一种钢片半成品自动夹取焊接设备的制作方法
1.本发明应用于汽车零件生产背景,名称是一种钢片半成品自动夹取焊接设备。
背景技术:
2.汽车尾气处理设备中会使用到一种零件,这种零件主体采用钢片,钢片经过冲切、焊接及热铆后,再在钢片表面注塑热塑性树脂材料,最终形成成品。
3.钢片冲压完成后,结构复杂,且容易变形,因此焊接时固定困难,现有技术中,通过专用焊接工装装夹钢片,操作繁琐,需要人工进行辅助上料及装夹固定,无法实现设备自动化生产加工,使用不便,故,有必要提供一种钢片半成品自动夹取焊接设备,可以达到自动装夹焊接的作用。
技术实现要素:
4.本发明的目的在于提供一种钢片半成品自动夹取焊接设备,以解决上述背景技术中提出的问题。
5.为了解决上述技术问题,本发明提供如下技术方案:一种钢片半成品自动夹取焊接设备,包括夹取装置、焊接装置及工作台,所述工作台上侧设有工件,所述夹取装置用于夹取并搬运工件进行上料,所述工作台用于固定工件,并进行移动;所述夹取装置包括滑座、伸缩杆及视觉摄像头,所述视觉摄像头用于检测工件摆放位置;所述伸缩杆下侧设有电磁吸盘,所述电磁吸盘用于通过磁力吸附工件;所述工作台包括底座、焊接平板及磁固定块,所述焊接平板与底座之间滑动连接,所述底座上部两侧设有与焊接平板对应的位移传感器,所述位移传感器用于检测焊接平板位置。
6.在一个实施例中,所述工作台上设有工业计算机,所述工作台一侧设有送料传送带,所述工作台及送料传送带上侧设有横梁,所述横梁两端设有升降座。
7.在一个实施例中,所述滑座与横梁之间滑动连接,所述滑座下侧设有转盘,所述伸缩杆设有多组,所述伸缩杆顶端与转盘固定连接,所述伸缩杆与电磁吸盘之间设有万向接头。
8.在一个实施例中,所述底座上侧设有导向轨,所述焊接平板与导向轨之间滑动连接,所述底座上侧设有位移驱动装置。
9.在一个实施例中,所述磁固定块与焊接平板之间可拆卸连接,所述磁固定块与工件适配。
10.在一个实施例中,所述焊接平板一侧连接有搭铁线,所述搭铁线与焊接装置电性连接。
11.在一个实施例中,所述焊接装置包括支撑架、调节座、焊接机及连接座,所述调节座与支撑架之间滑动连接,所述连接座与调节座之间滑动连接。
12.在一个实施例中,所述焊接机设置于焊接平板上侧,所述焊接机与连接座之间可拆卸连接。
13.在一个实施例中,所述自动夹取焊接设备的工作步骤:
14.步骤一:送料传送带将工件传送至夹取装置下侧,视觉摄像头检测工件位置,将图像传输至工业计算机,工业计算机判定工件是否摆正;
15.步骤二:工业计算机控制伸缩杆伸长,促使电磁吸盘与工件接触,电磁吸盘通电产生磁力,吸附工件,转盘转动,带动伸缩杆调整工件摆放位置;
16.步骤三:滑座在横梁上滑动,焊接平板在底座上滑动,确保夹取装置将工件准确放置在磁固定块上,磁固定块通电产生磁力,吸附固定工件;
17.步骤四:焊接平板再次在底座上滑动,到达焊接装置下侧,通过焊接装置对工件进行焊接加工;
18.步骤五:夹取装置在横梁上滑动,将加工完成的工件送至送料传送带,最终送出。
19.与现有技术相比,本发明所达到的有益效果是:
