轧机机架卸车中心线偏移的调整方法与流程
1.本发明涉及设备安装技术领域,具体而言,涉及一种轧机机架卸车中心线偏移的调整方法。
背景技术:
2.特大型轧机机架重量较重,在使用液压轴线车自卸时,轧机机架运输至卸车位置,轴线车车板下降,将轧机机架落在卸车支墩后,对轧机机架中心线与卸车中心线进行测量,机架中心线与卸车中心线之前具有较大的偏移,达不到卸车要求,并且卸车后无法调整。
技术实现要素:
3.鉴于此,本发明提出了一种轧机机架卸车中心线偏移的调整方法,旨在解决现有技术中轧机机架落在卸车支墩后轧机机架中心线与卸车中心线之间的偏差达不到卸车要求的问题。
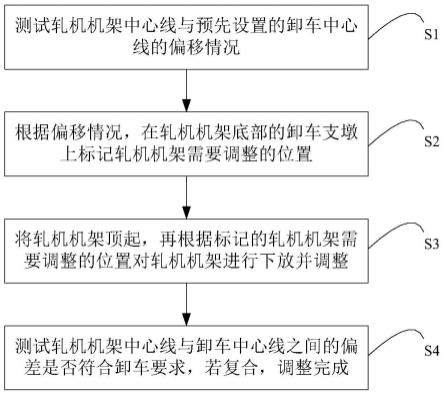
4.本发明提出了一种轧机机架卸车中心线偏移的调整方法,该方法包括如下步骤:测试步骤,测试轧机机架中心线与预先设置的卸车中心线的偏移情况;标记步骤,根据偏移情况,在轧机机架底部的卸车支墩上标记轧机机架需要调整的位置;调整步骤,将轧机机架顶起,再根据标记的轧机机架需要调整的位置对轧机机架进行下放并调整;复测步骤,测试轧机机架中心线与卸车中心线之间的偏差是否符合卸车要求,若复合,调整完成。
5.进一步地,上述轧机机架卸车中心线偏移的调整方法中,测试步骤进一步包括:选取子步骤,在轧机机架的顶面上选取基准点;设置子步骤,在距离卸车中心线第一预设距离处设置辅助中心线,辅助中心线与卸车中心线相平行;测量子步骤,测量辅助中心线与基准点之间的实际距离;计算子步骤,计算测量出的实际距离与理论距离之间的偏差值,并确定出轧机机架中心线的偏离方向。
6.进一步地,上述轧机机架卸车中心线偏移的调整方法中,选取子步骤中,在机架的顶面上且距离轧机机架的侧面机械加工面第二预设距离处设置基准点,基准点对应于轧机机架吊装夹具的部位。
7.进一步地,上述轧机机架卸车中心线偏移的调整方法中,计算子步骤中,理论距离为轧机机架的侧面机械加工面和辅助中心线之间的设计距离与第二预设距离之和。
8.进一步地,上述轧机机架卸车中心线偏移的调整方法中,标记步骤中,根据计算出的偏差值和确定出的偏离方向,在卸车支墩上标记轧机机架需要调整的位置,轧机机架需要调整的位置为在与偏离方向相反的方向上偏离偏差值处的位置。
9.进一步地,上述轧机机架卸车中心线偏移的调整方法中,调整步骤中,利用运输车将轧机机架顶起,顶起后将轧机机架调整呈水平状态。
10.进一步地,上述轧机机架卸车中心线偏移的调整方法中,调整步骤中,根据标记的轧机机架需要调整的位置,利用运输车的液压系统先下降轧机机架的一侧,再下降轧机机架的另一侧,重复该下降过程,直至轧机机架在卸车支墩上的位置与轧机机架需要调整的
位置相重合。
11.进一步地,上述轧机机架卸车中心线偏移的调整方法中,轧机机架先下降的一侧为与偏离方向相反方向的一侧。
12.进一步地,上述轧机机架卸车中心线偏移的调整方法中,轧机机架每次下降的距离均相等。
13.进一步地,上述轧机机架卸车中心线偏移的调整方法中,复测步骤中,若轧机机架中心线与卸车中心线之间的偏差不符合卸车要求,重复调整步骤和复测步骤,直至轧机机架中心线与卸车中心线之间的偏差符合卸车要求,停止调整。
14.本发明中,根据轧机机架中心线与预先设置的卸车中心线的偏移情况,在卸车支墩上标记轧机机架需要调整的位置,再对顶起的机架边下放边调整,直至轧机机架在卸车支墩上的位置与标记轧机机架需要调整的位置相匹配,复测轧机机架中心线与卸车中心线之间的偏差是否符合卸车要求,若复合,调整完成,这样,能够有效地保证轧机机架中心线与卸车中心线之间的偏差符合卸车要求,确保轧机机架卸车的位置准确,操作简单,提高了调整效率,无需使用大型吊车,节约成本,解决了现有技术中轧机机架落在卸车支墩后轧机机架中心线与卸车中心线之间的偏差达不到卸车要求的问题,还能解决轧机机架卸车后位置不对而无法调整的问题。
附图说明
15.通过阅读下文优选实施方式的详细描述,各种其他的优点和益处对于本领域普通技术人员将变得清楚明了。附图仅用于示出优选实施方式的目的,而并不认为是对本发明的限制。而且在整个附图中,用相同的参考符号表示相同的部件。在附图中:
16.图1为本发明实施例提供的轧机机架卸车中心线偏移的调整方法的流程图;
