核电蒸汽发生器给水环喷罐高效定位组焊装置及焊接方法与流程
1.本发明涉及核电蒸汽发生器制造领域,具体涉及一种蒸汽发生器蒸汽给水环喷灌的组装精度和焊接质量控制装置及方法。
背景技术:
2.华龙一号蒸汽发生器是我国自主设计的第三代压水堆核电站核岛主设备。给水环作为内部供水的重要承压构件,各焊缝安装精度高,焊接质量和焊缝表面成形要求严格。给水环整体为不锈钢材料,上端环向安装有24个用于均匀疏水的喷罐。喷罐由喷淋管和顶盖组装焊接而成,焊后要进行焊缝内外侧无损探伤检查,合格后再与给水环安装。
3.喷淋管和顶盖的焊缝为焊透结构,内侧成形要求平滑且显示良好的金属光泽,外侧要求焊后外壁修磨平整,错边≤1mm。对于要求全焊透的焊缝,通常在焊接前要将焊接间隙调整到至少3mm以确保焊接时焊液能够透过间隙在内侧成形。焊接首层焊道时内侧要填充浓度≥99%的惰性气体防止焊缝表面氧化,若内侧焊缝局部成形不良或氧化,则需内焊缝表面进行打磨处理去除缺陷和氧化物。
4.由于喷灌规格小、数量多,在实际制造中存在以下难点:
5.1.喷淋管与顶盖错边要求严格,在保证3mm焊接间隙的情况下,两个零件处于不接触状态,难以定位和焊接;
6.2.焊缝的全焊透要求焊接间隙通常在3mm以上能够确保内侧焊缝的成形,但焊接时焊缝会随热收缩逐渐变小,而不锈钢材料热传导性差导致焊接收缩明显,导致首层整圈焊缝未焊完时,间隙已收缩至无法焊透,所以通常在焊前要增加一次固定连接的步骤,在两零件间焊接材料相同的连接块来辅助定位和预防收缩,但焊接连接块也同样存在安装难度和收缩风险,影响安装尺寸,并且连接块的焊接和去除位置表面需要进行无损探伤,增加了成本和作业周期;
7.3.焊接时焊缝内侧惰性气体浓度要求≥99%来防止表面氧化,但喷淋管外壁上排布密集的疏水孔,内侧填充惰性气体时难以防止空气掺入,焊后表面极容易产生氧化物。由于喷淋管直径小,焊缝位置较深,一旦内侧焊缝表面出现氧化皮或因间隙过小而造成未焊透等质量问题则需要进行修磨去除,在核电制造中对修磨要求严格,不允许破坏零件本体表面,只能修补焊缝填充金属,所以修磨的难度很大,耗时长;每台蒸汽发生器喷淋管数量较多,共24件,制造周期达12天,若存在尺寸不合格或焊缝质量问题则会花费一倍的时间进行返修处理甚至报废;
8.综上所述,目前亟需一种能够解决上述问题的,保证内侧焊接质量并且高效的组对辅助装置和焊接方法。
技术实现要素:
9.为了克服上述问题,本发明人进行了锐意研究,设计出一种核电蒸汽发生器给水环喷罐高效定位组焊装置及方法;该装置能够简单请准定位,通过循环水冷却和水位密封
防止焊接过程中的收缩及氧化;该装置通过底板承托喷淋管,通过径向定位棒在径向为喷淋管提供限位;通过轴向定距管承托顶盖,通过径向定位棒在径向为顶盖提供限位;轴向定距管的高度值比喷淋管的高度值大3mm,从而使得焊接作业时,喷淋管和顶盖之间保持3mm的缝隙;通过进水管、定距管、盛水筒和排水管组成冷却水通道,为焊缝降温并密封喷淋管疏水孔;再通过氩气管和轴向定距管为焊缝提供氩气保护,在此基础上进行焊接操作即可满足焊接精度要求,并且减少打磨操作,进而节约作业时间,从而完成本发明。
10.具体来说,本发明的目的在于提供以一种核电蒸汽发生器给水环喷罐高效定位组焊装置,所述喷罐8包括喷淋管81和顶盖82;在所述喷淋管81上开设有喷淋管疏水孔811;
