裁切后的板料冲压折边,从而制得层板组装所需的底板,并通过一第一机械臂14将底板输送向人工组装区30;
36.所述人工组装区30包括输送台31、层板冲压组装装置32及设置在输送台31与层板冲压组装装置32之间的人工组装台33,通过输送台31将第一机械臂14输入的底板输送到人工组装台33上,所述人工组装台33上储备有制作层板组装所需的边框及用以加固层板的边角支撑件,供工人在人工组装台33上将底板装入到边框内,以及在边框内的每一角位装入一边角支撑件;随后,相对站立在层板组装装置两侧的两位工人,一工人将初步组装后的层板放入到层板冲压组装装置32内,层板冲压组装装置32将组装状态下的边框、底板及边角支撑件冲压固定,使层板初步成型,另一工人将初步成型的层板从层板冲压组装装置32取出并放入到层板加固产线20;
37.所述层板加固产线20包括依次设置的层板输送装置21、层板边框焊接装置22、第一层板角位焊接装置23、第二层板角位焊接装置24、层板加固焊接装置25、层板冲孔装置26以及分别用于以上各个工艺设备之间对层板进行传递作用的多个第二机械臂27,层板输送装置21用于将层板输送向层板边框焊接装置22;层板边框焊接装置22用于将层板边框的首尾相接处焊接加固;第一层板角位焊接装置23用于将边角支撑件与层板底板的交叠处焊接加固;第二层板角位焊接装置24用于将边角支撑件与层板边框的交叠处焊接加固;层板加
固焊接装置25将加固杆装入到层板内并将加固杆在层板内焊接固定;所述层板冲孔装置26用于对层板的角位冲孔。
38.进一步的,参阅图3,所述板料定位输送装置11,包括备料区111、送料机械手112、出料机械手113及设置在送料机械手112与出料机械手113之间的定位台114,备料区111用于储备板料,送料机械手112将板料输送到定位台114上,所述定位台114上设有用以对板料定位的板料定位机构1141,供板料定位机构1141将板料定位后,出料机械手113将板料从定位台114上抓取并输送到板料冲压裁切装置12上。
39.进一步的,参阅图4,所述层板输送装置21,包括层板输送座211、两件层板托架212及升降推送机构213,两件层板托架212相对立设在层板输送座211的顶面两侧上,并在两件层板托架212之间依次形成输入位、中段位及输出位;所述升降推送机构213安装在层板输送座211顶面的两侧之间,其包括安装在层板输送座211顶面上的推送驱动模块2131及安装在推送驱动模块2131上的升降架模块2132,所述推送驱动模块2131驱动升降架模块2132在输入位与中段位之间来回活动;所述升降架模块2132包括推送架214及用以驱动推送架214升降的第一升降驱动件215,所述推送架214形成有层板承托段201以及在层板承托段201朝向输出位的一侧延伸有层板推送段202,所述层板承托段201的两端上相对立设有两块定位夹板2141,两块定位夹板2141之间形成能够容置层板的托载空间203,所述层板推送段202上立设有抵推板2142;所述推送架214通过托载空间203将位于输入位的层板容置,以及通过抵推板2142将位于中段位的层板从中段位推送到输出位。
40.进一步的,参阅图5、图6,所述层板边框焊接装置22,包括定位输送台221及边框焊接机222,所述定位输送台221包括基台2211、往复驱动单元2212、第一侧移驱动单元2213及输送座2214,所述基台2211的两端分别为上料端及加工端,所述往复驱动单元2212纵向地安装在基台2211的上料端与加工端之间,其包括固设在基台2211上的往复轨道、可活动地安装在往复轨道上的往复座及用以驱动往复座在往复轨道上活动的往复驱动组件;所述第一侧移驱动单元2213横向地安装在往复座上,其包括固设在往复座上的侧移轨道、可活动地安装在侧移轨道上的侧移座及用以驱动侧移座在侧移轨道上活动的侧移驱动件;所述输送座2214安装在侧移座上,输送座2214上设有用以将层板定位的层板夹持结构2215;所述边框焊接机222与基台2211的加工端相对设置,以供在上料端将层板上料到输送座2214上,并通过层板夹持结构2215定位,待往复驱动组件驱动往复座沿往复轨道活动到加工端,焊接机对定位后的层板的边框首尾交接段进行焊接,并在首尾交接段的一端完成焊接后,侧移驱动件驱动侧移座沿侧移轨道活动,将首尾交叠段的另一端焊接。