17.图2为本发明实施例提供的轧机机架卸车中心线偏移的调整方法中,测试偏移情况的示意图;
18.图3为本发明实施例提供的轧机机架卸车中心线偏移的调整方法中,标记轧机机架需要调整的位置的示意图;
19.图4为图3中a处局部放大图;
20.图5为本发明实施例提供的轧机机架卸车中心线偏移的调整方法中,卸车支墩标记轧机机架需要调整的位置的侧视示意图;
21.图6为本发明实施例提供的轧机机架卸车中心线偏移的调整方法中,轧机机架未被顶起时的示意图;
22.图7为本发明实施例提供的轧机机架卸车中心线偏移的调整方法中,轧机机架未被顶起后的示意图;
23.图8为本发明实施例提供的轧机机架卸车中心线偏移的调整方法中,测量点的示意图;
24.图9为本发明实施例提供的轧机机架卸车中心线偏移的调整方法中,的示意图;
25.图10为本发明实施例提供的轧机机架卸车中心线偏移的调整方法中,轧机机架下放并调整的示意图;
26.图11为本发明实施例提供的轧机机架卸车中心线偏移的调整方法中,复测偏移情
况的示意图;
27.图12为本发明实施例提供的轧机机架卸车中心线偏移的调整方法中,复测时卸车支墩的侧视的示意图。
具体实施方式
28.下面将参照附图更详细地描述本公开的示例性实施例。虽然附图中显示了本公开的示例性实施例,然而应当理解,可以以各种形式实现本公开而不应被这里阐述的实施例所限制。相反,提供这些实施例是为了能够更透彻地理解本公开,并且能够将本公开的范围完整的传达给本领域的技术人员。需要说明的是,在不冲突的情况下,本发明中的实施例及实施例中的特征可以相互组合。下面将参考附图并结合实施例来详细说明本发明。
29.参见图1,图1为本发明实施例提供的轧机机架卸车中心线偏移的调整方法的流程图。如图所示,轧机机架卸车中心线偏移的调整方法包括如下步骤:
30.测试步骤s1,测试轧机机架中心线与预先设置的卸车中心线的偏移情况。
31.具体地,测试步骤s1进一步包括:
32.选取子步骤s11,在轧机机架的顶面上选取基准点。
33.具体地,参见图2,在机架的顶面上且距离轧机机架的侧面机械加工面第二预设距离处设置基准点7,基准点7对应于轧机机架吊装夹具的部位。也就是说,基准点7设置在机架的顶面上,并且,基准点与轧机机架的侧面机械加工面之间具有第二预设距离,其中,轧机机架的侧面机械加工面属于机架本身确定好的。同时,基准点7还要对应于轧机机架吊装夹具的部位。
34.具体实施时,第二预设距离可以根据实际情况来确定,本实施例对此不做任何限制。在本实施例中,第二预设距离为30mm。
35.在本实施例中,以轧机机架未来的吊装的夹具部位作为基准点。由于轧机机架侧面不易架设棱镜,以轧机机架的侧面机械加工面为基准,在机架上表面距离轧机机架的侧面机械加工面30mm处标记基准点7。
36.参见图2,机架5放置于运输车6上。
37.设置子步骤s12,在距离卸车中心线第一预设距离处设置辅助中心线,辅助中心线与卸车中心线相平行。
38.具体地,卸车中心线为预先设置好的,可在地面上标识出来。第一预设距离可以根据实际情况来确定,本实施例对此不做任何限制。
39.参见图2,以卸车中心线1为基准,在第一预设距离处设置一条辅助中心线2,辅助中心线2与卸车中心线1相平行。
40.测量子步骤s13,测量辅助中心线与基准点之间的实际距离。
41.具体地,利用全站仪测量辅助中心线2与基准点7之间的实际距离。
42.计算子步骤s14,计算测量出的实际距离与理论距离之间的偏差值,并确定出轧机机架中心线的偏离方向。
43.具体地,理论距离为轧机机架的侧面机械加工面和辅助中心线之间的设计距离与第二预设距离之和。根据测量出的实际距离与理论距离之间的偏差值,判断该偏差是否符合卸车要求,若不符合,继续下述步骤。
44.例如,参见图2,轧机机架的侧面机械加工面与辅助中心线之间的设计距离加上第二预设距离,即理论距离记为y,辅助中心线与基准点之间的实际距离比理论距离y多了30mm,轧机机架整体偏右,因此轧机机架需要整体向左调整30mm。
45.标记步骤s2,根据偏移情况,在轧机机架底部的卸车支墩上标记轧机机架需要调整的位置。
46.具体地,参见图3至图5,根据计算出的偏差值和确定出的偏离方向,在卸车支墩4上标记轧机机架需要调整的位置8,轧机机架需要调整的位置8为在与偏离方向相反的方向上偏离偏差值处的位置。