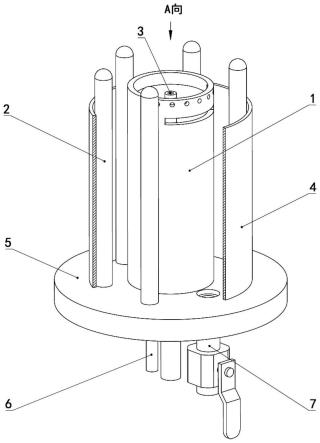
11.该装置包括轴向定距管1、径向定位棒2、氩气管3、盛水筒4、底板5、进水管6和排水管7;
12.其中,通过底板5承托喷淋管81,通过径向定位棒2在径向为喷淋管81提供限位;
13.通过轴向定距管1承托顶盖82,通过径向定位棒2在径向为顶盖82提供限位;
14.通过进水管6、定距管1、盛水筒4和排水管7组成冷却水通道,为焊缝降温并密封喷淋管疏水孔811;
15.通过氩气管3和轴向定距管1为焊缝提供氩气保护。
16.其中,在所述轴向定距管1上设置有氩气封板11,在所述氩气封板11上方开设有氩气分布孔12,在所述氩气封板11下方开设有排水口13;
17.优选地,在所述氩气封板11中部开设有供氩气管3通过的中心孔;
18.更优选地,所述氩气管3中的氩气经过中心孔后进入到氩气封板11、轴向定距管1和顶盖82围成的空间中,并最终从所述氩气分布孔12中溢出,从而覆盖焊接区域。
19.其中,所述轴向定距管1设置在盛水筒4的内部,且所述喷淋管81位于轴向定距管1和盛水筒4之间;
20.所述进水管6设置在底板5边缘,且位于轴向定距管1和盛水筒4之间;所述排水管7设置在底板5中部,且位于轴向定距管1内部;
21.优选地,所述盛水筒4的高度大于径向定距管1上排水口13的底边高度;从而使得经进水管6进入的冷却水能够从排水口13进入到径向定距管1内部,并最终从排水管7排出;
22.所述径向定距管上排水口13的底边高度大于最上方的喷淋管疏水孔811的顶边高度,从而确保冷却水能够密封喷淋管疏水孔811,防止喷淋管疏水孔811透气。
23.其中,所述径向定位棒2设置有多个,彼此平行设置,都垂直固定安装在底板5上;
24.所述径向定位棒2都位于盛水筒4内部,
25.所述多个径向定位棒2呈圆形排列分布;
26.所述喷淋管81嵌入到多个径向定位棒2围绕成的圆形区域中,且所述喷淋管81至少同时与两个定位棒低接。
27.其中,所述多个径向定位棒2围绕成的圆形区域的内径尺寸比所述喷淋管81和顶盖82的外径尺寸大1mm;
28.所述喷淋管81和顶盖82都能够在该圆形区域内,在水平方向串动,从而使得喷淋管81和顶盖82能够同时低接在相同的两个径向定位棒2上,进而在焊接作业时喷淋管81和顶盖82之间的错边量为0。
29.其中,所述轴向定距管1的高度值比喷淋管81的高度值大3mm;从而使得焊接作业
时,喷淋管81和顶盖82之间保持3mm的缝隙。
30.其中,所述氩气分布孔12设置有多个;
31.优选地,多个氩气分布孔12都位于同一个水平高度上,且在水平方向上,多个氩气分布孔12的环向分布角度为β;在水平方向上,能够执行焊接作业的焊接区域角度为α,优选地,α的角度取值为90
°
~170
°
;
32.优选地,环向分布角度β大于焊接区域角α。
33.其中,所述径向定位棒2主体呈圆柱状,所述径向定位棒2的顶部为球面头。
34.本发明还提供一种核电蒸汽发生器给水环喷罐高效焊接方法,
35.该方法采用上文所述的核电蒸汽发生器给水环喷罐高效定位组焊装置实现;
36.优选地,该方法中通过底板5承托喷淋管81,通过径向定位棒2在径向为喷淋管81提供限位;