20.本发明,通过设置有夹取装置,通过磁力吸附工件,并进行调整,便于准确放置到焊接平板上,工件通过磁固定块固定,便于焊接机进行焊接,实现工件自动夹取及固定,并确保焊接工作可靠。
附图说明
21.下面结合附图,通过对本技术的具体实施方式详细描述,将使本技术的技术方案及其它有益效果显而易见。
22.在附图中:
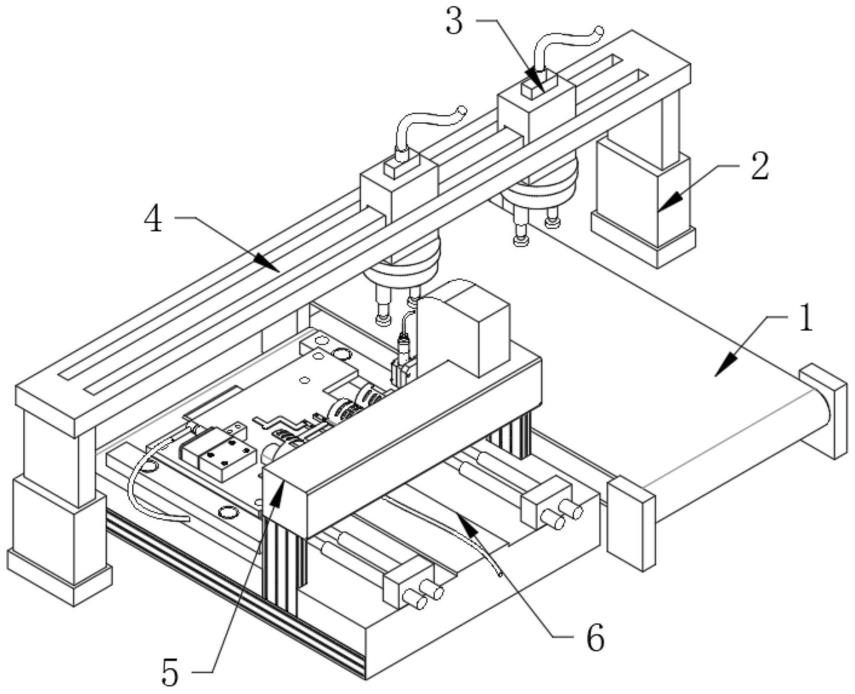
23.图1是本发明的整体总装三维结构示意图;
24.图2是本发明的焊接装置及工作台三维结构示意图;
25.图3是本发明的焊接平板三维结构示意图;
26.图4是本发明的夹取装置三维结构示意图;
27.图中:1、送料传送带;2、升降座;3、夹取装置;31、滑座;32、转盘;33、伸缩杆;34、电磁吸盘;35、视觉摄像头;36、万向接头;4、横梁;5、焊接装置;51、支撑架;52、调节座;53、焊接机;54、连接座;6、工作台;61、位移传感器;62、底座;63、焊接平板;64、导向轨;65、位移驱动装置;66、搭铁线;67、磁固定块;7、工件。
具体实施方式
28.下文的公开提供了许多不同的实施方式或例子用来实现本技术的不同结构。为了简化本技术的公开,下文中对特定例子的部件和设置进行描述。当然,它们仅仅为示例,并且目的不在于限制本技术。此外,本技术可以在不同例子中重复参考数字和/或参考字母,这种重复是为了简化和清楚的目的,其本身不指示所讨论各种实施方式和/或设置之间的关系。此外,本技术提供了的各种特定的工艺和材料的例子,但是本领域普通技术人员可以意识到其他工艺的应用和/或其他材料的使用。
29.请参阅图1-4,本发明提供技术方案:一种钢片半成品自动夹取焊接设备,包括夹取装置3、焊接装置5及工作台6,工作台6上侧放置有工件7,工作台6上固定有工业计算机,工作台6一侧固定有送料传送带1,工作台6及送料传送带1上侧架设有横梁4,横梁4两端固定设有升降座2,升降座2通过液压升降杆驱动,控制横梁4实现升降,夹取装置3用于夹取并
搬运工件7进行上料,工作台6用于固定工件7,并进行移动;
30.如图4所示,夹取装置3包括滑座31、伸缩杆33、视觉摄像头35及电磁吸盘34,滑座31与横梁4之间滑动连接,滑座31下侧通过轴承连接有转盘32,滑座31内侧固定有旋转电机,旋转电机用于控制转盘32转动,伸缩杆33顶端与转盘32固定连接,伸缩杆33设有多组,电磁吸盘34位于伸缩杆33下侧,伸缩杆33与电磁吸盘34之间设有万向接头36,万向接头36用于活动连接伸缩杆33与电磁吸盘34,视觉摄像头35用于检测工件7摆放位置,电磁吸盘34用于通过磁力吸附工件7,工件7表面凹凸不平,伸缩杆33控制电磁吸盘34下移,电磁吸盘34与工件7接触,因为万向接头36活动连接,电磁吸盘34会产生偏斜,确保与工件7可靠接触;
31.如图2、图3所示,工作台6包括底座62、与底座62滑动连接的焊接平板63、与焊接平板63可拆卸连接的磁固定块67,底座62上部两侧固定有与焊接平板63对应的位移传感器61,位移传感器61用于检测焊接平板63位置,进而确定工件7位置,底座62上侧固定有导向轨64,焊接平板63与导向轨64之间滑动连接,底座62上侧设有位移驱动装置65,位移驱动装置65可采用丝杆结构或液压伸缩柱,位移驱动装置65用于控制焊接平板63在导向轨64上滑动,磁固定块67与工件7适配,磁固定块67通电产生磁力,用于临时固定工件7,焊接平板63一侧连接有搭铁线66,搭铁线66与焊接装置5电性连接。
