对压铸件不同位置进行转盘式流水线钻孔加工设备的制作方法
对压铸件不同位置进行转盘式流水线钻孔加工设备
【技术领域】
1.本发明涉及机械加工技术领域,尤其涉及对压铸件不同位置进行转盘式流水线钻孔加工设备。
背景技术:
2.在工业生产制造过程中压铸件的应用非常广泛,但压铸件在压铸成型后需要在对其进行钻孔,以便于后期组装连接,例如灯具的灯壳,但由于压铸件上钻孔位置不同,大小不同,所以需要在多条钻孔流水线上进行切换加工,不仅增加了加工成本,而且降低了工作效率。
技术实现要素:
3.为解决上述压铸件在加工过程中因需要在不同位置处钻孔,需要转换多条流水线的问题,本发明提出了对压铸件不同位置进行转盘式流水线钻孔加工设备。
4.本发明由以下技术方案实现的:
5.对压铸件不同位置进行转盘式流水线钻孔加工设备,包括底座,设于所述底座上的转盘,设于所述转盘上用于放置压铸件的工件固定座,围设于所述转盘周侧的水平钻孔攻牙加工装置和竖直钻孔攻牙加工装置,以及设于所述底座与所述水平钻孔攻牙加工装置之间并用于调节所述水平钻孔攻牙加工装置与所述转盘相对距离的调节装置,所述转盘转动以将所述工件固定座上的压铸件依次转动至所述水平钻孔攻牙加工装置和所述竖直钻孔攻牙加工装置的加工位置上,以供对压铸件进行加工。
6.如上所述对压铸件不同位置进行转盘式流水线钻孔加工设备,所述水平钻孔攻牙加工装置包括水平钻孔装置和/或水平攻牙装置,所述竖直钻孔攻牙加工装置包括竖直钻孔装置和/或竖直攻牙装置。
7.如上所述对压铸件不同位置进行转盘式流水线钻孔加工设备,所述调节装置包括用于调节所述水平钻孔攻牙加工装置与所述工件固定座相对水平距离的水平调节装置,以及设于所述水平调节装置上并用于调节所述水平钻孔攻牙加工装置与所述工件固定座相对高度的竖直调节装置。
8.如上所述对压铸件不同位置进行转盘式流水线钻孔加工设备,所述竖直调节装置包括与所述水平钻孔攻牙加工装置螺纹配合的第一螺杆;所述水平调节装置包括与所述竖直调节装置螺纹配合的第二螺杆。
9.如上所述对压铸件不同位置进行转盘式流水线钻孔加工设备,所述竖直钻孔攻牙加工装置上设有对应所述工件固定座位置设置的限位装置,所述限位装置用于将压铸件压紧在所述工件固定座上。
10.如上所述对压铸件不同位置进行转盘式流水线钻孔加工设备,所述限位装置包括与所述竖直钻孔攻牙加工装置连接的固定部,设于所述固定部上并用于压紧压铸件的限位部,所述限位部活动穿设于所述固定部上。
11.如上所述对压铸件不同位置进行转盘式流水线钻孔加工设备,所述限位部两端穿出所述固定部,所述限位部一端套设有限位件,另一端设有复位件,所述限位件用于限制所述限位部相对于所述固定部的移动距离,当所述竖直钻孔攻牙加工装置下移时,所述复位件用于使所述限位部保持顶压压铸件。
12.如上所述对压铸件不同位置进行转盘式流水线钻孔加工设备,所述限位部端部设有限位凸沿,所述复位件位于所述限位凸沿与所述固定部之间。
13.如上所述对压铸件不同位置进行转盘式流水线钻孔加工设备,所述固定部沿长度方向上设有长条状的固定孔。
14.如上所述对压铸件不同位置进行转盘式流水线钻孔加工设备,所述水平钻孔装置、所述水平攻牙装置、所述竖直钻孔装置、所述水平钻孔装置、所述竖直攻牙装置依次沿所述转盘外侧呈圆周间隔设置。
15.与现有技术相比,本发明有如下优点:
16.本发明提出了对压铸件不同位置进行转盘式流水线钻孔加工设备,包括底座,设于底座上的转盘,设于转盘上用于放置压铸件的工件固定座,围设于转盘周侧的水平钻孔攻牙加工装置和竖直钻孔攻牙加工装置,以及设于底座与水平钻孔攻牙加工装置之间并用于调节水平钻孔攻牙加工装置与转盘相对距离的调节装置,转盘转动以将工件固定座上的压铸件依次转动至水平钻孔攻牙加工装置和竖直钻孔攻牙加工装置的加工位置上,以供对压铸件进行加工;本发明设有转盘式的流水线,通过旋转转盘使得压铸件在同一流水线上切换不同的加工工位,并通过水平钻孔攻牙加工装置和竖直钻孔攻牙加工装置分别钻出多个位置和多个孔径的孔,并且通过调节装置调节水平钻孔攻牙加工装置的钻孔位置,不需要转换流水线,提高了加工效率,减少了加工成本。