37.通过轴向定距管1承托顶盖82,通过径向定位棒2在径向为顶盖82提供限位;
38.通过进水管6、定距管1、盛水筒4和排水管7组成冷却水通道,为焊缝降温并密封喷淋管疏水孔811;
39.通过氩气管3和轴向定距管1为焊缝提供氩气保护。
40.其中,该方法包括如下步骤:
41.步骤1,将喷淋管81放入轴向定距管1与径向定位棒2之间,下端与底板5贴合,再将顶盖82放入径向定位棒2之间并与轴向定距管1顶端贴合,将喷淋管81与顶盖82均推向与焊接区域相反一侧并确保都与至少两个径向定位棒2贴合,此时喷淋管81与顶盖82错边为0mm,间隙为3mm;
42.步骤2,沿进水管6向盛水筒4内注入冷却水,冷却水温度接近于室温即可;
43.步骤3,向氩气管3输入纯氩气约30秒后开始在焊接区域角度α范围进行焊接操作;
44.优选地,在步骤3中,在焊接过程中手动调整喷灌8环向位置至焊接区域,每次调节后触摸盛水筒4外壁确认水温为常温后即可开始焊接作业。
45.本发明所具有的有益效果包括:
46.(1)根据本发明提供的核电蒸汽发生器给水环喷罐高效定位组焊装置及焊接方法,喷淋管与顶盖组装错边和间隙尺寸精度高、速度快,节省了焊接连接块固定以及后续去除、打磨和探伤等多个步骤;
47.(2)根据本发明提供的核电蒸汽发生器给水环喷罐高效定位组焊装置及焊接方法,焊缝内侧惰性气体保护效果好,通过冷却水对喷淋管疏水孔的密封避免了空气进入焊缝内侧空间,并通过轴向定距管1上端氩气分布孔的均匀分布良好地保证了首层焊道内侧氩气浓度,避免焊缝表面氧化;
48.(3)根据本发明提供的核电蒸汽发生器给水环喷罐高效定位组焊装置及焊接方法,利用水冷却的方法解决了不锈钢材料热传导性差的缺陷,通过冷却水在焊缝下侧的循环流动保证了焊接区域的快速降温,良好地控制了焊接间隙的收缩,保证了焊缝的焊透。
附图说明
49.图1示出本装置正视的剖视示意图;
50.图2示出本装置三维示意图;
51.图3示出图2中a向示意图
52.图4示出本装置各零件和相关尺寸示意图;
53.图5示出轴向定距管结构示意图;
54.图6示出径向定位棒结构示意图;
55.图7示出底板结构示意图;
56.图8示出给水环组件结构示意图;
57.图9示出喷灌结构示意图。
58.附图标记
59.1-轴向定距管
60.11-氩气封板
61.12-氩气分布孔
62.13-排水口
63.131-定位键卡槽
64.132-下夹板顶丝螺纹孔
65.14-筋板
66.2-径向定位棒
67.3-氩气管
68.4-盛水筒
69.5-底板
70.51-径向定位棒螺纹孔
71.52-排水管孔
72.53-氩气管孔
73.54-进水管孔
74.6-进水管
75.7-排水管
76.8-喷灌
77.81-喷淋管
78.811-喷淋管疏水孔
79.82-顶盖
80.9-给水环
具体实施方式
81.下面通过附图和实施例对本发明进一步详细说明。通过这些说明,本发明的特点和优点将变得更为清楚明确。
82.在这里专用的词“示例性”意为“用作例子、实施例或说明性”。这里作为“示例性”所说明的任何实施例不必解释为优于或好于其它实施例。尽管在附图中示出了实施例的各种方面,但是除非特别指出,不必按比例绘制附图。
83.根据本发明提供的核电蒸汽发生器给水环喷罐高效定位组焊装置,所述喷罐8包括喷淋管81和顶盖82;在所述喷淋管81上开设有喷淋管疏水孔811,如图8和图9中所示。