32.如图2所示,焊接装置5包括支撑架51、调节座52、焊接机53及连接座54,支撑架51与底座62固定连接,调节座52与支撑架51之间滑动连接,调节座52通过驱动设备控制,在支撑架51上滑动,调节焊接机53水平方向位置,调节座52滑动方向与焊接平板63滑动方向相互垂直,连接座54与调节座52之间滑动连接,调节座52内设有控制连接座54升降的丝杆结构,丝杆结构通过电机驱动,控制连接座54垂向移动,焊接机53位于焊接平板63上侧,焊接机53与连接座54之间可拆卸连接。
33.工作步骤:
34.步骤一:滑座31在横梁4上滑动,确保伸缩杆33位于送料传送带1上侧,送料传送带1将工件7传送至夹取装置3下侧,视觉摄像头35检测工件7位置,将图像传输至工业计算机,工业计算机判定工件7是否到达指定位置,是否摆正;
35.步骤二:视觉摄像头35拍摄图像,通过工业计算机确定工件7到达夹取装置3下侧后,工业计算机控制伸缩杆33伸长,促使电磁吸盘34与工件7接触,电磁吸盘34通电产生磁力,吸附工件7,转盘32转动,带动伸缩杆33圆周转动调整工件7摆放位置;
36.步骤三:滑座31在横梁4上滑动,焊接平板63在底座62上滑动,位移传感器61检测焊接平板63位置,视觉摄像头35拍摄图像,对焊接平板63进行辅助检测,确保夹取装置3将工件7准确放置在磁固定块67上,电磁吸盘34断电,而磁固定块67通电产生磁力,吸附固定工件7;
37.步骤四:焊接平板63再次在底座62上滑动,到达焊接装置5下侧,通过焊接装置5上的焊接机53对工件7进行焊接加工,加工完成后,磁固定块67断电;
38.步骤五:夹取装置3在横梁4上滑动,将加工完成的工件7送至送料传送带1,最终送出。
39.在本技术的描述中,需要说明的是,除非另有明确的规定和限定,术语“安装”、“相连”、“连接”应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或一体地连接;可以是机械连接,也可以是电连接或可以相互通讯;可以是直接相连,可以是两个元件内部的
连通或两个元件的相互作用关系。对于本领域的普通技术人员而言,可以根据具体情况理解上述术语在本技术中的含义。
40.以上对本技术实施例所提供的一种钢片半成品自动夹取焊接设备进行了详细介绍,本文中应用了具体个例对本技术的原理及实施方式进行了阐述,以上实施例的说明只是用于帮助理解本技术的技术方案及其核心思想;本领域的普通技术人员应当理解:其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分技术特征进行等同替换;而这些修改或者替换,并不使相应技术方案的本质脱离本技术各实施例的技术方案的范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1