47.例如,轧机机架整体偏右30mm,则轧机机架需要整体向左调整30mm,在卸车支墩4上向左30mm的位置处进行标记,以用于后续调整时观测轧机位置调整情况。
48.调整步骤s3,将轧机机架顶起,再根据标记的轧机机架需要调整的位置对轧机机架进行下放并调整。
49.具体地,参见图6和图7,利用运输车6将轧机机架顶起,顶起后将轧机机架调整呈水平状态。更为具体地,参见图8,利用运输车6自带的液压系统将轧机机架顶起,顶起至最高点后,使用水准仪测量轧机机架四个边角处的测量点9,通过液压系统对轧机进行调整,确保轧机机架呈水平状态。
50.根据标记的轧机机架需要调整的位置8,利用运输车6的液压系统先下降轧机机架的一侧,再下降轧机机架的另一侧,重复该下降过程,直至轧机机架在卸车支墩4上的位置与轧机机架需要调整的位置8相重合。
51.具体地,参见图9,运输车6采用不平衡回落方式进行下落,先下降轧机机架的第一侧,再下降轧机机架的第二侧,然后再下降轧机机架的第一侧,再下降轧机机架的第二侧
……
,作业人员观测轧机机架与标记的位置,通过重复上述操作,使轧机机架进行整体偏移到位并回落完成。
52.优选的,轧机机架先下降的一侧为与偏离方向相反方向的一侧。具体地,优先回落正值侧机架,机架倾斜时会向先倾斜方向进行轻微位移。例如,轧机机架需要整体向左调整30mm,则优先下降的是轧机机架的左侧。
53.优选的,轧机机架每次下降的距离均相等。
54.具体实施时,采用不平衡回落方式进行下落时需要注意控制机架倾斜角度,当角度过大时,负值侧需回落一定高度保持机架稳定。
55.复测步骤s4,测试轧机机架中心线与卸车中心线之间的偏差是否符合卸车要求,若复合,调整完成。
56.具体地,参见图10至图12,使用全站仪复测辅助中心线2与基准点7之间的实际距离,计算测量出的实际距离与理论距离之间的偏差值,根据计算出的偏差值判断轧机机架中心线3与卸车中心线1之间的偏差是否符合卸车要求,若符合调整完成。
57.若轧机机架中心线3与卸车中心线1之间的偏差不符合卸车要求,重复调整步骤s3和复测步骤s4,直至轧机机架中心线3与卸车中心线1之间的偏差符合卸车要求,停止调整。
58.可以看出,本实施例中,根据轧机机架中心线与预先设置的卸车中心线的偏移情况,在卸车支墩上标记轧机机架需要调整的位置,再对顶起的机架边下放边调整,直至轧机机架在卸车支墩上的位置与标记轧机机架需要调整的位置相匹配,复测轧机机架中心线与
卸车中心线之间的偏差是否符合卸车要求,若复合,调整完成,这样,能够有效地保证轧机机架中心线与卸车中心线之间的偏差符合卸车要求,确保轧机机架卸车的位置准确,操作简单,提高了调整效率,无需使用大型吊车,节约成本,解决了现有技术中轧机机架落在卸车支墩后轧机机架中心线与卸车中心线之间的偏差达不到卸车要求的问题,还能解决轧机机架卸车后位置不对而无法调整的问题。该方法利用运输车自身液压系统,通过不平衡卸车的方式,完成轧机机架卸车后中心线偏移的调整,该方法不需要额外起重设备即可完成特大型轧机机架卸车中心线偏移的调整。
59.需要说明的是,在本发明的描述中,术语“上”、“下”、“左”、“右”、“内”、“外”等指示的方向或位置关系的术语是基于附图所示的方向或位置关系,这仅仅是为了便于描述,而不是指示或暗示所述装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。
60.此外,还需要说明的是,在本发明的描述中,除非另有明确的规定和限定,术语“安装”、“相连”、“连接”应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或一体地连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通。对于本领域技术人员而言,可根据具体情况理解上述术语在本发明中的具体含义。
61.显然,本领域的技术人员可以对本发明进行各种改动和变型而不脱离本发明的精神和范围。这样,倘若本发明的这些修改和变型属于本发明权利要求及其等同技术的范围之内,则本发明也意图包含这些改动和变型在内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1