84.如图1、图2、图3、图4中所示,该装置包括轴向定距管1、径向定位棒2、氩气管3、盛水筒4、底板5、进水管6和排水管7;
85.其中,通过底板5承托喷淋管81,通过径向定位棒2在径向为喷淋管81提供限位;
86.通过轴向定距管1承托顶盖82,通过径向定位棒2在径向为顶盖82提供限位;
87.通过进水管6、定距管1、盛水筒4和排水管7组成冷却水通道,为焊缝降温并密封喷淋管疏水孔811;
88.通过氩气管3和轴向定距管1为焊缝提供氩气保护。
89.在一个优选的实施方式中,如图5中所示,所述的轴向定距管1为直径小于喷淋管81的规整不锈钢管,其高度c为高喷淋管81高度a+3mm,在所述轴向定距管1上设置有氩气封板11,在所述氩气封板11上方开设有氩气分布孔12,在所述氩气封板11下方开设有排水口13;所述的排水口13与氩气分布孔12设在同一侧。
90.优选地,在所述氩气封板11中部开设有供氩气管3通过的中心孔;所述的氩气管3为不锈钢直管,一端与氩气软管连接,另一端能够穿过底板5伸入轴向定距管氩气封板11中心孔;
91.更优选地,氩气管3沿底板氩气管孔53插入并穿过轴向定距管和氩气封板11,所述氩气管3中的氩气经过中心孔后进入到氩气封板11、轴向定距管1和顶盖82围成的空间中,即一个较为密封的腔室,并最终从所述氩气分布孔12中溢出,从而覆盖焊接区域。进一步地,所述氩气为100%浓度的氩气,该氩气能够将轴向定距管封板11与顶盖82间腔室内的空气排净并沿氩气分布孔12将纯氩气均匀吹向喷淋管81与顶盖82焊缝背侧进行防氧化保护。
92.在一个优选的实施方式中,所述轴向定距管1设置在盛水筒4的内部,且所述喷淋管81位于轴向定距管1和盛水筒4之间;所述轴向定距管1、盛水筒4和喷淋管81的底部都低接在底板5上;
93.所述进水管6设置在底板5边缘,且位于轴向定距管1和盛水筒4之间;所述排水管7设置在底板5中部,且位于轴向定距管1内部;
94.优选地,所述盛水筒4的高度e大于径向定距管1上排水口13的底边高度d;从而使得经进水管6进入的冷却水能够从排水口13进入到径向定距管1内部,并最终从排水管7排出,不会影响到焊接区域;
95.所述径向定距管上排水口13的底边高度d大于最上方的喷淋管疏水孔811的顶边高度b,从而确保冷却水能够密封喷淋管疏水孔811,防止喷淋管疏水孔811透气。
96.优选地,所述的盛水筒4为套在径向定位棒2外侧并与底板5环向密封连接的筒体,盛水筒高度e高于径向定距管排水口d且低于喷淋管高度a,目的在于在满足筒内水位密封喷淋管全部疏水孔811的前提下确保合理的焊接视野和操作空间。
97.在一个优选的实施方式中,如图6中所示,所述的径向定位棒2为长度高于喷罐的不锈钢圆棒,所述径向定位棒2主体呈圆柱状,所述径向定位棒2的顶部为球面头sr。所述球面头的设置目的在于为喷淋管81与顶盖82送入本装置内组装时进行导向,缩短组装时间,提高效率,降低出错率。选用圆棒的目的在于减小与喷淋管81接触面积,避免卡死。在所述的径向定位棒2下端设有与底板连接的螺纹,用以固定安装在底板5上。
98.所述径向定位棒2设置有多个,彼此平行设置,都垂直固定安装在底板5上;
99.所述径向定位棒2都位于盛水筒4内部,