【附图说明】
17.为了更清楚地说明本发明实施例中的技术方案,下面将对实施例描述中所需要使用的附图作简单地介绍。
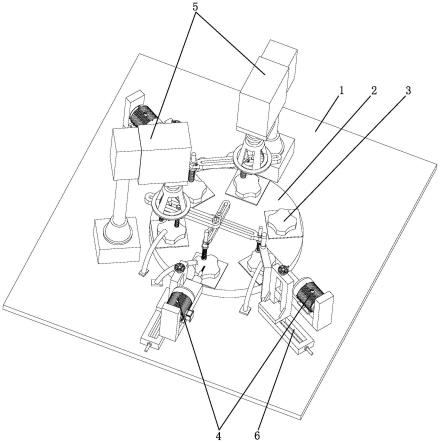
18.图1为本发明的立体结构示意图一;
19.图2为本发明的立体结构示意图二;
20.图3为本发明的立体结构示意图三;
21.图4为图4中a的放大图;
22.图5为本发明的俯视结构示意图。
【具体实施方式】
23.为了使本发明所解决的技术问题、技术方案及有益效果更加清楚明白,以下结合附图及实施例,对本发明进行进一步详细说明。应当理解,此处所描述的具体实施例仅仅用以解释本发明,并不用于限定本发明。
24.具体实施例,如图1至5所示对压铸件不同位置进行转盘式流水线钻孔加工设备,包括底座1,设于所述底座1上的转盘2,设于所述转盘2上用于放置压铸件的工件固定座3,围设于所述转盘2周侧的水平钻孔攻牙加工装置4和竖直钻孔攻牙加工装置5,以及设于所述底座1与所述水平钻孔攻牙加工装置4之间并用于调节所述水平钻孔攻牙加工装置4与所
述转盘2相对距离的调节装置6,所述转盘2转动以将所述工件固定座3上的压铸件依次转动至所述水平钻孔攻牙加工装置4和所述竖直钻孔攻牙加工装置5的加工位置上,以供对压铸件进行加工;本发明设有转盘式的流水线,通过旋转所述转盘2使得压铸件在同一流水线上切换不同的加工工位,并通过所述水平钻孔攻牙加工装置4和所述竖直钻孔攻牙加工装置5分别钻出多个位置和多个孔径的孔,并且通过所述调节装置6调节所述水平钻孔攻牙加工装置4的钻孔位置,不需要转换流水线,提高了加工效率,减少了加工成本,所述压铸件优选为灯壳。
25.进一步地,所述水平钻孔攻牙加工装置4包括水平钻孔装置41和/或水平攻牙装置42,所述竖直钻孔攻牙加工装置5包括竖直钻孔装置51和/或竖直攻牙装置52;通过所述水平钻孔装置41和所述竖直钻孔装置51分别对压铸件的侧面和上表面进行钻孔,通过水平攻牙装置42和竖直攻牙装置52分别对压铸件侧面和上表面上的孔进行攻牙加工,无需切换加工流水线,提高了加工效率。
26.更进一步地,所述调节装置6包括用于调节所述水平钻孔攻牙加工装置4与所述工件固定座3相对水平距离的水平调节装置61,以及设于所述水平调节装置61上并用于调节所述水平钻孔攻牙加工装置4与所述工件固定座3相对高度的竖直调节装置62;所述水平钻孔攻牙加工装置4位于所述竖直调节装置62上,所述竖直调节装置62用于调节所述水平钻孔装置41或所述水平攻牙装置42在竖直方向的高度,以对应压铸件上不同位置处的孔位,所述水平调节装置61用于调节所述竖直调节装置62在水平方向上靠近或远离所述转盘2上的所述工件固定座3,以对应压铸件不同位置处的孔位。
27.具体地,所述竖直调节装置62包括与所述水平钻孔攻牙加工装置4螺纹配合的第一螺杆63;所述水平调节装置61包括与所述竖直调节装置62螺纹配合的第二螺杆64;通过旋转所述第一螺杆63以使所述水平钻孔装置41或所述水平攻牙装置42相对于所述竖直调节装置62上下移动,旋转所述第二螺杆64以使所述竖直调节装置62相对于所述水平调节装置61移动,结构简单,操作方便。
28.更具体地,所述竖直钻孔攻牙加工装置5上设有对应所述工件固定座3位置设置的限位装置7,所述限位装置7用于将压铸件压紧在所述工件固定座3上;所述竖直钻孔攻牙加工装置5在下移对压铸件进行加工时,所述限位装置7随所述竖直钻孔攻牙加工装置5下移并先于所述竖直钻孔攻牙加工装置5顶压住压铸件,将压铸件限制在所述工件固定座3上,以防止钻孔时压铸件发生移动,结构简单,便于操作。