41.进一步的,参阅图7,所述第一层板角位焊接装置23,包括第一焊接输送装置231及两台第一角位碰焊机232,所述第一焊接输送装置231沿输送方向依次设有入料位、焊接位及出料位,两台第一角位碰焊机232相对设置在焊接位的两侧;所述第一焊接输送装置231包括第一座台2311、固设在第一座台2311上的输送驱动单元2312以及可活动地安装在输送驱动单元2312上的第一层板输送架2313,通过输送驱动单元2312驱动第一层板输送架2313在入料位、焊接位及出料位之间来回活动;所述第一层板输送架2313包括可活动地安装在输送驱动单元2312上的架座233、设置在架座233上方的升降托板234以及设置在架座233与升降托板234之间的若干第一导向组件235与升降驱动缸236,所述升降托板234在其顶面上设有用以将层板定位的层板定位结构2341以及在其角位各开设有供层板的一角位外伸的
凹口2342,所述升降驱动缸236的底端固定在架座233上,升降驱动缸236的伸缩杆垂直朝上设置,并与升降托板234的底面连接,通过升降驱动缸236的伸缩杆伸缩带动升降托板234升降,供输送驱动单元2312驱动第一层板输送架2313从入料位向焊接位输送,升降驱动缸236的伸缩杆伸出带动升降托板234升降,依次使升降托板234的两端角位处的两个凹口2342对应地穿入到两台第一角位碰焊机232的上焊组件与下焊组件之间,将边角支撑件与层板底板的交叠处焊接加固。
42.进一步的,参阅图8、图9,所述第二层板角位焊接装置24,包括第二座台241、安装在第二座台241上的第二焊接输送装置242及设置在第二座台241外并与第二焊接输送装置242相对的第二角位碰焊机243,所述第二焊接输送装置242包括送料驱动单元2421、第二侧移驱动单元2422、升降驱动单元2423以及层板夹送架2424;所述送料驱动单元2421包括纵向设置的送料轨道、可活动地安装在送料轨道上的第一安装座及用以驱动第一安装座在送料轨道上活动的送料驱动件;所述第二侧移驱动单元2422包括横向地固设在第一安装座上的侧移轨道、可活动地安装在侧移轨道上的第二安装座及用以驱动第二安装座在侧移轨道上活动的侧移驱动件;所述升降驱动单元2423包括立设在第二安装座上的升降轨道、可活动地安装在升降轨道上的第三安装座及用以驱动第三安装座在升降轨道上活动的第二升降驱动件;所述层板夹送架2424安装在第三安装座上,其包括基板、第二层板输送架243及旋转驱动机构244,所述基板的一端固定在第三安装座上,所述第二层板输送架243与旋转驱动机构244相对地安装在基板另一端的两面上,所述第二层板输送架243上设有用以对层板夹持定位的夹持组件2431,所述旋转驱动机构244的旋转轴穿过基板后,与第二层板输送架243连接,用以驱动第二层板输送架243在基板上90
°
或180
°
旋转;供送料驱动件驱动第一安装座向与第二角位碰焊机243相对位置活动,及第二侧移驱动单元2422与升降驱动单元2423同步运作下,依次使第二层板输送架243的两端穿入到第二角位碰焊机243的上焊组件与下焊组件之间,将边角支撑件与层板边框的交叠处焊接加固。
43.进一步的,参阅图10、图11及图12,所述层板加固焊接装置25,包括组装加固装置251与加固碰焊机252,所述组装加固装置251包括定位输送结构2511及支杆输送结构2512,所述定位输送结构2511与加固碰焊机252相对设置,定位输送结构2511包括架台41、可朝向加固碰焊机252活动地设置在架台41上的定位输送架42以及用以驱动定位输送架42在架台41上滑动的输送驱动机构43,所述定位输送架42上设有用以对加固杆定位的第一定位组件44及用以对层板定位的第二定位组件45;所述支杆输送结构2512设置在定位输送结构2511的一侧,供支杆输送结构2512将加固杆输入到定位输送架42上,一第二机械臂27将层板输入到定位输送架42上,第一定位组件44与第二定位组件45分别对加固杆及层板定位,将加固杆组装到层板内,并通过输送驱动机构43驱动定位输送架42向加固碰焊机252活动,将加固杆在层板内焊接固定,另一第二机械臂27将焊接固定有加固杆的层板从定位输送架42上输出。
44.具体的,所述支杆输送结构2512,包括备杆结构51及用以将加固杆从备杆结构51输出的送杆结构52,所述备杆结构51包括座架511、储料仓512及提料结构513,所述座架511在其一端上设有所述储料仓512以及在其另一端上立设有托架514,所述提料结构513安装在储料仓512与托架514之间,通过提料结构513将储存在储料仓512内的加固杆输出到托架514的顶部上;所述送杆结构52包括支撑架521、安装在支撑架521顶端的侧移驱动结构522