100.所述多个径向定位棒2呈圆形排列分布;
101.所述喷淋管81嵌入到多个径向定位棒2围绕成的圆形区域中,且所述喷淋管81至少同时与两个定位棒低接。其中,所述径向定位棒2并非均匀分布,在焊接区域对于的位置不设置径向定位棒,防止干扰焊接作业。
102.进一步优选地,所述多个径向定位棒2围绕成的圆形区域的内径尺寸比所述喷淋管81和顶盖82的外径尺寸大1mm;为安装流出一定的余量。
103.所述喷淋管81和顶盖82都能够在该圆形区域内,在水平方向串动,从而使得喷淋管81和顶盖82能够同时低接在相同的两个径向定位棒2上,进而在焊接作业时喷淋管81和顶盖82之间的错边量为0;
104.所述轴向定距管1的高度值比喷淋管81的高度值大3mm;从而使得焊接作业时,喷淋管81和顶盖82之间保持3mm的缝隙。
105.在一个优选的实施方式中,如图7中所示,所述的底板5为圆形不锈钢板,中心位置设有氩气管孔53、进水管孔54和排水管孔52,上端环向设有多个径向定位棒2连接螺孔51;当轴向定距管11与底板5安装后,排水管孔52与氩气管孔53位于径向定位管1内侧,氩气分布孔12和排水口13均朝向焊接区域角度α一侧。
106.在一个优选的实施方式中,所述氩气分布孔12设置有多个;
107.优选地,多个氩气分布孔12都位于同一个水平高度上,且在水平方向上,多个氩气分布孔12的环向分布角度为β;在水平方向上,能够执行焊接作业的焊接区域角度为α,优选地,α的角度取值为90
°‑
170
°
,优选为120
°
;该焊接区域角度由径向定位棒2的设置位置决定,焊接区域角度α以外,径向定位棒2环向均布3-5个,优选为5个,目的在于确保喷淋管81与顶盖82放入本装置时至少与2个径向定位棒2贴合,从而更好地保证整圈错边量均为0mm。
108.优选地,环向分布角度β大于焊接区域角α,目的在于确保焊接时氩气能够直吹焊缝背侧,防止氧气掺入。
109.当喷淋管和顶盖依次放入核电蒸汽发生器给水环喷罐高效定位组焊装置中时,即将喷淋管81与顶盖82依次放入轴向定距管1与径向定位棒2之间时,将其靠向至少两个径向定位棒2与之贴合,此时喷淋管81与顶盖82错边趋近于0mm;喷淋管81下端与底板5贴合,顶盖82与轴向定距管1贴合,自然形成3mm的焊接间隙,满足尺寸要求和焊接要求。
110.从进水管6注入冷却水并从轴向定距管出水口13流入至排水管7排出,通过调节进水管6阀门流速确保盛水筒4内侧形成流速稳定的循环水,此时冷却水将喷淋管所有疏水孔811密封,提高焊缝背侧惰性气浓度保证焊缝表面不被氧化,并且在焊接时循环的冷却水能够吸收焊缝周围热量,有效抑制了热收缩产生焊接间隙减小导致无法焊透的问题。
111.在焊接区域角度α范围内焊接喷淋管81与顶盖82间焊缝,每焊完一段便可手动转动喷灌调整环向位置直至整圈焊接完毕。焊接过程中喷淋管81焊缝下端始终浸泡在循环的冷却水中降温,径向定距管排水口位于焊接区域正下方,确保焊缝周围温度不会因热量过高产生收缩导致间隙变小。本装置设计巧妙、功能齐全、使用便捷,使喷灌组装和焊接质量和效率大大提高,提高了喷淋管和顶盖组对精度以及制造效率,焊后尺寸和焊缝表面成形良好,无氧化现象。
112.本发明还提供一种核电蒸汽发生器给水环喷罐高效焊接方法,该方法采用上所述的核电蒸汽发生器给水环喷罐高效定位组焊装置实现;