29.另外,所述限位装置7包括与所述竖直钻孔攻牙加工装置5连接的固定部71,设于所述固定部71上并用于压紧压铸件的限位部72,所述限位部72活动穿设于所述固定部71上;所述固定部71沿水平方向设置,所述限位部72沿竖直方向设置,以便于向下顶压压铸件。
30.并且,所述限位部72两端穿出所述固定部71,所述限位部72一端套设有限位件73,另一端设有复位件74,所述限位件73用于限制所述限位部72相对于所述固定部71的移动距离,当所述竖直钻孔攻牙加工装置5下移时,所述复位件74用于使所述限位部72保持顶压压铸件;调节所述限位件73在所述限位部72上的位置,以限制所述限位部72在所述固定部71上的活动距离,所述复位件74优选为弹簧,当所述竖直钻孔攻牙加工装置5下移时,所述限位部72向下顶压压铸件,所述固定部71继续下移压缩所述复位件74,所述限位件73远离所
述固定部71,所述复位件74推动所述限位部72以使所述限位部72保持压紧压铸件;当所述竖直钻孔攻牙加工装置5上移时,所述固定部71随所述竖直钻孔装置32向上移动,所述复位件74复位并继续推动所述限位部72,使所述限位部72保持压紧压铸件,当所述固定部71上移靠近并顶压到所述限位件73时,拉动所述限位部72脱离压铸件。
31.进一步地,所述限位部72端部设有限位凸沿75,所述复位件74位于所述限位凸沿75与所述固定部71之间;当所述固定部71靠近所述限位凸沿75时,所述固定部71和所述限位凸沿75压缩所述复位件74,所述复位件74顶压所述限位凸沿75,并推动所述限位凸沿75带动所述限位部72压紧压铸件。
32.更进一步地,所述固定部71沿长度方向上设有长条状的固定孔711;以便于沿所述固定孔711长度方向上调节所述固定部71的固定连接位置,进而对应所述工件固定座3设置所述限位部72。
33.具体地,所述水平攻牙装置42、所述水平攻牙装置42、所述竖直钻孔装置51、所述水平钻孔装置41、所述竖直攻牙装置52依次沿所述转盘2外侧呈圆周间隔设置;以便于所述水平攻牙装置42对应所述水平攻牙装置42钻的孔进行攻牙,所述竖直攻牙装置52对应所述竖直钻孔装置51钻的孔进行攻牙,操作方便,加工效率高。
34.本发明还公开了多个所述固定部71连接以形成固定架8,所述固定架8用于与所述限位部72配合以压紧所述水平钻孔攻牙加工装置4对应位置处的压铸件,以实现同时压紧多个所述工件固定座3上的压铸件并同时钻孔加工,提高了加工效率。
35.本实施例的工作原理如下:
36.本发明的对压铸件不同位置进行转盘式流水线钻孔加工设备,包括底座1,设于所述底座1上的转盘2,设于所述转盘2上用于放置压铸件的工件固定座3,围设于所述转盘2周侧的水平钻孔攻牙加工装置4和竖直钻孔攻牙加工装置5,以及设于所述底座1与所述水平钻孔攻牙加工装置4之间并用于调节所述水平钻孔攻牙加工装置4与所述转盘2相对距离的调节装置6,所述转盘2转动以将所述工件固定座3上的压铸件依次转动至所述水平钻孔攻牙加工装置4和所述竖直钻孔攻牙加工装置5的加工位置上,以供对压铸件进行加工;本发明设有转盘式的流水线,通过旋转所述转盘2使得压铸件在同一流水线上切换不同的加工工位,并通过所述水平钻孔攻牙加工装置4和所述竖直钻孔攻牙加工装置5分别钻出多个位置和多个孔径的孔,并且通过所述调节装置6调节所述水平钻孔攻牙加工装置4的钻孔位置,不需要转换流水线,提高了加工效率,减少了加工成本。
37.如上所述是结合具体内容提供的一种实施方式,并不认定本发明的具体实施只局限于这些说明,同时由于行业命名不一样,不限于以上命名,不限于英文命名。凡与本发明的方法、结构等近似、雷同,或是对于本发明构思前提下做出若干技术推演或替换,都应当视为本发明的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1