及安装在侧移驱动结构522上的升降夹持结构523,所述侧移驱动结构522的输入端延伸到托架514的上方,供侧移驱动结构522驱动升降夹持结构523在其输入端与输出端之间来回活动,并通过升降夹持结构523将位于托架514顶部的加固杆夹持输出。
45.所述升降夹持结构523包括第二升降驱动缸、旋转驱动件及送杆夹爪,所述第二升降驱动缸安装在侧移驱动结构上,固设在第二滑动座上,第二升降驱动缸的伸缩杆垂直朝下设置,并在其上设有所述旋转驱动件,所述送杆夹爪安装在旋转驱动件的转轴端,通过旋转驱动件带动送杆夹爪转动。
46.所述定位输送架42包括安装板421及可升降地安装在安装板421上方的升降托座422,所述升降托座422包括可升降地设置在安装板421上方的升降平板4221、安装在升降平板4221远离加固碰焊机252的一端的端边中部上的固定板4222以及安装在安装板421与升降平板4221之间的第二导向组件与升降驱动组件4223,通过升降驱动组件4223驱动升降平板4221相对于安装板421升降;所述升降平板4221朝向加固碰焊机252的一端的端边在与固定板4222的对应处向内凹设有定位口423;所述第一定位组件44安装在固定板4222朝向加固碰焊机252的一面上,对应地设置在定位口423的下方。
47.所述第一定位组件44包括设置在固定板4222朝向加固碰焊机252的一面上的升降驱动结构441、设置在升降驱动结构441上的夹爪座442及呈一直线地间隔安装在夹爪座442上的若干定位夹爪443,供升降驱动结构441驱动夹爪座442相对定位口423升降,并通过定位夹爪443在定位口423夹持送杆结构52输入到定位输送架42上的加固杆。
48.所述升降平板4221在远离加固碰焊机252的一端的两侧相对设有两件端边挡块451,所述第二定位组件45包括两件端边定位缸452,两件端边定位缸452相对安装在升降平板4221邻近加固碰焊机252的一端的底面两侧上,每一端边定位缸452的伸缩杆朝向加固碰焊机252设置,并在其上设有端边抵压块453。
49.所述第二定位组件45包括夹持驱动缸454及相对安装在夹持驱动缸454上的两根侧边夹持臂455,所述夹持驱动缸454安装在固定板4222远离加固碰焊机252的一面上,每一侧边夹持臂455的一端安装在夹持驱动缸454上,另一端对应地延伸至升降平板4221的一侧外并在其上设有侧边抵压块456。
50.可以理解的,所述衣帽鞋架层板生产线的生产方法,包括以下步骤:第一步:在板料加工产线10依次依次在第一机械臂14的传递下,自动化地通过板料冲压裁切装置12与板料冲压折边装置13对板料进行冲压裁切与冲压裁切加工,制得层板组装所需的底板,并将底板输送到人工组装区30;第二步:在人工组装区30通过人工将底板装入到边框内以及在边框内的每一角位装入一边角支撑件后,将初步组装后的层板放入到层板冲压组装装置32内进行冲压固定,使层板初步成型,并将初步成型的层板输送到层板加固产线20;第三步,在层板加固产线20依次在第二机械臂27的传递下,自动化地通过层板输送装置21、层板边框焊接装置22、第一层板角位焊接装置23、第二层板角位焊接装置24、层板加固焊接装置25及层板冲孔装置26对层板进行加固加工,层板边框焊接装置22将层板边框的首尾相接处焊接加固;第一层板角位焊接装置23将边角支撑件与层板底板的交叠处焊接加固;第二层板角位焊接装置24将边角支撑件与层板边框的交叠处焊接加固;层板加固焊接装置25将加固杆装入到层板内并将加固杆在层板内焊接固定;所述层板冲孔装置26对层板的角位冲孔,从而完成对层板的加固。
51.进一步的,所述衣帽鞋架层板生产线,还包括成品输出线50,成品输出线50安装在层板加固产线20的后方,成品输出线50与层板加固产线20之间设有输出机械臂51,供输出机械臂51将完成加固后的层板从层板冲孔装置26抓取输送到成品输出线50上。
52.综上所述,本发明一种衣帽鞋架层板生产线、生产方法以及制得的层板,自动化程度高,能够自动化地实现对层板底板的加工以及对层板进行后续的加固加工,节约人工成本,有效地提高了衣帽鞋架层板的生产效率。
53.只要不违背本发明创造的思想,对本发明的各种不同实施例进行任意组合,均应当视为本发明公开的内容;在本发明的技术构思范围内,对技术方案进行多种简单的变型及不同实施例进行的不违背本发明创造的思想的任意组合,均应在本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1