113.优选地,该方法中通过底板5承托喷淋管81,通过径向定位棒2在径向为喷淋管81提供限位;
114.通过轴向定距管1承托顶盖82,通过径向定位棒2在径向为顶盖82提供限位;
115.通过进水管6、定距管1、盛水筒4和排水管7组成冷却水通道,为焊缝降温并密封喷淋管疏水孔811;
116.通过氩气管3和轴向定距管1为焊缝提供氩气保护。
117.在一个优选的实施方式中,华龙一号蒸汽发生器给水环喷罐由喷淋管81和顶盖82焊接而成,喷淋管81高度a为170mm,半径r为51mm;每台共24件。喷淋管81与顶盖82焊缝为全焊透要求,焊接间隙要求至少3mm,首层焊接时内侧要求惰性气体保护,随后进行3~4圈焊缝的填充完成焊接;焊后内侧要求平滑且无氧化物,外侧要求焊缝打磨平滑,错边量≤1mm,并且焊缝两侧均要满足渗透探伤检测要求。
118.对该给水环喷罐进行焊接的方法包括如下步骤:
119.步骤1,组装核电蒸汽发生器给水环喷罐高效定位组焊装置并进行尺寸检查,确保轴向定距管1与底板5安装后高度为170+3mm,径向定位棒2内侧到底板5中心距为51+0.5mm;
120.步骤2,将喷淋管81放入轴向定距管1与径向定位棒2之间,下端与底板5贴合,再将顶盖82放入径向定位棒2之间并与轴向定距管1顶端贴合,将喷淋管81与顶盖82均推向与焊接区域相反一侧并确保都与至少两个径向定位棒2贴合,此时喷淋管81与顶盖82错边为0mm,间隙为3mm;
121.步骤3,沿进水管6向盛水筒4内注入冷却水,冷却水温度接近于室温即可;当水位达到轴向定距管排水口高度d时冷却水便会从排水管7排出形成循环水,此时喷淋管所有疏水孔811被冷却水密封;
122.步骤3,向氩气管3输入纯氩气约30秒后开始焊接,确保将内侧氧气排净;在焊接区域角度α范围进行焊接操作;确保焊缝与轴向定距管上氩气分布孔12方向一致,调整良好的焊枪高度和焊接视野。
123.优选地,在步骤3中,由于顶盖82轴向无固定,焊前可用手或砝码按压在顶盖82上端防止焊枪触碰时发生窜动,焊前环向均布3~4处点焊连接喷淋管81与顶盖82根部焊缝进行固定,随后开始进行根部焊道整圈的焊透焊接。
124.优选地,在步骤3中,在焊接过程中手动调整喷灌8环向位置至焊接区域,每次调节后触摸盛水筒4外壁确认水温为常温后即可开始焊接作业。
125.优选地,在步骤3中,待首层焊缝焊后便可将喷罐从核电蒸汽发生器给水环喷罐高效定位组焊装置中取出观察内侧焊缝成形情况,以及外侧错边量,若成形良好并且表面无氧化物便可继续填充外侧坡口完成焊接。
126.通过使用本技术提供的核电蒸汽发生器给水环喷罐高效定位组焊装置及方法,喷淋管81与顶盖82的装配和首层焊接耗时仅5-8分钟左右,每件喷罐制造仅耗时30分钟左右,24件喷罐从焊接、打磨到探伤合格仅耗时3天,焊后检查内侧焊缝成形良好,外侧错边量为0-0.3mm,无损检测合格率100%。
127.以上结合了优选的实施方式对本发明进行了说明,不过这些实施方式仅是范例性的,仅起到说明性的作用。在此基础上,可以对本发明进行多种替换和改进,这些均落入本发明的保护范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1